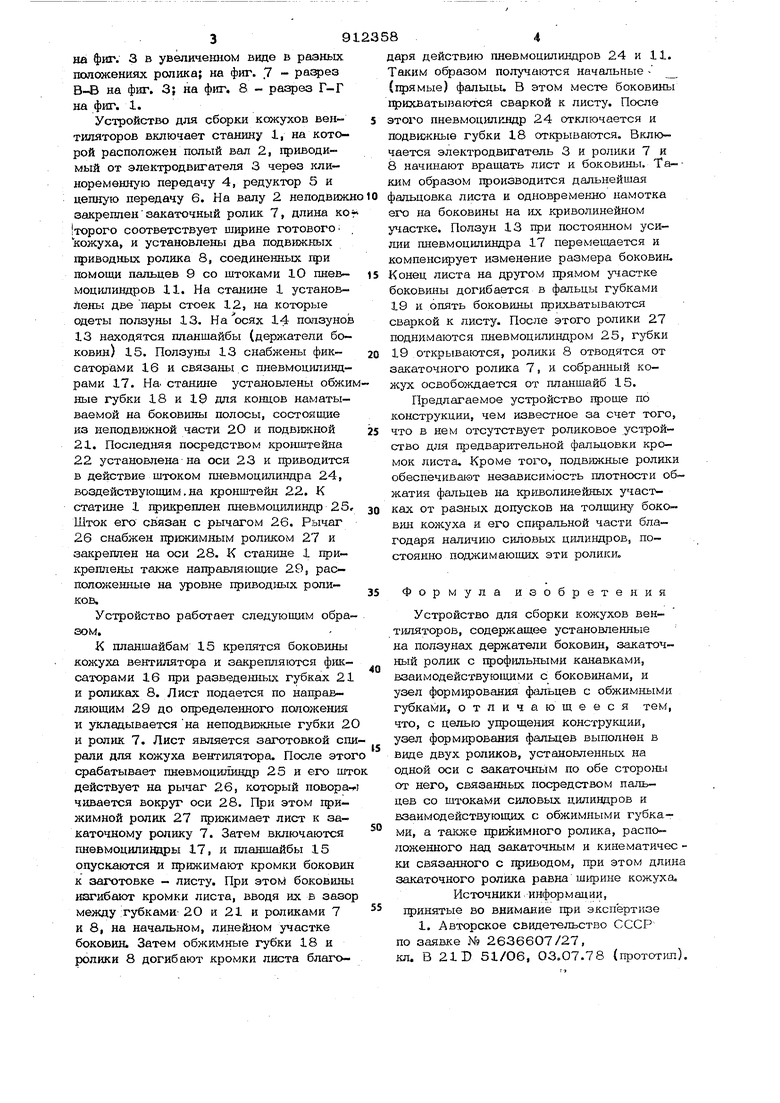
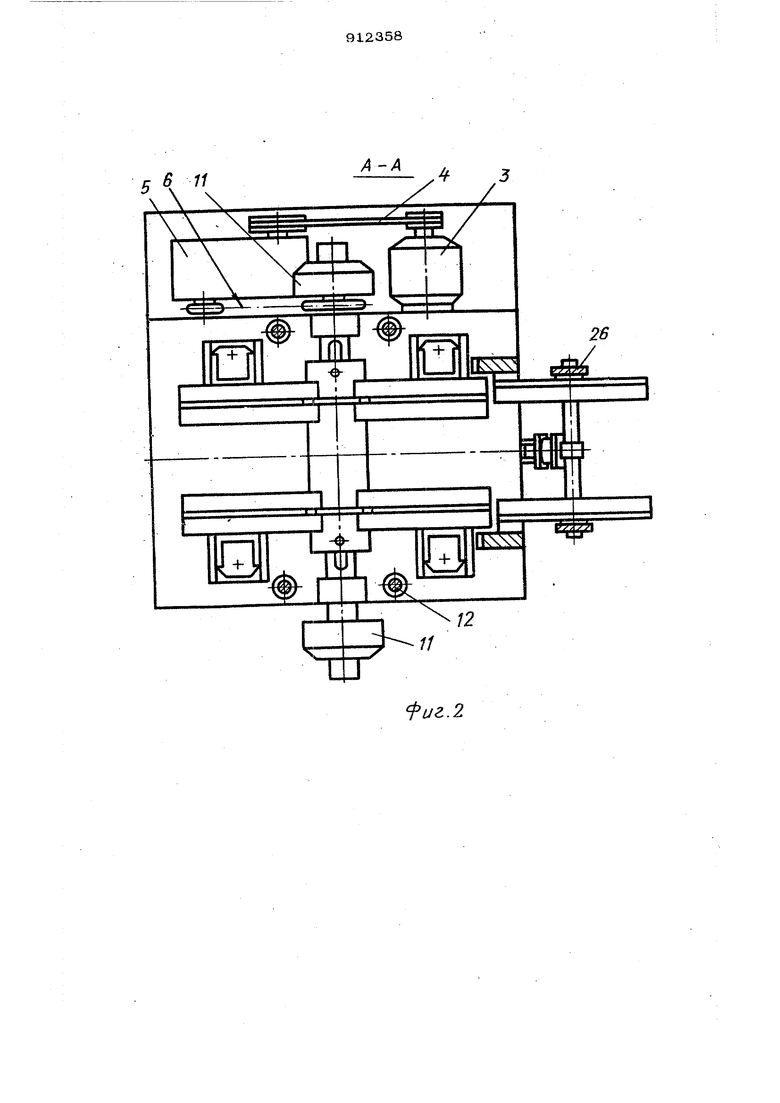
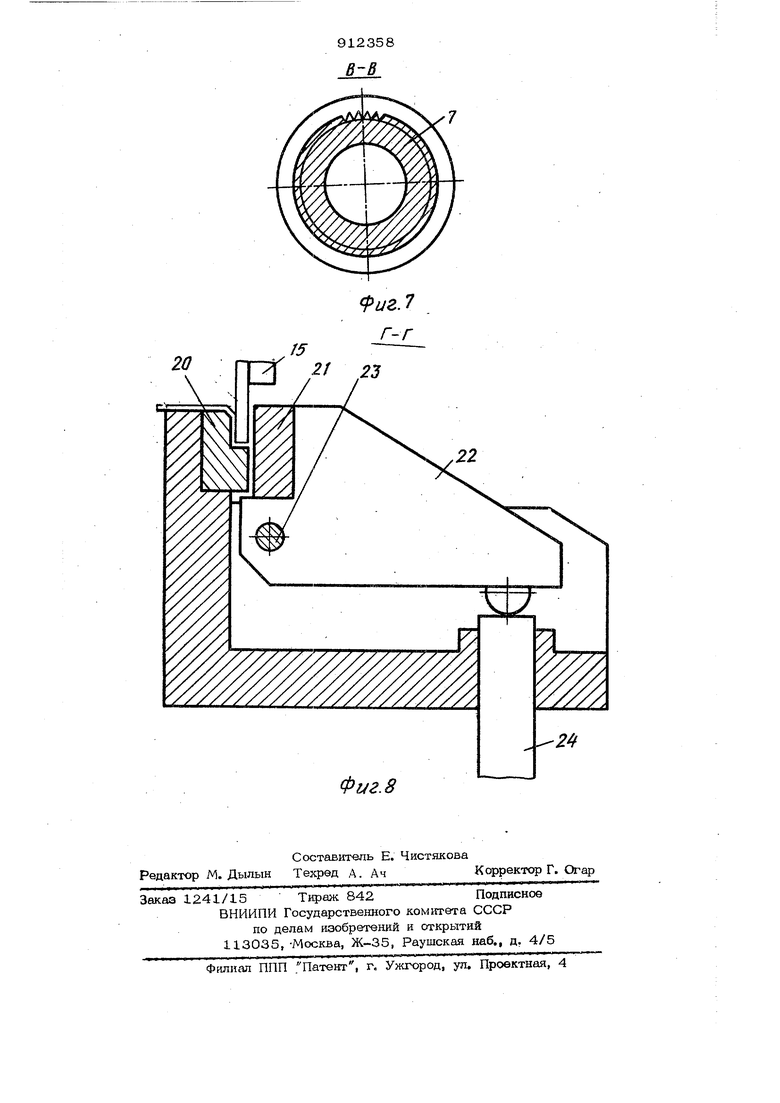
Изобретение относится к оЬраЬотке .металлов давлением, в частности к изготовлению полых изделий из листового .металла, и может быть применено при сборке кожухов центробежных вентиляторов, состоящих из параллельных боковин спиральной формы, соединенных между собой по периметру посредством листа металла, к которому прифальцованы боковины. Известно устройство для сборки кожу хов вентиляторов, содержащее установленное на раме роликовое устройство для фальцовки кромок листа, поворотные план шайбы для размещения боковин кожухов, которые установлень: на ползунах. Ползу ны установлены на раме с возможностью возвратно-поступательного перемещения. На раме расположены также закаточные ролики, а по обе стороны от них размещены обжимныегубки. Закаточные ролики кинематически связа1и с роликами фальцовочного устройства Конструкция этого устройства довоиь но сложна и имеет большие габариты. Целью изобретения является упрощение конструкции. С этой целью в устройстве для сборки кожухов вентиляторов, содержащем установленные на ползунах держатели боковин, закаточный ролик с профильными канавками, взаимодействуюЕщми с боковинами, и узел формирования фальцев с обжимными губками, этот узел выполнен в ввде двух роликов, установленных на одной оси с закаточным по обе стороны от него, связанных посредством пальцев со штоками силовых цилиндров и взаимодействующих с обжимными губками, а также прижимного ролика, распояо- жениого над закаточным и кинематически связанного с приводом, при этом длшш закаточного ролика равна ширине кожуха. На фиг. 1 показано предлагаемое уст ройство, общий вид; на фиг. 2-- разрез А-А на ф15Г. 1; на фиг. 3 - разрез на фиг. 1; на фиг. 4, 5 и 6 - узел 1 на фиг. 3 в увеличенном виде в разных положениях ролшса| на фиг. .7 - В-В на фиг. 3; на фиг. 8 - разрез Г-Г на фиг. 1. Устройство для сборки кожухов вентиляторов включает станину 1, на кото рой расположен полый вал 2, приводимый от электродвигателя 3 через кпкноременную передачу 4, редуктор 5 и цепную передачу 6. На валу 2 неподвижною закреплен закаточный ролик 7, длина ко торого соответствует ширине готового кожуха, и установлены два подвижных 1ФИВОДНЫХ ролика 8, соединенных гфи помощи пальцев 9 со штоками 10 пневмоцилиндров 11. На станине 1 установлены две пары стоек 12, на которые одеты ползуны 13. Наосях 14 ползунов 13 находятся планшайбы (держатели боковин) 15. Ползуны 13 снабжены фиксаторами 16 и связаны с пневмоцилиндрами 17. На. станине установлены обжи ные губки 18 и 19 для концов наматываемой на боковины полосы, состоящие из неподвижной части 20 и подвижной 21. Последняя посредством кронштейна 22 установлена на оси 23 к приводится в действие щтоком пневмоцилиндра 24, воздействующим. на кронштейн 22. К статине 1 г зикреплен пневмощшиндр 25 Шток его связан с рычагом 26. Рычаг 26 снабжен прижимным роликом 27 и закреплен на оси 28. К станине 1 прикреплены также направляющие 29, расположенные на уровне привод ых роликов. Устройство работает следующим образом. К планшайбам 15 крепятся боковины кожуха вентилятора и закрепляются фиксаторами 16 при разведенных губках 21 и роликах 8. Лист подается по направляющим 29 до определенного положения и укладывается на неподвижные губки 2 и ролик 7. Лист является заготовкой сп рали для кожуха вентилятора. Посл:е это срабатывает пневмоцилиндр 25 и его шт действует на рычаг 26, который noBopaчивается вокруг оси 28. При этом прижимной ролик 27 зфижимает лист к закаточному ролику 7. Затем включаются пневмоцилиндры 17, и планшайбы 15 опускаются и прижимают кромки боковин к заготовке - листу. При этоМ боковины юзгибают кромки листа, вводя их в зазор между губками- 2О и 21 и роликами 7 и 8, на начальном, линейном участке боковин. Затем обжимные губки 18 и ролики 8 догибают кромки листа благо984 даря действию пневмоцилиндров 24 и 11. Таким образом получаются начальные (прямые) фальцы. В этом месте боковины гфихватываются сваркой к листу. После этого пневмоцилкндр 24 отключается и пюдви/кные губки 18 открываются. Включается электродвигатель 3 и ролики 7 и 8 начинают вращать лист и боковины. Та- КИМ образом производится дальнейшая фальцовка листа и одновременно намотка его на боковины на их криволинейном участке. Ползун 13 при постоянном усилии пневмоцилиндра 17 перемешается и компенсирует изменение размера боковин. Конец листа на другом прямом участке боковины догибается в фальцы губками 19 и опять боковины г ихватываются сваркой к листу. После этого ролики 27 поднимаются пневмоцилиндром 25, губки 19 открываются, ролики 8 отводятся от закаточного ролика 7, и собранный кожух освобождается от планшайб 15. Предлагаемое устройство проще по конструкции, чем известное за счет того, что в нем отсутствует роликовое устройство для предварительной фальцовки кромок листа. Кроме того, подвижные ролики обеспечивают независимость плотности обжатия фаяьцев на криволинейных участках от разных допусков на толщину боковин кожуха и его спиральной части благодаря наличию силовых цилиндров, постоянно поджимающих эти ролики. Формула изобретения Устройство для сборки кожухов вентиляторов, содержащее установленные на ползунах держатели боковин, закаточный ролик; с профильными кш{авками, взаимодействующими с боковинами, и узел формирования фальцев с обжимными губками, отличающееся тем, что, с целью упрощения конструкции, узел форм фования фальцев выполнен в виде двух роликов, установленных на одной оси с закаточным по обе стороны от него, связанных посредством пальцев со штоками силовых цилиндров и взаимодействующих с обжимными губками, а также прижимного ролика, расположенного над закаточным и кинематичес кн связанного с приводом, при этом длина закаточного ролика равна ширине кожуха Источники-информации, гфинятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке N9 2636607/27, кл. в 211) 51/06, 03.07.78 (прототип).
иг.1 tJ .2 А
912358 6-6
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки кожухов вентиляторов | 1978 |
|
SU770615A1 |
| Устройство для сборки кожухов вентиляторов | 1981 |
|
SU1030070A1 |
| Копировально-закаточный станок | 1988 |
|
SU1611507A1 |
| Устройство для сборки кожухов вентиляторов | 1975 |
|
SU564055A1 |
| Устройство для сборки и сварки кожухов вентиляторов | 1982 |
|
SU1060377A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Станок для ротационной обработки давлением полых изделий | 1989 |
|
SU1639833A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1987 |
|
SU1502240A1 |
| Устройство Петрова для сборки и сварки кожухов центробежных вентиляторов | 1985 |
|
SU1291344A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1968 |
|
SU211707A1 |

15
i/г.з I
J/
XfxJ
8
игЛ
иг. S
