(54) УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ для изготовления предварительно напряженных плоских железобетонных изделий и устройство для его осуществления | 1978 |
|
SU750020A1 |
| Форма для изготовления разногабаритных строительных изделий | 1977 |
|
SU743872A1 |
| Установка для прессования изделий из бетонных смесей | 1988 |
|
SU1660968A1 |
| Устройство для фиксации на поддоне формы анкеров | 1983 |
|
SU1135888A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ | 1991 |
|
RU2008203C1 |
| ОСНАСТКА ТОНКОСТЕННЫХ ИЗДЕЛИЙ | 2020 |
|
RU2756146C1 |
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1982 |
|
SU1080972A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОБЕТОННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2255859C2 |
| УСТРОЙСТВО РЕЗКИ ЯЧЕИСТЫХ БЕТОННЫХ МАССИВОВ | 2005 |
|
RU2305031C2 |
| Установка для изготовления железобетонных изделий | 1991 |
|
SU1791132A1 |
I
Изобретение относится к устройствам для формования строительных изделий.
Известно устройство для формования строительных изделий, включающее поддон и жесткую раму со смонтированными внутри нее подвижными фальшбортами 1.
Однако такое устройство не обеспечивает изготовления разногабаритных изделий и сокращения металлоемкости технологического оборудования путем ускорения оборачиваемости поддонов.
Цель изобретения - обеспечение изготовления разногабаритных изделий и сокращение металлоемкости технологического оборудования nyteM ускорения оборачиваемости поддонов.
Достигается это тем, что в устройстве для формования строительных изделий содержащем поддон и жесткую раму со смонтированными внутри нее подвижными фальщбортами, жесткая рама снабжена поперечными балками со сквозными пазами, а подвижные фальщборта установлены внутри жесткой рамы по трем сторонам, образуя съемную рамку, имеющую механизмы перемещения, фиксации и расфиксации фальщбортов, каждый из которых выполнен в виде приводной щтанги, которая расположена в поперечной балке жесткой рамы и соединена при помощи пропущенных через сквозные пазы поперечной балки щарнирных тяг с поперечными подвижными фальшбортами, а продольный подвижный фальшборт снабжен кронштейнами, взаимодействующими с приводными штангами, причем подвижные фальшборта имеют направляющие для ограничения их продольного перемещения, а поддон - кронщтейны и фиксаторы съемной
10 рамки, выполненной с цапфами, взаимодействующими с кронщтейнами поддона.
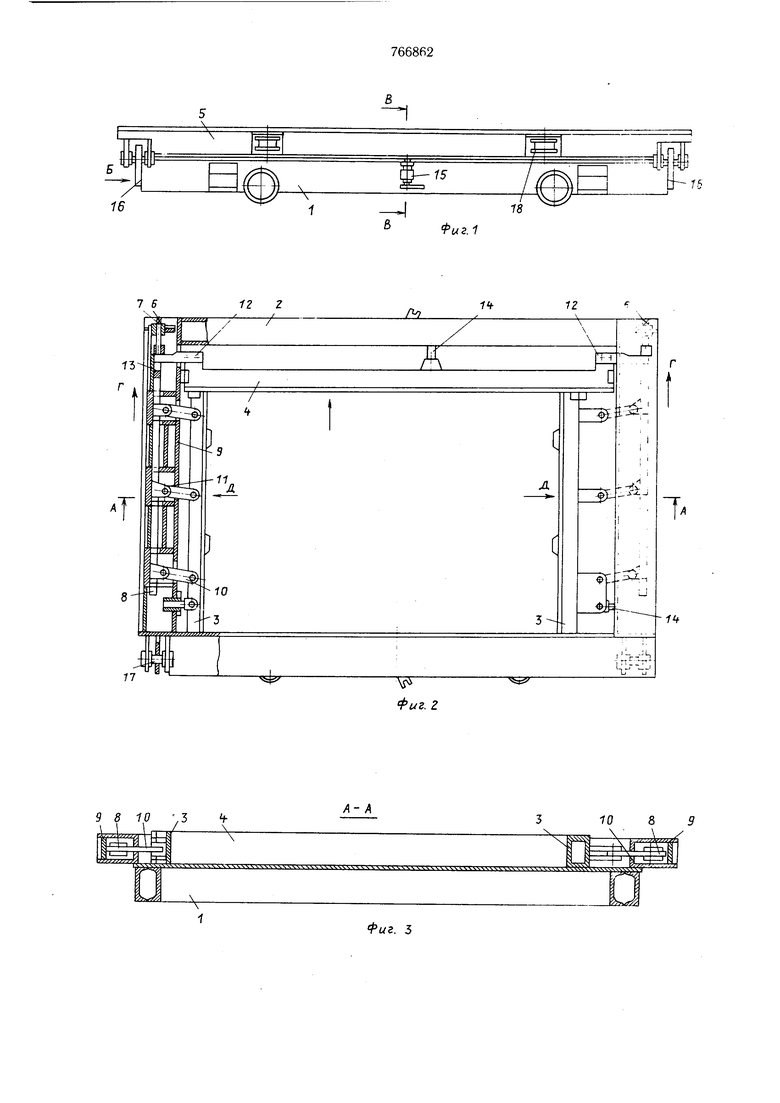
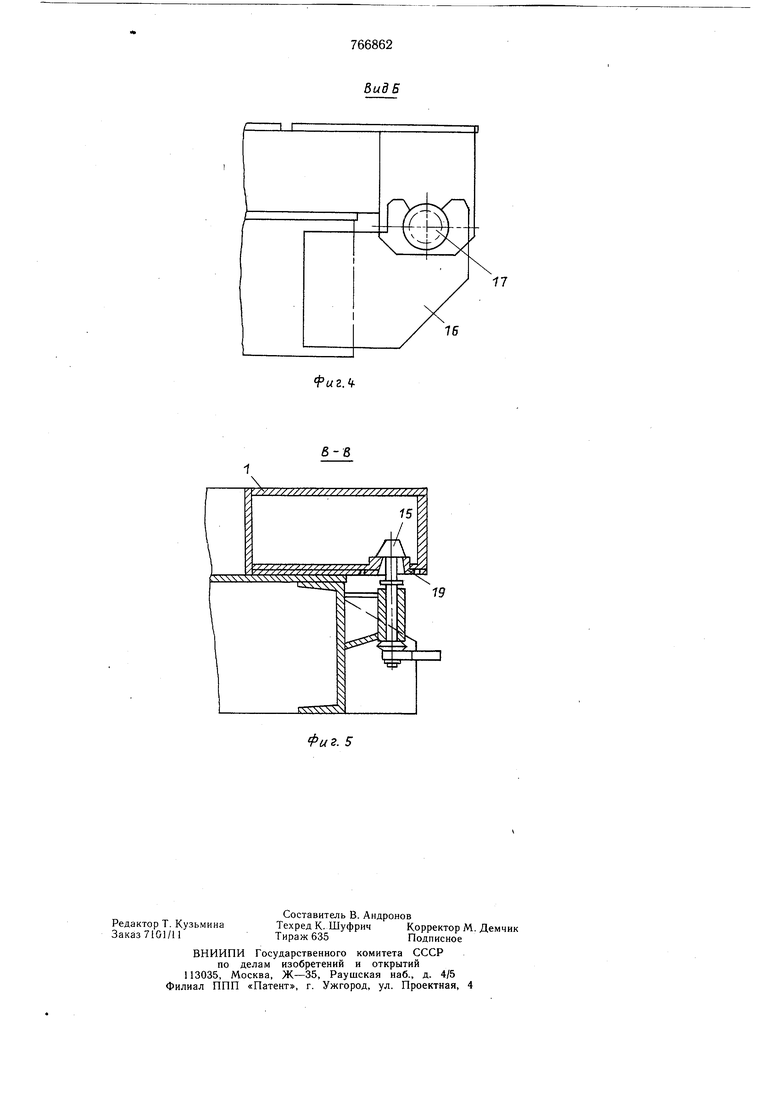
На фиг. 1 изображено устройство для формования строительных изделий, вид сбоку; на фиг. 2 - то же, план; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - вид
5 по стрелке Б на фиг. 1; на фиг. 5 - разрез В-В на фиг. 1.
Устройство для формования строительных изделий включает поддон 1, жесткую раму 2 со смонтированными внутри нее по
20 трем сторонам подвижными фальшбортами 3 и 4. Жесткая рама 2, поперечные фальщборта 3 и продольный фальшборт 4 образуют съемную рамку 5, выполненную с механизмами 6 перемещения, фиксации и расфиксации фальшбортов. Механизм 6 перемещения, фиксации и расфиксации фальшбортов 3 и 4 включает соединенные с приводом, например с винтовой нарой 7, передвижные штанги 8, расположенные в поперечных балках 9 жесткой рамы 2 и соединенные посредством шарнирных тяг 10, выходяш,их в сквозные пазы 11 поперечныл балок 9 жесткой рамы 2, с поперечными подвижными фальшбортами 3. Продольный подвижный фальшборт 4 снабжен кронштейнами 12, взаимодействующими с передвижными штангами 8 посредством гайки 13.
Подвижные фальшборта 3, 4 оснащены направляющими 14, ограничивающими продольное смещение фальшбортов 3 и 4. Поддон 1 снабжен фиксаторами 15 для прижима съемной рамки к зеркалу поддона 1 и кронштейнами 16, взаимодействующими с цапфами 17 съемной рамки 5. Съемная рамка 5 может быть выполнена с колесаами 18 для ее передвижения в вертикальном положении по монорельсу.
Работает устройство для формования строительных изделий следующим образом.
Перед формованием съемную рамку 5 уста} авливают цапфами 17 в кронштейны 16 поддорна 1. Фиксаторами 15 через бобышки 19 осуществляют прижим съемной рамки 5 к зеркалу поддона 1. Далее производят формование изделия. После формования направляют изделие на первую стадию тепловой обработки. Затем изделие в рамке 5 отделяют от поддона 1 посредством освобождения фиксаторов 15 с предварительным кантованием изделия в съемной ра.мке вместе с поддоно.м 1 в вертикальное положение. Затем изделие в рамке 5 без поддона 1 направляют на вторую стадию тепловой обработки, а поддон 1 возвращают в технологический цикл. После набора- изделием требуемой прочности посредством винтовых пар 7 перемешают передвижные штанги 8 механизмов 6 в направлении, показанном стрелкой Г на фиг. 2. Передвижные пгтанги 8 через шарнирные тяги 10 перемещают поперечные фальшборта 3 в направлении, показанном стрелкой Д на фиг. 2, и отделяют их от изделия. Направляющие 14 удерживают фальшборта от продольного перемещения. В конце хода передвижных штанг 8 гайки 13, передвигаясь но винтам винтовых пар 7, захватывают кронштейны 12 продольного фальщборта 4 и отделяют его от изделия. После этого съемную рамку 5 снимают посредством вращения цапф 17 в кронштейнах 16 поддона 1. Затем производят чистку съемной рамки, перемещение фальщбортов 3 и 4 в рабочее положение, фиксацию их и установку съемной рамки 5 иа другой поддон.
При изготовлении строительных изделий, например бетонных и железобетонных с немедленной распалубкой, распалубку изделия производят следующим образо.м.
Посредством винтовой пары 7 перемещают передвижные штанги 8 в направлении, показанномстрелкой Г на фиг. 2. Передвижные штанги 8 через шарнирные тяги 10 перемещают поперечные фальщборта 3 в направлении, показанном стрелкой Д на фиг. 2, и отделяют их от изделия. В конце хода передвижных щтанг 8 гайки 13, передвигаясь по винтам винтовых пар 7, захватывают кронштейны 12 продольного фальшборта 4 и отделяют егр от изделия. После этого съемную рамку 5 снимают, чистят, фиксируют фальщборта в рабочем положении и устанавливают съемную рамку на другой поддон.
При изготовлении изделий различных габаритов производят соответствующую изделию замену фальшбортов 3 и 4 съемной рамки 5 или установку соответствуюших формуемому изделию шарнирных тяг 10.
При.менение предложенного устройства ускорит оборачиваемость поддонов и тем самым значительно сократ,ит .металлоемкость технологического процесса. Кроме того, применение описанного устройства увеличит степень переналаживаемости оснастки при изготовлении разногабаритных изделий и изделий сложной конфигурации.
Формула изобретения
Устройство для формования строительных изделий, включающее поддон и жесткую раму со смонтированными внутри нее подвижными фальшбортами, отличающееся тем, что, с целью обеспечения изготовления раз ногабаритных изделий и сокращения металлоемкости- технологического оборудования
5 путем ускорения оборачиваемости подддонов, жесткая рама снабжена поперечными балками со сквозными пазами, а подвижные фальшборта установлены внутри жесткой рамы по трем сторонам, образуя съемную
рамку, имеющую механизмы перемещения, фиксации и расфиксации фальшбортов, каждый из которых выполнен в виде приводной штанги, которая расположена в поперечной балке жесткой рамы и соединена при помощи пропущенных через сквозные пазы поперечной балки щарнирных тяг с поперечны.ми подвижными фальщбортами, а продольный подвижный фальшборт снабжен кронштейнами, взаимодействующими с приводными штангами, причем подвижные фальшборта имеют направляющие для ограничения их продольного перемещения, а поддон - кронштейны и фиксаторы съемной рамки, выполненной с цапфами, взаимодействующими с кронщтейнами поддона.
5Источники информации,
принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 428943, кл. В 28 В 7/06, 1972.
16
t -и
lPr.5
15
18
12 г
ft
12
itf
тт
.
-r
Фиг. 2
9 5 f.O .3
/Ч-Л
10 &
X
#we. 3
N N
,- ч.
S
144444X4
Фи. 5
А
ХУ|у
