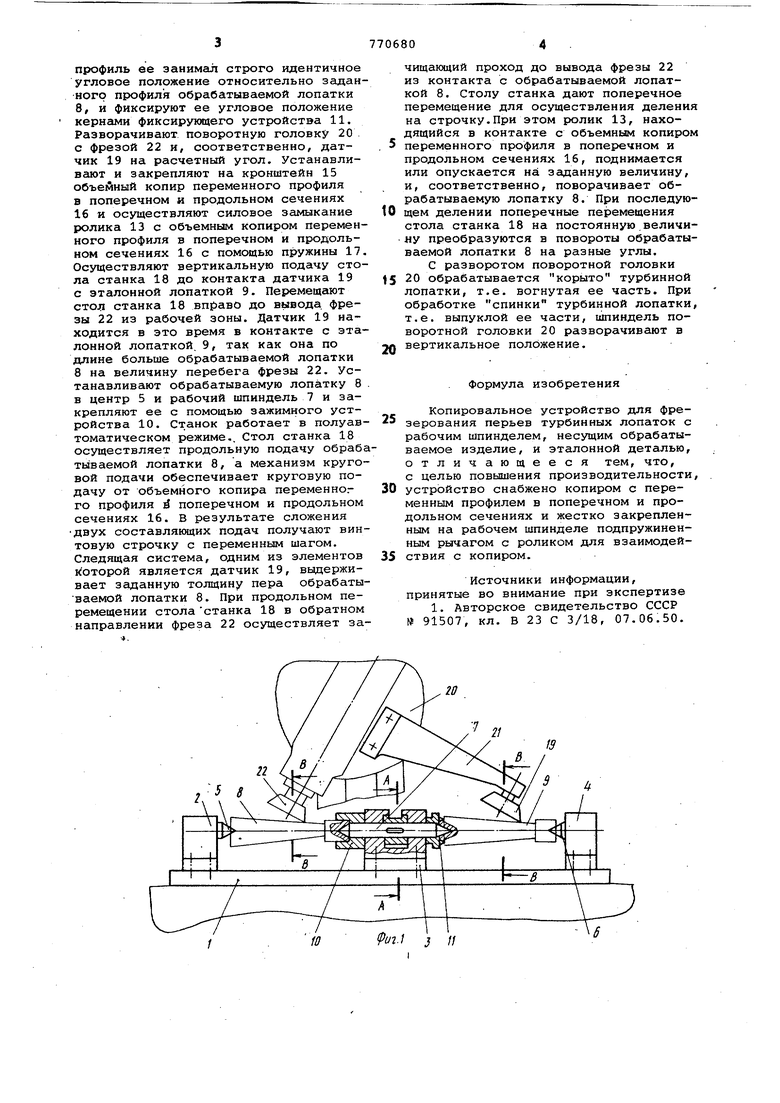
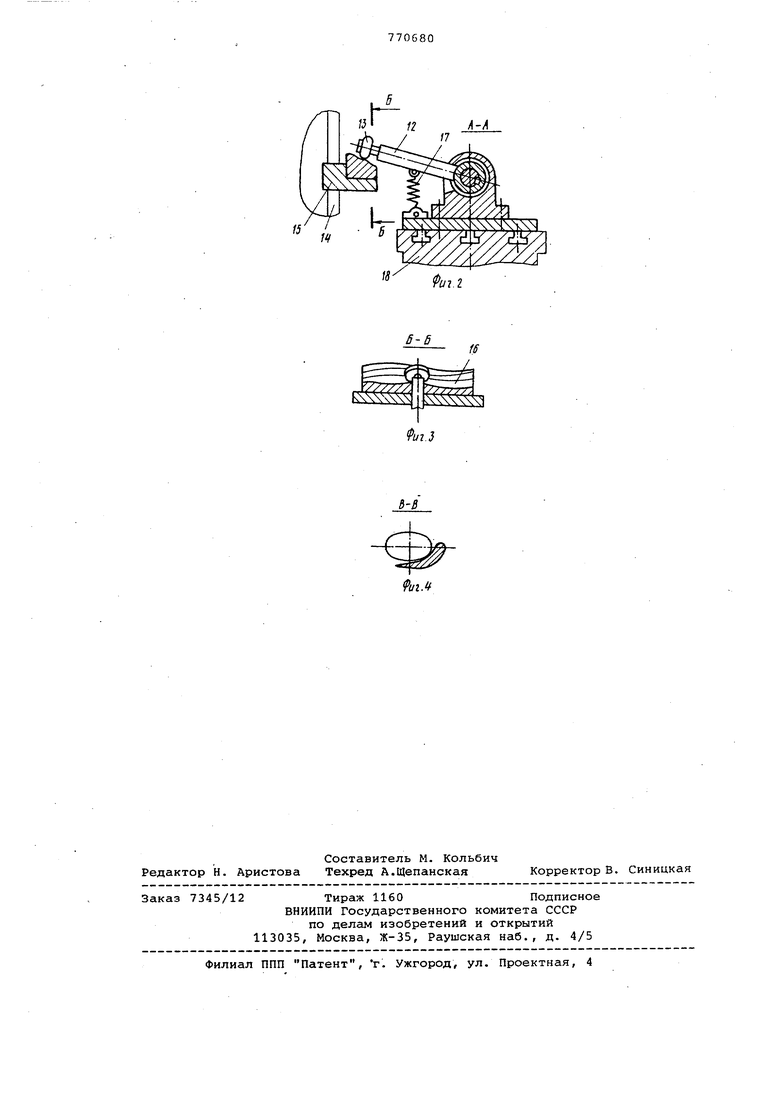
профиль ее занимал строго идентичное угловое положение относительно заданного профиля обрабатываемой лопатки 8, и фиксируют ее угловое положение кернами фиксирующего устройства 11. Разворачивают поворотную головку 20 с фрезой 22 и, соответственно, датчик 19 на расчетный угол. Устанавливают и закрепляют на кронштейн 15 объейный копир переменного профиля в поперечном и продольном сечениях 16 и осуществляют силовое замыкание ролика 13 с объемным копиром переменного профиля в поперечном и продольном сечениях 16 с помощью пружины 17. Осуществляют вертикальную подачу стола станка 18 до контакта датчика 19 с эталонной лопаткой 9. Перемещают стол станка 18 вправо до вывода фрезы 22 из рабочей зоны. Датчик 19 находится в это время в контакте с эталонной лопаткой. 9, так как она по длине больше обрабатываемой лопатки 8 на величину перебега фрезы 22. Устанавливают обрабатываемую лопатку 8 в центр 5 и рабочий шпиндель 7 и закрепляют ее с помощью зажимного устройства 10. Станок работает в полуавтоматическом режиме.. Стол станка 18 осуществляет продольную подачу обрабать1ваемой лопатки 8, а механизм круговой подачи обеспечивает круговую подачу от объемного копира переменно.го профиля и поперечном и продольном сечениях 16. В результате сложения двух составляющих подач получают винтовую строчку с переменным шагом. Следящая система, одним из элементов Которой является датчик 19, выдерживает заданную толщину пера обрабатываемой лопатки 8. При продольном перемещении стола станка 18 в обратном направлении фреза 22 осуществляет зачищающий проход до вывода фрезы 22 из контакта с обрабатываемой лопаткой 8. Столу станка дают поперечное перемещение для осуществления деления на строчку.При этом ролик 13, находящийся в контакте с объемным копиром 5 переменного профиля в поперечном и продольном сечениях 16, поднимается или опускается на заданную величину, и, соответственно, поворачивает обрабатываемую лопатку 8. При последующем делении поперечные перемещения стола станка 18 на постоянную величину преобразуются в повороты обрабатываемой лопатки 8 на разные углы.
С разворотом поворотной головки 5 20 обрабатывается корыто турбинной лопатки, т.е. вогнутая ее часть. При обработке спинки турбинной лопатки, т.е. выпуклой ее части, шпиндель поворотной головки 20 разворачивают в вертикальное положение.
Формула изобретения
Копировальное устройство для фрезерования перьев турбинных лопаток с рабочим шпинделем, несущим обрабатываемое изделие, и эталонной деталью, отличающееся тем, что, с целью повышения производительности, устройство снабжено копиром с переменным профилем в поперечном и продольном сечениях и жестко закрепленным на рабочем шпинделе подпружиненным рычагом с роликом для взаимодействия с копиром.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 91507, кл. В 23 С 3/18, 07.06.50.
А-А
Pui.l
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки кромки пера лопаток | 1980 |
|
SU1039698A1 |
| Копировальный станок | 1979 |
|
SU821078A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| Копировальный станок | 1979 |
|
SU876383A2 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
| Копировально-фрезерный станок | 1979 |
|
SU776794A1 |
| Копировальный станок | 1979 |
|
SU795751A1 |
| Ленточно-шлифовальный станок | 1991 |
|
SU1797561A3 |
| Способ изготовления цилиндрических копиров с лекальным профилем и устройство для его осуществления | 1986 |
|
SU1425055A1 |
B-S
