;54) ШЛИФОВАЛЬНО-КОПИРОВАЛЬНЫЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРОФИЛЕЙ В ЗОНЕ СВАРНЫХ СТЫКОВ | 1966 |
|
SU216466A1 |
| Копировальный станок | 1982 |
|
SU1065157A1 |
| Копировально-шлифовальный станок | 1990 |
|
SU1743801A1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| Станок для обработки кольцевого желоба переменного профиля | 1988 |
|
SU1645108A1 |
| СТАНОК ДЛЯ ГИБКИ ИЗДЕЛИЙПРОКАТА | 1971 |
|
SU320326A1 |
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |
| ПРОДОЛЬНО-ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ СВАРНЫХ СТЫКОВ | 1967 |
|
SU206276A1 |
| Станок для заточки фасонных фрез | 1977 |
|
SU712015A3 |
| СТАНОК РЕЛЬСОШЛИФОВАЛЬНЫЙ | 2005 |
|
RU2287633C1 |

1
Изобретение относится к области обработки металлов резанием, а именно к станкам и механизмам для обдирки и шлифования сварных стыков длинномерного проката сложного профиля, 5 предпочтительно рельсов, в условиях рельсосварочных предприятий.
Известен шлифовальный копировальный станок для обработки сварных стыков плетей, содержащий .станину, несу-10 щую-шлифовальную бабку с независимым приводом, установленную с возможностью возвратно-поступательного перемещения от независимых гидроцилйндров и механизма медленной подачи fl .15
На известном станке, невозможно по- . догнать оба рельса таким образом, .чтобы не оставалось ступеньки, вызванной плохой выставкой рельсов перед сваркой, что снижает качество обработки. 20
Цель изобретения - повышение tea- . чества обработки поверхностей сварного стыка.,
Цель достигается тем, что предлагаемый станок снабжен корпусом с за- 25 крепленной на нем П-образной стойкой и каретками,, шарнирно соединенными коромыслами, с установленньши на них с возможностью поворота валами с их приводом, при этом шлифова тьная баб- 30
ка размещена на введенной в станок, раме, связанной с валами шарнирно, причем на валах закреплены штанги с установленными на них .с возможностью поворота роликами, а один из шарниров paiuM выполнен телескопическим.
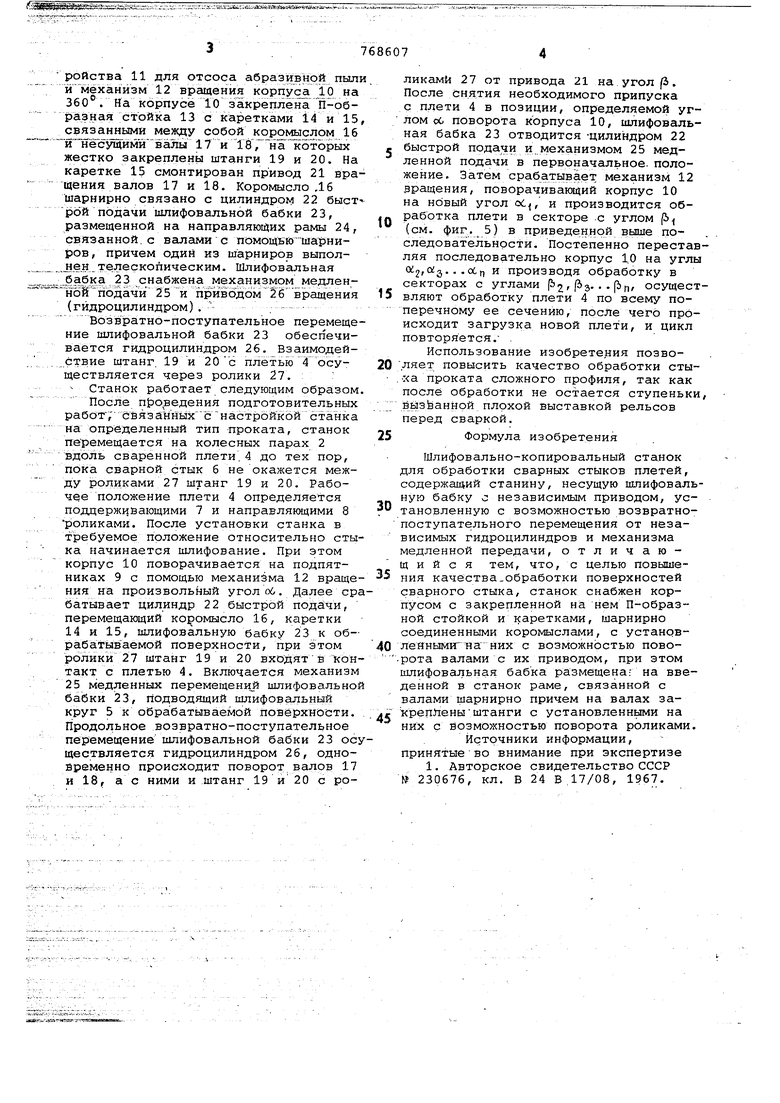
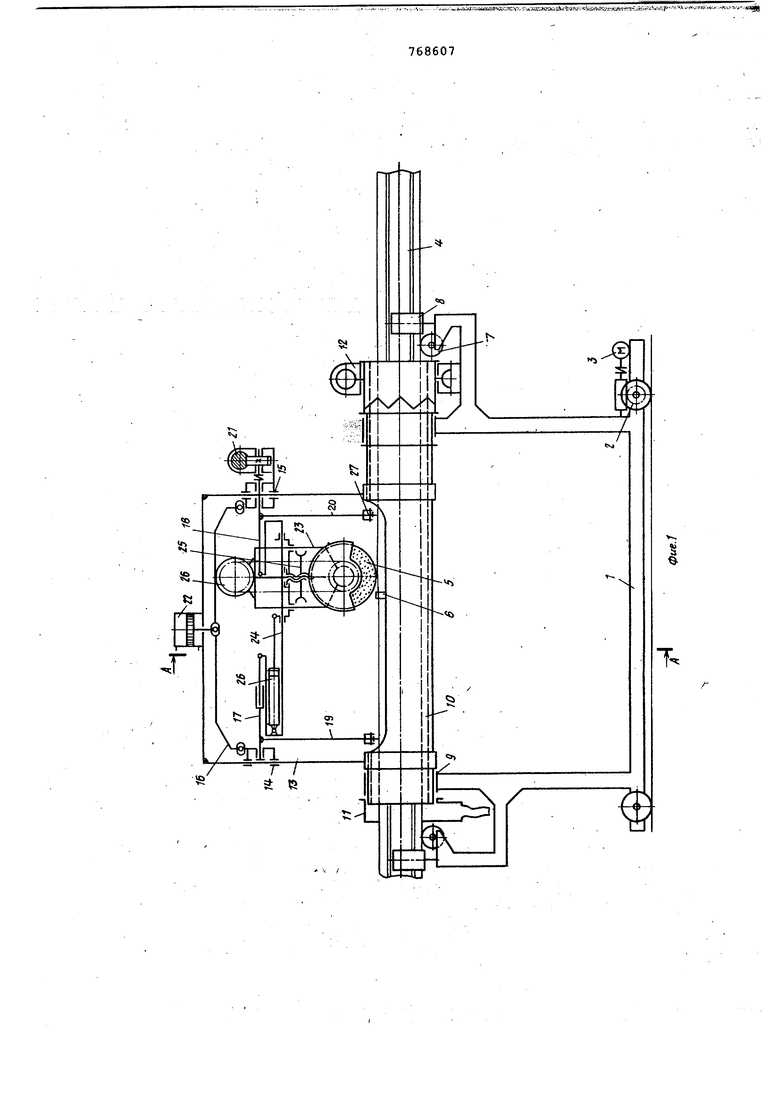
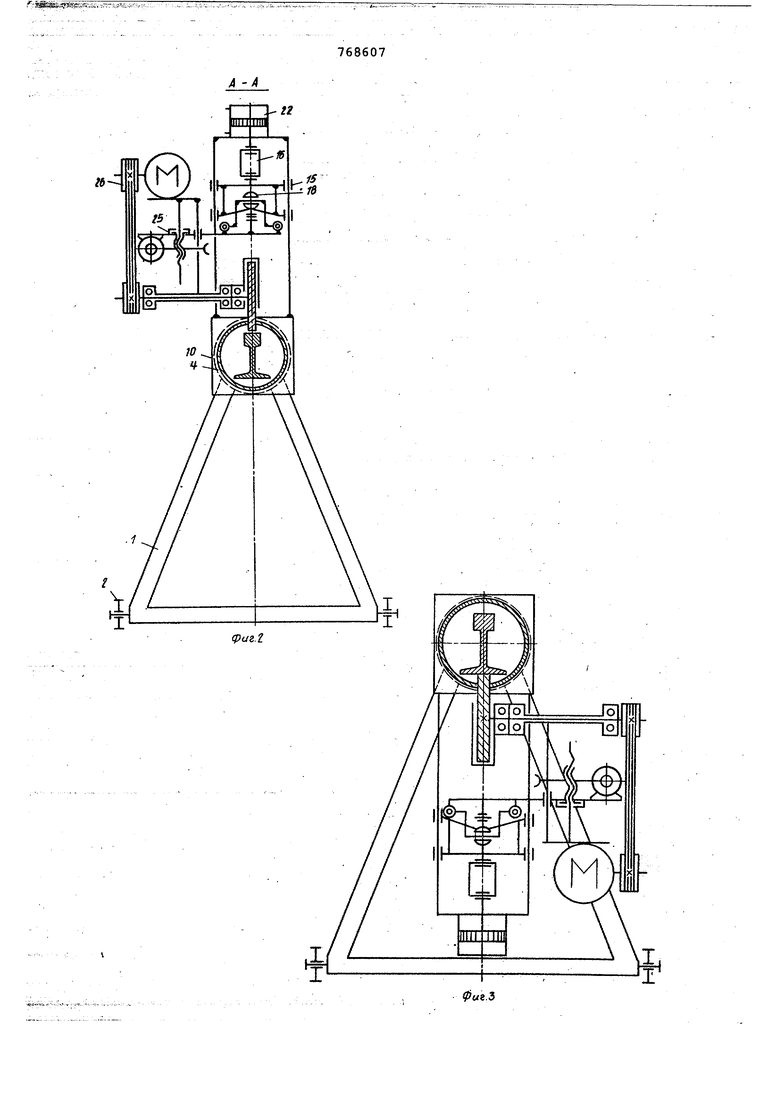
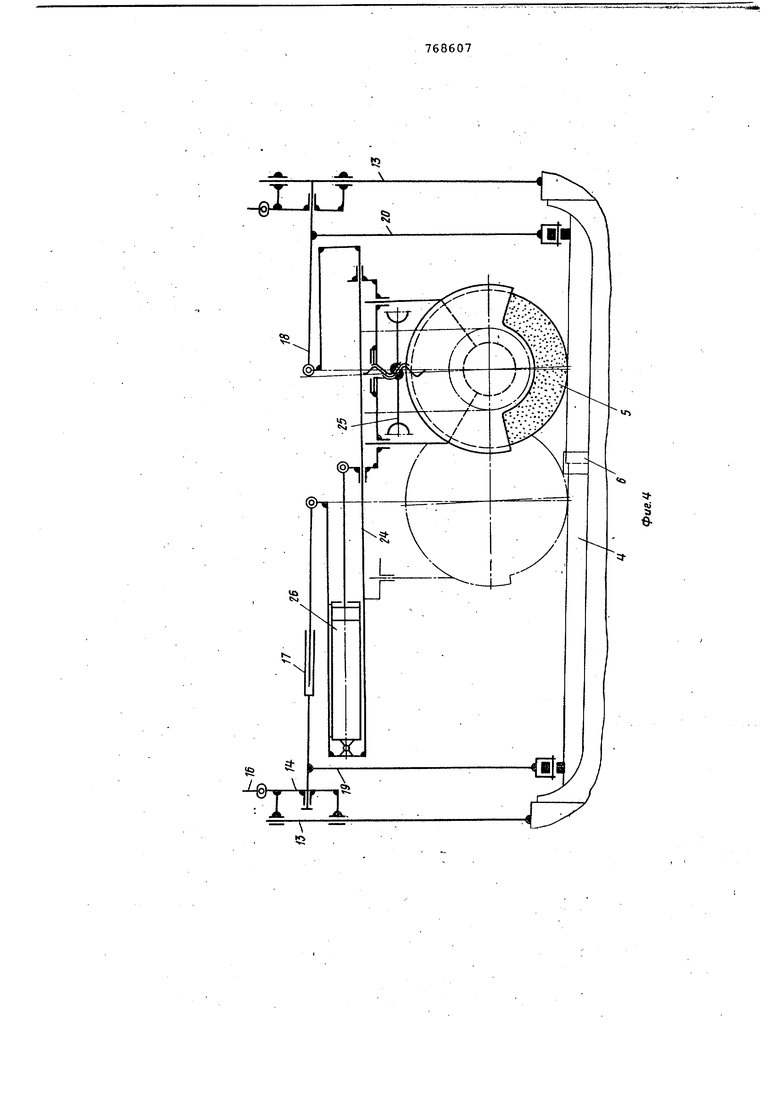
На фиг. 1 изображен станок, общий ВИД1 на фиг. 2 - разрез по шлифовальной бабке: в момент обработки головки рельса, главный вид (разрез А-А на фиг. 1); на фиг. 3 - разрез по шлифовальной бабке в момент обработки подошвы рельса, при этом шлифовальная бабка повернута на 180° относительно исходного положения; на фиг. 4 - кинематическая схема перехода с меньшего профиля на больший; на фиг. 5.- схема обхода шлифовальным кругом по периметру профиля рельса.
Предлагаемый станок состоит из станины 1, опирающейся на две колесные пары 2, одна из колесных пар имеет привод 3, предназначенный для перемещения станка вдоль свариваемой плети 4 с целью расположения шлифоваль- , ного круга 5 над зоной сварного стыка 6.
На стойках станины смонтированы подцерживаклдиё 7 и направляющие 8 ролики, подпятники 9 корпуса 10, устройства 11 для отсоса абразивной пыли ймёханйзм 12 вращения корпуса 10 на 360°. На корпусе 10 закреплена п-образная стойка 13 с каретками 14 и 15, связанными между собой коромыслом 16
сущими в алы 17 и Т87 н1Г1соторых жестко закреплены штанги 19 и 20. На каретке 15 смонтирован привод 21 враения валов 17 и 18. Коромысло ,16 шарнирно связано с цилиндром 22 быстрой подачи шлифовальной бабки 23, размещенной на направляющих рамы 24, связанной, с валс1ми с помощью шарниров, причем один из шарниров выполен те1леског1ическим. Шлифовальная бабка 23 снабжена механизмом медленнЪЙподачи 25 и прШбдом 5б §ращения (гйдроцилиндром) .
Возвратно-поступательное перемещение шлифовальной бабки 23 обеспечивается гидроцилиндром 26. Взаимодействие штанг. 19 и 20с плетью Тосуществляется через ролики 27.
Станок работает следующим образом. После п$эо,ведения подготовительных работ , связ аннь1Х с настройкой станка на определенный тип проката, станок перемещается на колесных парах 2 вдоль сваренной плети.4 до тех пор, пока сварной стык 6 не окажется между роликами 27 штанг 19 и 20. Рабочее положение плети 4 определяется поддерживающими 7 и направляющими 8 роликами. После установки станка в требуемое положение относительно стыка начинается шлифование. При этом корпус 10 поворачивается на подпятниках 9 с помощью механизма 12 вращения на произвольный угол об. Далее срабатывает цилиндр 22 быстрой подйчи, перемещающий коромысло 16, каретки 14 и 15, шлифовальную бабку 23 к об- рабатываемой поверхности, при этом ролики 27 штанг 19 и 20 вхоДятв контакт с плетью 4. Включается механизм 25 медленных пepeмeщeниJi шлифовальной бабки 23, подводящий шлифовальный круг 5 к обрабатываемой поверхности. Продольное возвратно-поступательное перемещение шлифовальной бабки 23 осуществляется гидроцилиндром 26, одновременно происходит поворот валов 17 и 18, ас ними и штанг 19 и 20 с ро768607
ликами 27 от привода 21 на угол/3. После Снятия необходимого припуска с плети 4 в позиции, определяемой углом оО поворота корпуса 10, шлифовальная бабка 23 отводится -цилиндром 22 J быстрой подачи и механизмом 25 медленной подачи в первоначальное, положение. Затем срабатывает механизм 12 вращения, поворачивающий корпус 10 на нЬвый угол ос, и производится обQ работка плети в секторе ,с углом (Ь {см. фиг.5) в приведенной выше последовательности. Постепенно переставляя последовательно корпус 10 на углы oiyiO-Z °П и производя обработку в секторах с углами pjf ( fbn осуществляют обработку плети 4 по всему поперечному ее сечению, после чего происходит загрузка новой плети, и цикл повторяется.- .
Использование изобретения позво0 .ляет повысить качество обработки сты .-ха проката сложного профиля, так как после обработки не остается ступеньки,
;вызЬанНрй плохой выставкой рельсов перед сваркой.
5 Формула изобретения
Шлифовально-копировальный станок для обработки сварных стыков плетей, содержащий станину, несущую шлифовальную бабку с независимым приводом, установленную с возможностью возвратнопоступательного перемещения от независимых гидроцилиндров и механизма медленной передачи, отличающийся тем, что, с целью повышения качества-Обработки поверхностей сварного стыка, станок снабжен корпусом с закрепленной на нем П-образной стойкой и каретками, шарнирно соединенными коромыслами, с установ0 леянымииа них с возможностью пово.рота валами с их приводом, при этом шлифовальная бабка размещенаf на введенной в станок раме, связанной с валами шарнирно причем на валах за5 крепленыштанги с установленньгми на них с возможностью поворота роликами.
Источники информации, принятыево внимание при экспертизе
768607
N
S
7
jp
T.
фиг.З , U- /
5
S ©
