(54) АГРЕГАТ ДЛЯ ЭЛЕКТРОКОНТАКТНОГО НАГРЕВА ПРОВОЛОКИ ПРИ ВОЛОЧЕНИИ
1
Изобретение относится к области электротермических, машин и может быть использовано в металлургической промьлиленности .для нагрева проволоки при волочении из труднодеформируемых 5 магнитных и немагнитных сталей и сплавов.
Известен агрегат для электроконтактного нагрева проволоки при волочении, содержащий разматыватель, 10 правильную машину, электррконтактную установку, включающую неподвижный контакт и контакт, установленный на приводной каретке, именяцей механизм перемещения и механизм разъединения, 5 волочильный стан р.
Механизм разъединения каретки подвижного контакта с приводом, при . выполнении его цепным, состоит из находящегося в силовом взаимодействйи1 0 с проволокой ролике, размещенного на корпусе каретки и соединенного через систему рычагов с поворотными шпонками, расположенными в шлицевых пазах неподвижной оси несущей 25 звездочки, связанные с цепями.
При волочении проволоки диаметром 16...10 мм этот механизм работает достаточно надежно. Однако при уменьшении диаметра проволоки ход ЗО
ролика умейьадается и наблюдается непроизвольное разъединение каретки подвижного контакта с приводом.
В случае волочения проволоки диаметром 3 мм и меньше механизм разъединения всхзбаде работать не может, так как ролйк под воздействием назкимной пружйиы прогибает проволоку и разъединяет каретку неподвижного контакта с приводом. Уменьшить уси-, лие пружины нельйя, так как слабая пружина не сможет преодолеть силы . трений. Кроме того, при данной конструкшш Механизма разъединения каретки с приводом, перевод волочильного стана в режим замедления ско- , рости перед окончанием процесса волочения когда на разматывателе остается 2-3 витка проволоки) приходитс.я осуществлять вручную(нажатиш л кнопки
Целью изобретения является повышение надежности работы механизма разъединения.
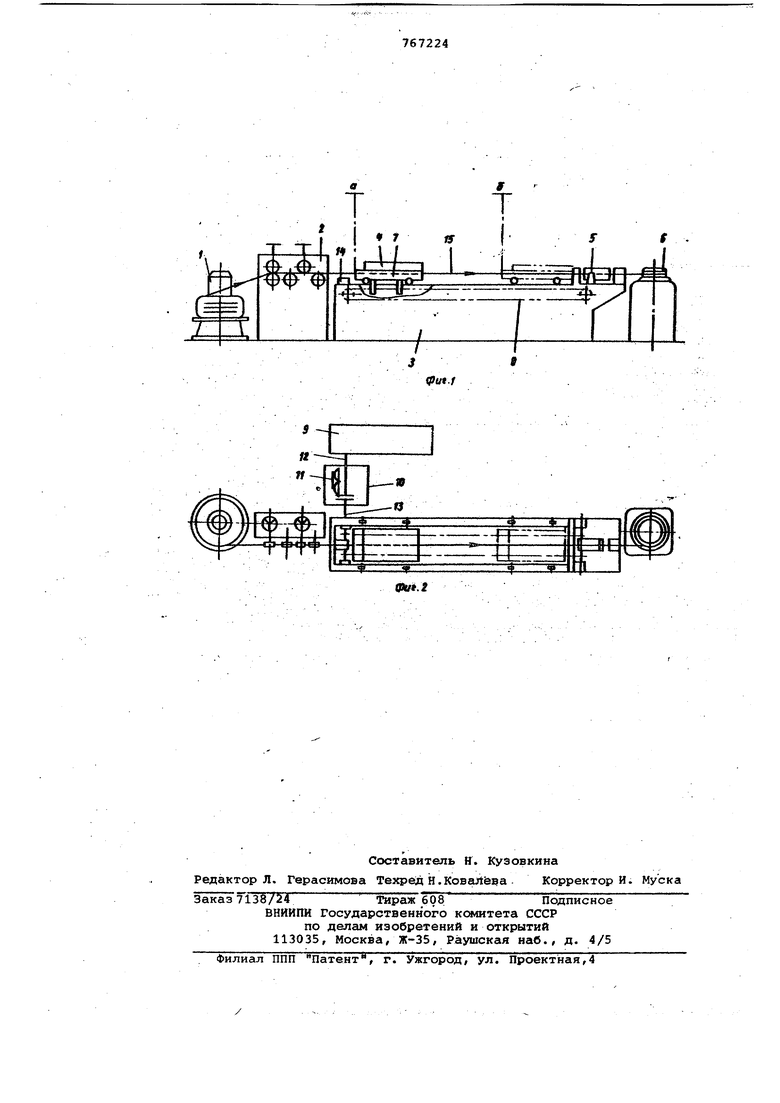
Цель достигается тем, что агрегат снабжен датчиком, размещенным между правильной машиной и электроконтактной установкой, а механизм разъединения выполнен в виде электромагнитной муфты, установленной между электроприводом и механизмом перемещения ка ретки. , На фиг. 1 показан агрегат для . элёктроконтактного нагрева проволоки при волочении, а - рабочее положение подвижного контакта (заднее), б - ho ложение подвижного контакта при пуске агрегата (крайнее переднее); на фиг.- 2 - то же, вид сверху. Агрегат содержит разматыватель 1 правильную машину 2,электромагнитну нагревательную установку 3, подвижный контакт 4, неподвижный контакт 5, волочильный стан б. , Подвижный-контакт 4 установлен на каретке 7, перемещаемой механизмом перемещения 8 и приводом 9. Мех низм разъединения 10 установлен меж ду приводом 9 и механизмом перемещения 8 каретки 7. Механизм разъеди нения 10 содержит.электромагнитную муфту 11, одна полумуфта которой соединена с ведущим валом 12 привода 9, а другая полумуфта с ведсмым валом 13 механизма перемещения ,8. Управляет механизмом разъединения 10 датчик 14, на который воздействует обрабатываемая проволбка 15.и который установлен между правильной машиной и электроконтактной нагревательной установкой. Агрегат работает следующим обрй ЗОМ. ,, -, /, . - Моток проволоки устанавливают на разматыватель 1, передний конец - проволоки 15 задают в правильную машину 2, которая подает его в подвижный контакт 4, находящийся вг этот момент в положении б.Проволока взаимодействует с датчиком 14,В это случае механизм разъединения 10 включен, т. е. каретка 7 может пере мещаться механизмом перемещения 8. Далее передний конец проволоки пропускают через неподвижный контак 5 в волоку и закрепляют на барабане :волочильного стана 6. Затем включают напряжение нагрева и привод 9 механизма перемещения 8 каретки 7 подвижного контакта 4, благодаря чему каретка с подвижным контактом начинает перемещаться из положения б в рабочее положение а. Когда каретка-, подвижного контакта дойдет до положения а волочильный стан автоматически включается на р бочую скорость. Кбгда в процессе волочения проволоки будет смонтана с разматывателя 1, ее задний конец сходит с датчика 14 и перестает с ним взаим действовать. При этом датчик 14 .отключает электромагнитную муфту 1 ёханизма разъединения 10, который азъединяет механизм перемещения 8 аретки 7 с приводом 9. Одновременно атчик 14 дает команду на перевод олочильного стана с рабочей скорое-: и в режим замедления скорости и на изменение режима нагрева. Так как карет{ а оказывается разъединенной с Приводом механизма перемещения, она под действием сил трения движущей- . ся проволоки к контактные -тела подвижного контакта 4 начнет движение вперед к положению б. Подвижный контакт остановится у положения б, конец проволоки 15 выйдет из контакта 5 и таким образом весь бунт проволоки будет протянут практически без отходов. Таким образом, благодаря тому, что механизм разъединения каретки подвижttOiip контакта с механизмом перемещен я каретки .выполнен в виде , электромагнитной муфты, установленной между электроприводом и механизмом перемещения каретки подвижного контакта. Повышается надежность работы механизма разъединения и упрощается его конструкция. Благодаря тому, что механизм разъединения является электрсадеханичёскйм, а датчик управления этим Механизмом установлен между правильной ь/1ай1иной и электроконтактной нагревательной установкой, появилась возможйость автоматизировать управление режиме нагрева при окончании „процесса волочения. Формула изобретения Агрегат для электроконтактного нагрева проволоки при волочении, содержащий .разматыватель, правильную машину, электроконтактную установку, включающйй неподвижный контакт и контакт, установленный на приводной . каретке, имеющей механизм разъединения и механизм перемещения и волочильный стан, отличающййс я тем, что, с целью повьиаения надежности работы, он снабжен установленньйл между правиль)Ной машиной и электроконтактной установкой датчи ком упрёйленйй механизма разъединения при ртом механизм разъединения выполней в виде электромагнитной муфты, установленной между электроприводом и механизмом перемещения каретки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР .339590, кл. С 21 D 9/52, 1970.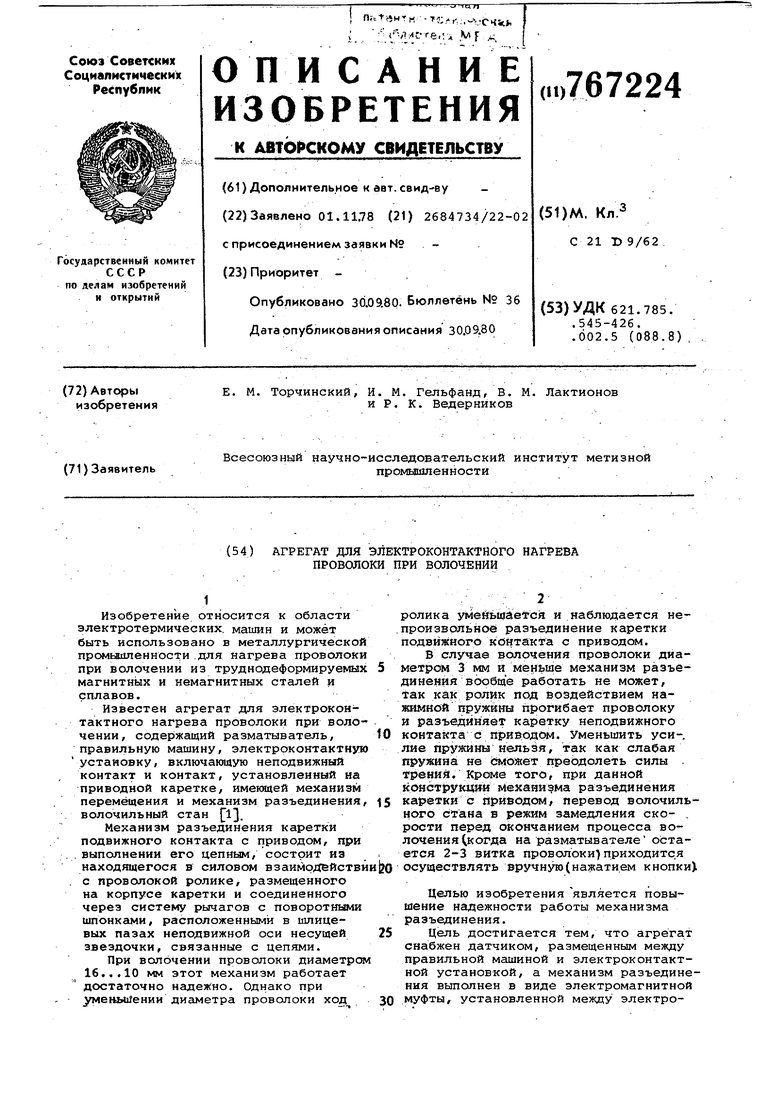
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ЭЛЕКТРОКОНТАКТНОГО НАГРЕВА ПРОВОЛОКИ ПРИ ВОЛОЧЕНИИВСЕСОЮЗНАЯ/1 | 1972 |
|
SU339590A1 |
| УСТРОЙСТВО для ЭЛЕКТРОКОНТАКТНОГО НАГРЕВА ПРОВОЛОКИ ПРИ ВОЛОЧЕНИИ | 1967 |
|
SU191611A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| Устройство для острения концов из-дЕлий пЕРЕд зАпРАВКОй B ВОлОКу | 1979 |
|
SU812375A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Способ пуска установки электроконтактного нагрева в потоке с волочильным станом | 1978 |
|
SU1037987A1 |
| УСТРОЙСТВО СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ СОПРОТИВЛЕНИЕМ | 2010 |
|
RU2434724C1 |
| Агрегат для производства проволоки | 1978 |
|
SU1085652A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ГНУТЫХ ПРОФИЛЕЙ | 2000 |
|
RU2184634C2 |
| Устройство для намотки и размотки длинномерных изделий | 1981 |
|
SU1011294A1 |