1
Изобретение относится к листопрокатному производству и может быть использовано при прокатке полос на одно- или многоклетьевых станах, оборудованных натяжными устройствами.5
Известен способ регулирования распределения натяжения по ширине полосы приложением к ней силового воздействия, изменяющего натяжение по кромкам 1.
Недостатком известного способа является 10 то, что при существенных изменениях натяжения валки измерительного и регулирующего устройства оставляют на полосе поверхностные дефекты, что снижает качество готовой продукции.15
Целью изобретения является повыщение качества прокатываемых полос.
Описываемый способ регулирования распределения натяжения по щирине полости отличается тем, что регулирование на- 20 тяжения производят путем скручивания полосы в плоскости, перпендикулярной оси прокатки.
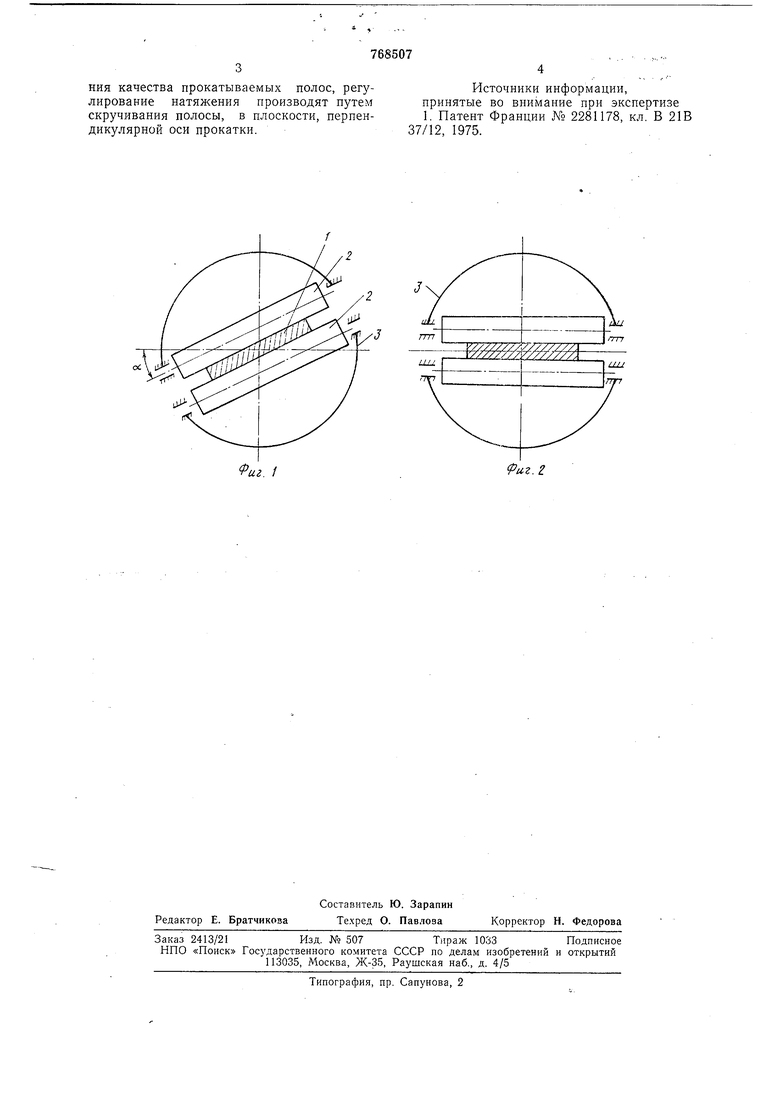
На фиг. 1 показано положение поворотной обоймы с валками в момент настройки 25 стана; на фиг. 2 - то же, при появлении волнистости.
Полосу 1, выщедщую из прокатного стана, пропускают через пару валков 2 (холостых или приводных), находящихся в по- ЗЭ
воротной обойме 3, которая может поворачиваться относительно оси прокатки. Зазор между валками устанавливают так, чтобы обеспечить небольщое обжатие полосы (в пределах упругих деформаций). При настройке стана поворотную обойму устанавливают под определенным углом а к плоскости прокатки (фиг. I), причем стан настраивают так, что натяжение на кромках и в середине полосы одинаково. Например, создают принудительный изгиб рабочих валков стана для больщого обжатия кромок полосы. Во время прокатки угол поворота обоймы при появлении коробоватости увеличивают, обеспечивая тем самым повыщение натяжения на кромках полосы, и при появлении волнистости-уменьшают (фиг. 2), обеспечивая тем самым уменьшение натяжения кромок. Таким образом осуществляется плавное регулирование натяжения по щирине полосы в процессе ее прокатки.
Формула изобретения
Способ регулирования распределения натяжения по щирине полосы при прокатке, приложением к ней силового воздействия, изменяющего натяжение по кромкам, отличающийся тем, что, с целью повышения качества прокатываемых полос, регулирование натяжения производят путем скручивания полосы, в плоскости, перпендикулярной оси прокатки.
Источники информации, принятые во внимание при экспертизе 1. Патент Франции № 2281178, кл. В 21В 37/12, 1975.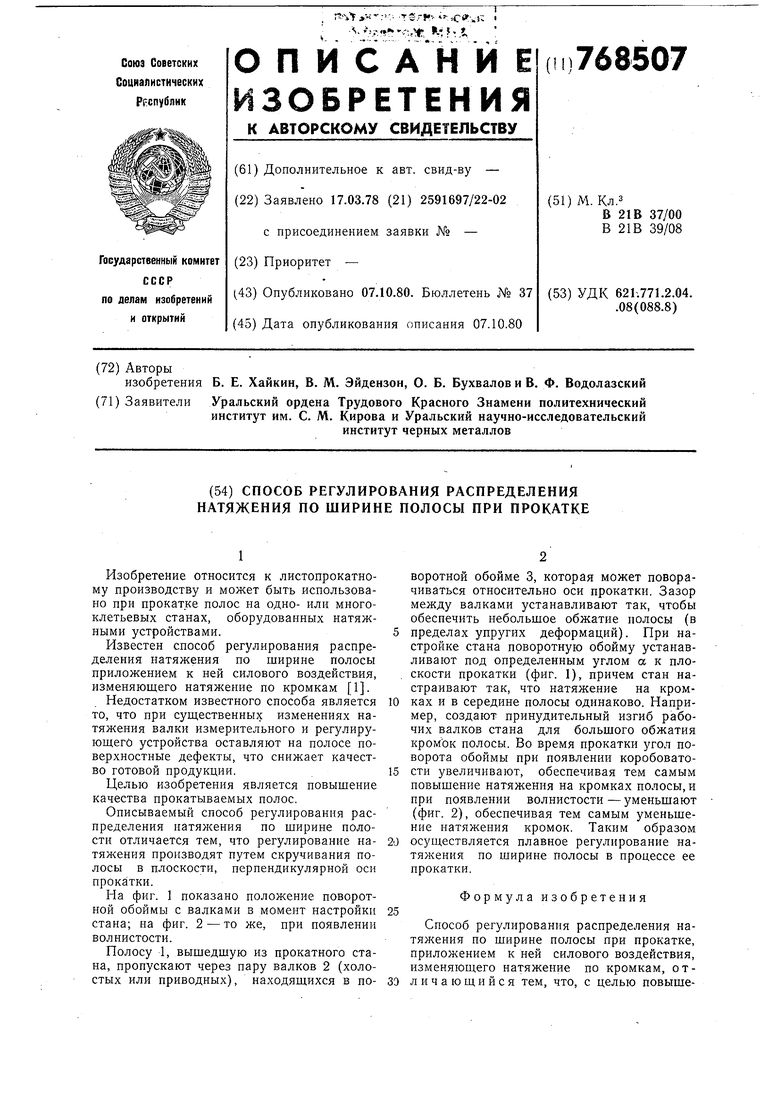
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регули-РОВАНия плОСКОСТНОСТи пРОКАТыВАЕМыХпОлОС | 1978 |
|
SU827204A1 |
| Клеть стана для прокатки полосы | 1979 |
|
SU789169A1 |
| Способ дрессировки полос | 1982 |
|
SU1049130A1 |
| Способ производства сварных труб | 1985 |
|
SU1230711A1 |
| Способ изготовления многослойной полосы | 1982 |
|
SU1139594A1 |
| Система калибров для прокатки шестигранной стали крупных сечений | 1989 |
|
SU1712012A1 |
| Способ формовки трубной заготов-Ки | 1979 |
|
SU837437A1 |
| Комплект рабочих валков чистовой клети полосового стана и способ прокатки полос в рабочих валках чистовой клети полосового стана | 1988 |
|
SU1597242A1 |
| Способ центрирования немагнитной электропроводной полосы | 1980 |
|
SU908459A1 |
| Узел натяжных роликов тонколистового прокатного стана | 1983 |
|
SU1131571A1 |
иг. 1
иг.г
