1
Изобретенное относится к обработке металлов давлением, в частности к устройствам для изготовления кожухов вентиляторов.
Известно устройство для сборки ко-5 жухов вентиляторов, содержащее закрепленные на станине ролики для профилирования средней части кожуха (спирали), механизм зажима и поворота боковин и ролики для закатки фальцаf l3 .О
. Однако механизм зажима известного устройства не позволяет точно установить боковины относительно друга.
Наиболее близким к предлагаемому по технической сущности является уст-15 ройство для сборки кожухов вентиляторов, содержащее закрепленный на станине механизм профилирования кромок средней части кожуха, приводной кантователь боковин и механизм подгибки 20 KpOh«DK средней части кожуха, выполненный в. виде поджимного ролика и боковых подгибочных роликов 2j,
Поскольку в известном устройстве 25 механизм профилирования кромок средней части кожуха и кантователь боковин приводные, а из-за улиткообразной формы боковин их окружная скорость переменная, то при постоянной скорое-30
ти выхода средней части кожуха из механизма профилирования имее место или выгибание листа, или- его растяжение в зависимости от соотношения скоростей механизмов, что сказывается на качестве изделий. Для повьиения качества изделий оператор вынужден управлять упомянутыми механизмами раздельно .
Кроме того, ролики, обжимающие кожух в осевом направлении по месту фальцовки для подгиба его кромок, вызывают дефор1 ацию его средней части, так как их усилия замыкаются через эту часть кожуха.
Цель изобретения - повышение качества изделий.
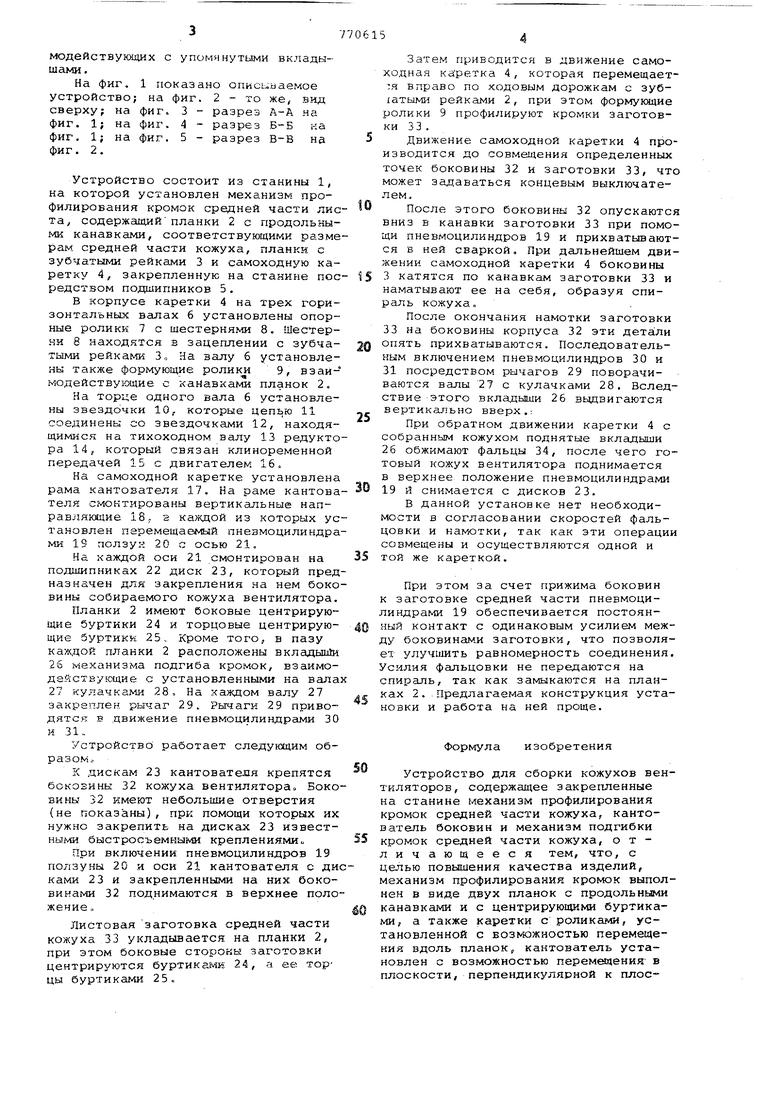
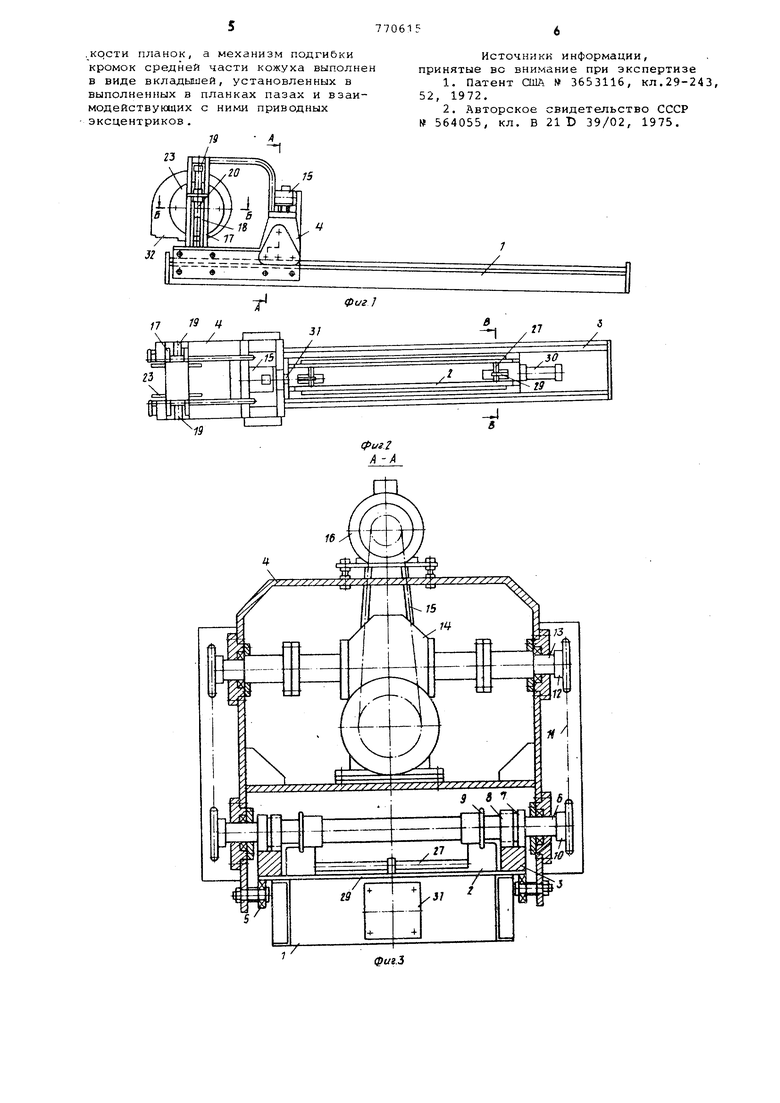
Для достижения этой цели в предлагаемой конструкции механизм профилирования кромок выполнен в виде планок с продольными канавками и с центрирующими буртиками, а также каретки с роликами, установленной с возможностью перемещения вдоль планок, кантователь установлен с возможностью перемещения перпендикуля{)но к плоскости планок, а механизм-подгиба кромок средней части кожуха выполнен в виде вкладышей, установленных в выполненных в планках пазах и приводных эксцентриков, взаимодействующих с упомянутыми вкладышами. На фиг. 1 показано опись.ааемое устройство; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А яа фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - разрез В-В на фиг. 2. Устройство состоит из станины 1, на которой установлен механизм профилирования кромок средней части лис та, содержащийпланки 2 с продольными канавками, соответствующими разме рам средней части кожуха, планки с зубчатьлми рейками 3 и самоходную каретку 4, закрепленную на станине пос редством подшипников 5. В корпусе каретки 4 на трех горизонтальных валах 6 установлены опорные ролики 7 с шестернями 8, Шестерни 8 находятся в зацеплении с зубчатыми peйкa Iи 3 На валу б установлены также формующие ролики 9, взаи-° модействующие с каИавками планок 2, На торце одного вала 6 установлены звездочки 10, которые цепью 11 соединены со звездочками 12, находящимися на тихоходном валу 13 редукто ра 14, который связан клиноременной передачей 15 с двигателем 16 На самоходной каретке установлена рама кантователя 17. На раме кантова теля смонтированы вертикальные направлякяцие 18, а каждой из которых ус тановлен перемещаемый пневмоцилиндра ми 19 ползун 20 с осью 21. На каждой оси 21 смонтирован на подшипниках 22 диск 23, который пред назначен для закрепления на нем боко вины собираемого кожуха вентилятора. Планки 2 имеют боковые центрирующие буртики 24 и торцовые центрирующие буртики 25, Кроме того, в пазу каждой планки 2 расположены вкладьшЫ 26механизма подгиба кромок, взаимодействующие с установленными на вала 27ку.пачками 28, На каждом валу 27 закреплен рычаг 29. Рычаги 29 приводятся в движение пневмоцилиндрс1ми 30 и 31. Устройство работает следующим образом.К дискам 23 кантователя крепятся боковины 32 кожуха вентилятора Боко вины 32 имеют небольшие отверстия (не показаны), при помощи которых их нужно закрепить на дисках 23 известными быстросъемными креплениями При включении пневмоцилиндров 19 ПО713УНЫ 20 и оси 21 кантователя с ди ками 23 и закрепленными на них боковинами 32 поднимаются в верхнее поло жение. Листовая заготовка средней части кожуха 33 укладывается на планки 2, при этом боковые стороны заготовки центрируются буртиками 24, а ее тор цы буртиками 25„ Затем приводится в движение самоходная каретка 4, которая перемещается вправо по ходовым дорожкам с зубlaTbiMH рейками 2, при этом формующие ролики 9 профилируют кромки заготовки 33 . Движение самоходной каретки 4 производится до совмеацения определенных точек боковины 32 и заготовки 33, что может задаваться концевым выключателем. После этого боковины 32 опускаются вниз в канавки заготовки 33 при помощи пневмоцилиндров 19 и прихватываются Б ней сваркой. При дальнейшем движении самоходной каретки 4 боковины 3 катятся по канавкам заготовки 33 и наматывают ее на себя, образуя спираль кожуха. После окончания намотки заготовки 33 На боковины корпуса 32 эти опять прихватываются. Последовательным включением пневмоцилиндров 30 и 31 посредством рычагов 29 поворачиваются валы 27 с кулачками 28. Вследствие этого вкла,цыши 26 выдвигаются вертикально вверх.; При обратном движении каретки 4 с собранным кожухом поднятые вкладыши 26 обжимают фальцы 34, после чего готовый кожух вентилятора поднимается в верхнее положение пневмоцилиядрами 19 и снимается с дисков 23. В данной установке нет необходимости в согласовании скоростей фальцовки и намотки, так как эти операции совмещены и осуществляются одной и той же кареткой. При этом за счет прижима боковин к заготовке средней части пневмоцилиндрами 19 обеспечивается постоянный контакт с одинаковым усилием между боковинами заготовки, что позволяет улучшить равномерность соединения. Усилия фальцовки не передаются на спираль, так как замыкаются на планках 2..Предлагаемая конструкция установки и работа на ней проще. Формула изобретения Устройство для сборки кожухов вентиляторов, содержащее закрепленные на станине механизм профилирования кромок средней части кожухау кантователь боковин и механизм подгибки кромок средней части кожуха, отличающееся тем, что, с целью повышения качества изделий, механизм профилирования кромок выполнен в виде двух планок с продольными канавками и с центрирующими буртиками, а также каретки с роликами, установленной с Бoз южнocтью перемещения вдоль планок, кантователь установлен с возможиостью перемещения в плоскости, перпендикулярной к плос.кости планок, а механизм подгибки кромок средней части кожуха выполне в виде вкладышей, установленных в выполненных в планках пазах и взаимодействукадих с ними приводных эксцентриков. J9 А Источники информации, принятые во внимание при экспертизе 1.Патент США 3653116, кл.29-243, 52, 1972. 2.Авторское свидетельство СССР № 564055, кл. В 21 D 39/02, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки кожухов вентиляторов | 1980 |
|
SU912358A1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| Устройство для сборки кожухов вентиляторов | 1975 |
|
SU564055A1 |
| Фланцегибочная машина | 1980 |
|
SU925477A1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ КРОМОК ЛИСТОВЫХ ЗАГОТОВОК ФАЛЬЦЕВЫМ ШВОМ ПРИ ИЗГОТОВЛЕНИИ ВОЗДУХОВОДОВ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 1987 |
|
SU1455456A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2001 |
|
RU2203753C2 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ С СИНХРОНИЗАТОРОМ ШАГА ПЕРФОРАЦИИ | 2005 |
|
RU2317172C2 |
| ПОТОЧНАЯ ЛИНИЯ | 1971 |
|
SU317507A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Цепевязальный автомат | 1990 |
|
SU1776198A3 |
.32
У/Л У///////Л
33
