До СИХ пор обработка глубоких отверстий с внутренними выточками различных диаметров производилась только на ииаких режимах реза.ния. Причиной этому было отсутствие опоры в иепосредствевной близости от режущего инструмента.
Целью изобретения является создание борштанги, имеющей опору, расположенную вблизи резцовой головки. Наружный диаметр описываемой опоры может изменяться в соответствии с изменениемдиаметра отверстий растачиваемой детали, сохраняя при ЭТОМ1 соосНОсть резцовой голоЕК|И и опоры-.
Пр;едлага1емая борштанга изображена на фиг. I, 2 и 3.
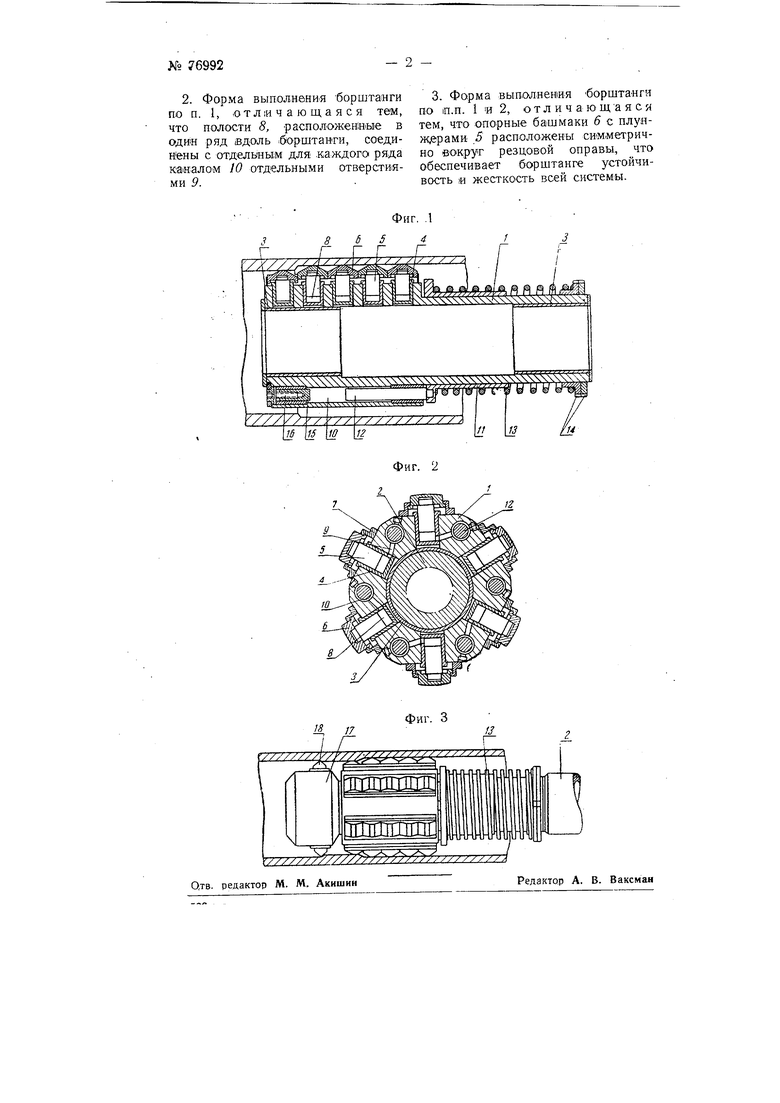
В корпус / йорштанги запрессованы две втулки 3, свободно надеваемые «а оправку 2, и -цилиндры 4, в которые вставлены плунжеры 5 с башмаками 6.
Ход плунжеров ограничивается планками 7. Полости 8 цилиндров связаны отверстиями 9 с каналами 10. Полости, каналы и отверстия заполнены пластической массой.
Во фланце, наружной втулки // закреплены плунжеры 12. На, фланец втулки воздействует дружина 13, расположенная между фланцем и регулировочными гайками 14. С другой стороны каналов 10 расположены плунжеры 15, регулируемые винтами 16.
Опора располо Ж;ена вблизи резцовой головки 17, укрепленной на оправке 2. В резцовой головке установлены выдвижные резцы 18.
Под действием пружины 13 плунжеры 12 сжимают пластическую массу и перегоняют е,е из каналов 10 в полости 8. При этом, плунжеры 5 раздвигаются до тех пор, пока башмаки 6 не упрутся в обрабатываемую поверхность. Опорные башмаки. 6 с плунжерами 5, симметрично расположенные вокруг оправки, обеспечи.зают борштанг|е необходимую устойчивость и жесткость.
При прохождении опоры через более узкие отверстия обрабатываемой детали башмаки вдавливают плунжеры и пластмасса вжимается обратно в каналы 10.
Предмет изобретения
I. Борштанга для расточки глубоких отверстий, отличающаяся Т(ем, что ее опора расположена на оправке вблизи резцовой головки и обраЗОвана башмаками 6, опирающимися на плунжеры 5, которые расположены в полостях 8 корпуса / « на которьГе действует гидравлическое давление, создаваемое в соединительных каналах 10 плунжерами 12, нагруженными пружиной 13.
565