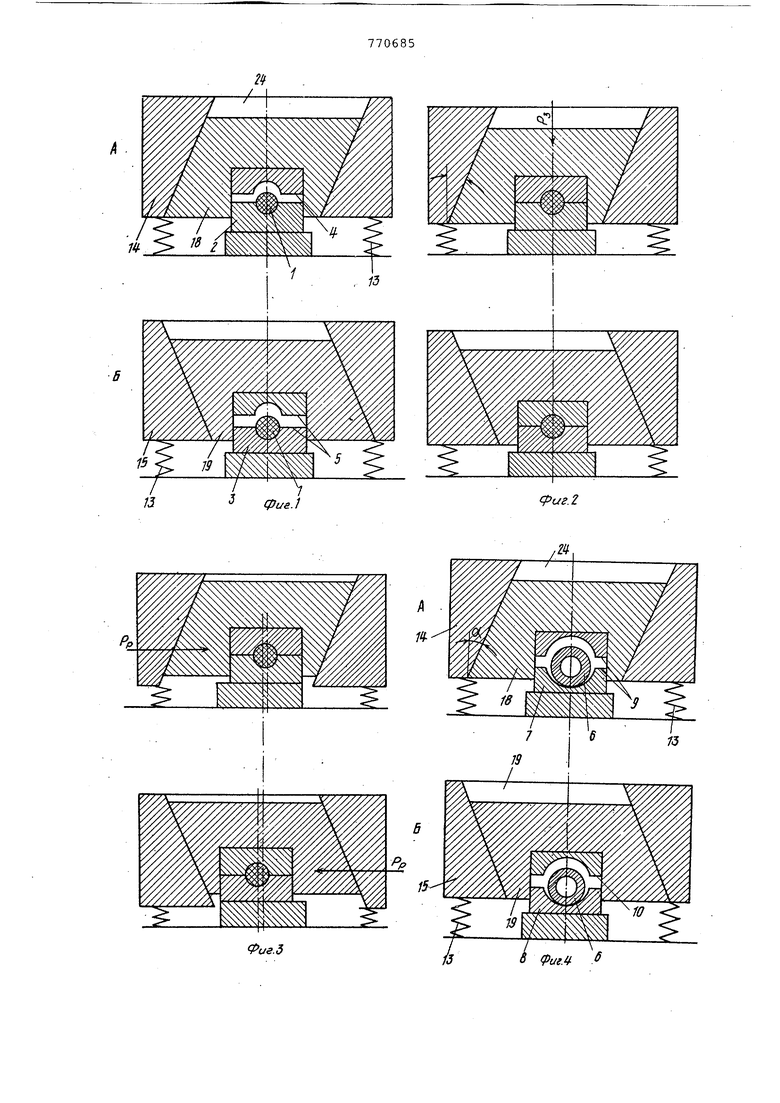
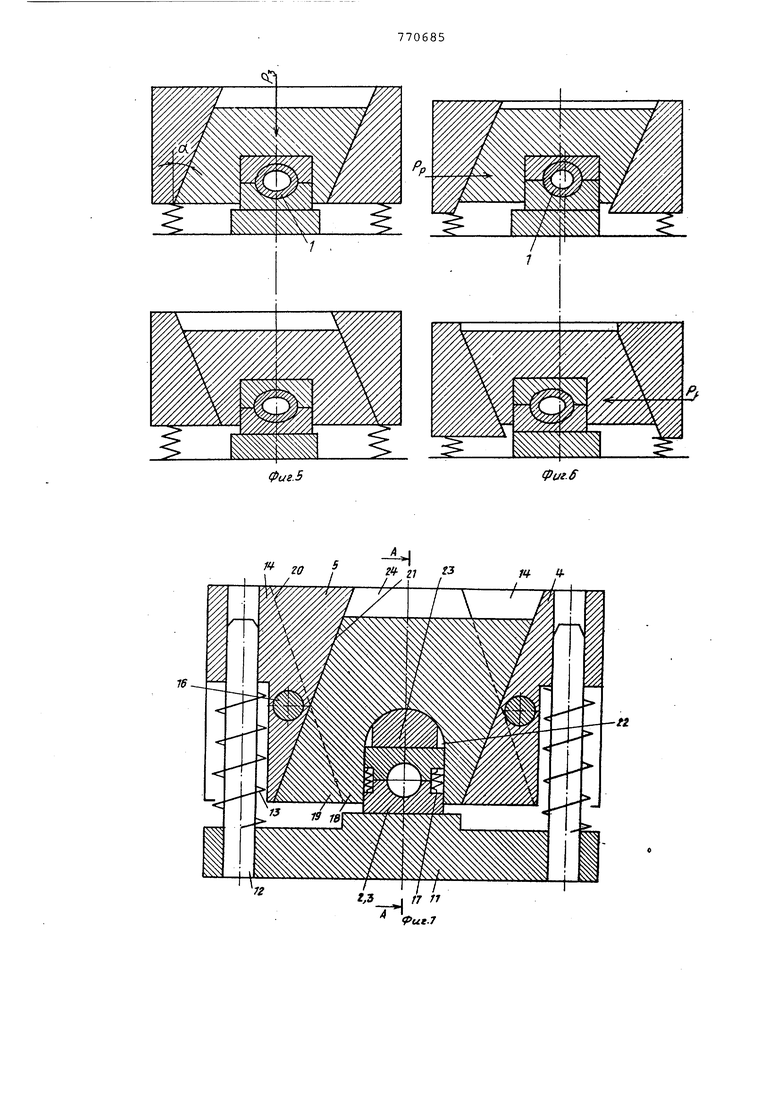
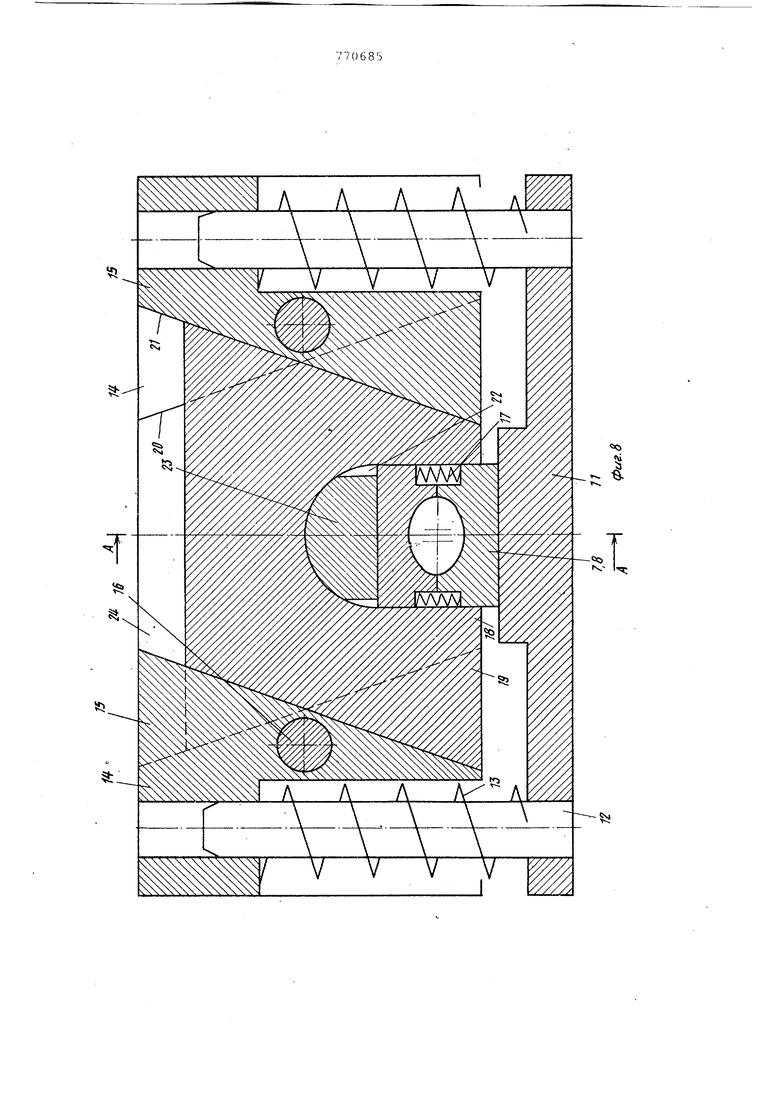
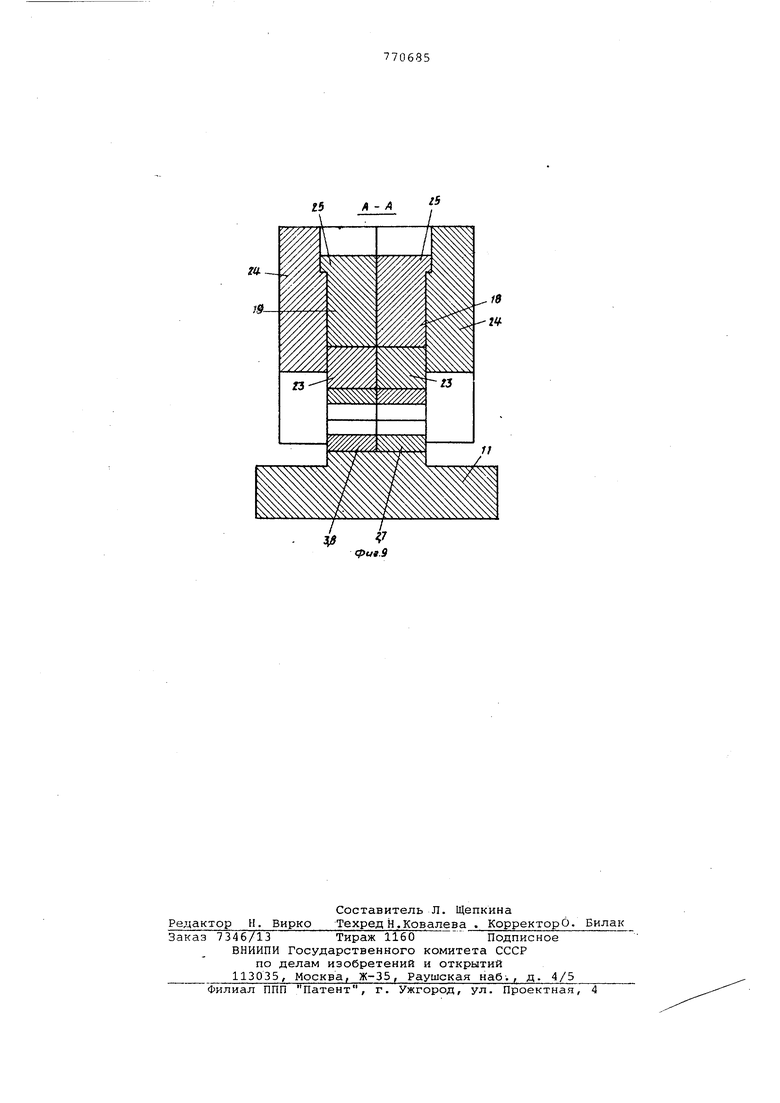
Изобретение относится к обработк металлов давлением, в частности к оборудованию для резки, и может быт использовано в промышленности для р ки профилей, труб металлических и неметсшлических. Известен слособ резки профилей, включающий дифференцированный за- . жим и отделение заготовки от профиля l 4 Разделение осуществляют с внутренними оправками кручением. Известно устройство, содержащее нижнюю плиту с закрепленным на ней направляющими колонками, на которых размещены пружины, две разъемные подпружиненные режущие втулки, установленные с возможностью сдвига одна относительно .другой, расположенные на нижней плите и контакти рующие с шарнирной опорой, ползушки охватывающие режущие втулки и имеющие клиновые поверхности, взаимодействующие с приводными клиньями Недостатком указанного способа является то, что слои металла, расположенные ближе к боковой поверхности профиля Струбы), сдвигаются больше, чем cлoи находящиеся ближе к центру. Вследствие этого поверхность среза бывает некачественной. С целью повышения качества резки отделение заготовки от трубы производят сдвигом в направлении, перпендикулярном направлению зажима. В устройстве для осуществления способа клинья смонтированы на направляющих колонках и соединены между собой, ползушки выполнены с полостями для размещения шарнирных опор, разъем режущих втулок параллелен направлению сдвига, и клинот вые поверхности каждой из ползушек и взаимодействующих с ней клиньев расположены под противоположными углами относительно друг друга. Режущие втулки могут быть выполнены овальными, большая ось овала которых параллельна разъему. На -фиг. 1-3 показаны этапы резкипрутка; на фиг. 4 - 6 - этапы резки трубы с овальными режущими втулками; на фиг. 7 - устройство для осуществления способа, общий вид; на фиг. 8то же, с овальными режущими втулками; на фиг; 9 - сечение А-А фиг. 7. Пруток 1 подают в разъемные пере нюю и заднюю режущие втулки 2 и 3, устансувленные соосно (см. фиг. 1) . Включив пресс (на фиг. не показан) производят дифференцированный зажим прутка и отрезаемой заготовки. При этом направление усилия зажима Р перпендикулярно плоскостям 4 и 5 разъема втулок 2 и 3 (см. фиг. 4При дальнейшем перемещении ползуна пресса втулки 2 и 3 с зажатыми в них прутком и заготовкой сдвигаются одна относительно другой в напра лении, перпендикулярном направлению зажима Р,,. Направление сдвига и, следовательно, направление усилия резания Ррпараллельны плоскостям 4, 5 разъема режущих втулок 2, 3 (см. фиг. 3). Приме р 1. Диаметр прутка из ст. 20 Д 50 + 0,5 мм. Длина ре жущих втулок равна диаметру прутка Д 50 мм. В сомкнутом состоянии режущие втулки имеют размер в плос.кости разъема 50,5 мм и 49 мм в плоскости, перпендикулярной плоскос ти разъема. rtpyTOK зажимают режущими втулками в плоскости, перпендикулярной плоскоЬти разъема, и прикладывают усилие сдвига, равное 48 тс в нап равлении, параллельном плоскости ра ема. Увеличение напряжения в прутке в двух перпендикулярных направления приводит к улучшению качества реза При выполнении режущих втулок овальными способ резки осуществляе ся следующим Образом. Трубу б пода ют в разъемные переднюю и заднюю режущие втулки 7 и 8, имеющие оваль ную форму, причем, большая ось овал параллельна плоскостям разъема 9, 10 (см. фиг. 4). Производят зажим трубы перемещением, например, ползуна пресса и отрезаемой заготовки деформируя их и придавая им овальн форму. Усилие зажима Р перпендикул но плоскостям резъема 9 и 10 и бол шим осям овалов (см. фиг. 5). При дальнейшем перемещении происходит сдвиг, втулок 7 и 8 с зажатыми в ни трубой и отрезанной заготовкой- в направлении, перпендикулярном направлению Рт,. Направление сдвига, т.е.направление приложения усилия резания Рр , параллельно плоскостя разъема 9 и 10 и большей оси овала деформируемых труб и заготовки (см фиг. 6). П р и м е р 2. Наружный диаметр трубы из ст. ШХ-15 75 мм, внутренн 50 мм. Длина режущих втулок равна на-. ружному диаметру трубы 75 мм. В сомкнутом состоянии режущие втулки имеют эллипсообразную форму бочей полости: размер большой оси - пости 78 мм, малой - 72 мм. Длина отрезаемой заготовки 50 мм. Заготовка предназначена для штамповки подшипникового кольца. Качество среза высокое, хотя форма заготовки овальная. Но в процессе штамповки пуансон своей конусной частью предварительно выравнивает эллипсообразную форму заготовки, а затем производят штамповку. Экспериментально установлено, что эффект увеличения жесткости трубы предварительным ее обжатием, для получения качественной резки сдвигом получается большим у труб с большей твердостью, т.е. у неотожженных труб из легированных высокоуглеродистых сталей. В нижнюю плиту 11 устройства впресованы направляющие колонки 12, на которыхнадеты пружины 13 и приводные клинья 14 и 15, связанные между собой болтами 16. Две разъемные режущие втулки 2, 3 установленные соосно, расположены на плите 11. Режущие втулки 7 и 8 могут иметь овальную форму (см. фиг. 8). Пружины 17 установлены в плоскости разъема втулок 2, 3 или 7, 8. Ползушки 18, 19, охватывающие втулки 2, 3 или 7, 8, выполнены с клиновыми поверхностями 20, 21 и с полостями 22, в которых размещены шарнирные опоры 23, взаимодействующие с режущими втулками. Шарнирные опоры 23 обеспечивают надежность охвата режущих втулок ползушками. Клиновые поверхности 20 ползушки 18 и клиньев 14 расположены противоположно клиновым поверхностям 21 поЛзушки 19 и клиньев 15. Клинья 14, 15 могут быть соединены между собой плитой 24, образуя раму.Верхняя часть устройства - рама из клиньев 14, 15, плит 24 не крепится к ползуну пресса, а опирается на. пружины 13. Ползушки 18, 19 удерживаются в верхнем положении, взаимодействуя выступами 25 с плитами 24. Устройство работает следуюшим образом. При рабочем ходе ползуна пресса рама устройства перемещается вниз передняя 18 и задняя 19 ползушки, воздействуя соответственно на переднюю 2 или 7 и заднюю 3 или 8 разъемные режущие втулки сжимают пру-ток или трубу 6 по обе стороны от плоскости среза (см. фиг. 7, 8). При овальном выполнении режущих втулок 7 и 8 поперечное сечение трубы приобретает эллипсообразную форму. При этом направление усилия зажима Р перпендикулярно плоскостям 4, 5 или 9, 10 режущих втулок. При дальнейшем перемещении рамы вниз ползушки 18 и 19 вместе с режущими втулками 2, 3 или 7, 8 переметаются горизонтально навстречу друг другу - происходит сдвиг прутка или трубы относительно заготовки (см. фиг. 3, 6) . При этом усилие зажима деформиру мого профиля по обе стороны от плос кости среза становится функцией про ности срезаемого сечения и угла d клиньев и ползушёк, а отношение усилия зажима Р к усилию резания Р остается в процессе резки величиной постоянной - создается дифференцированный зажим. Направление сдвига срезаемой заготовки и направление усилия резания Рр параллельны плоскостям разъема режущих втулок, При обратном ходе ползуна пружин 13, 17 возвращают детали устройства в исходное положение. Способ позволяет производить качественную резку профильной заготонки без отхода и обеспечивает возможность получения коротких заго товок, в частности, для подшипниковых колец, а также создания эконо мии металла и повышение производите ности. Учитывая, что подобных заготовок производят несколько тысяч тонн, экономическая эффективность от внедрения способа и устройства составит около 1 млн. руб. Формула изобретения 1. Способ резки профилей, включа щий дифференцированный зажим и отде ление заготовки от профитГя, о т личаютцийся тем, что, с целью повышения качества резки и упрощения его осуществления, отделение заготовки произ.водят сдвигом в направлении, перпендикулярном направлению зажима. 2.. Устройство для осуществления способа по п, 1, содержащее нижнюю плиту с закрепленными на ней направляющими колонками, на которых размещены пружины, две разъемные подпружиненные режущие втулки, установленные с возможностью сдвига одна относительно .другой, расположенные на нижней плите и контактирующие с шарнирной опорой ползушки, охватывающие режущие втулки и имеющие клиновые поверхности, взаимодействующие с приводными клиньями, отличающееся тем, что клинья смонтированы на направляквдих колонках и соединены между c.ot5oй, ползушки выполнены с полостями для размещения шарнирных опор, разъем режущих втулок параллелен направлению сдвига клиновые поверхности каждой из ползушёк и взаимодействующих с ней клиньев расположены под противоположными углами относительно друг друга. 3. Устройство по п. 2, о т л и чающееся тем, что режущие втулки выполнены овальными, большая ось овала которых цараллельна разъему . Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР W 466963, кл. В 23 О 23/04, 1973. 2.Авторское свидетельство СССР № 499060, кл. В 23 D 23/00, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки прутков и труб | 1980 |
|
SU925565A1 |
| Штамп для резки прутков | 1986 |
|
SU1380880A1 |
| Штамп для резки пруткового материала | 1981 |
|
SU988471A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |
| Штамп для резки прутка на заготовки | 1983 |
|
SU1094683A1 |
| Устройство для резки трубчатых заготовок | 1976 |
|
SU562391A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Штамп для высадки утолщений на стержневых заготовках | 1991 |
|
SU1792782A1 |
| Штамп для резки пруткового материала | 1976 |
|
SU618215A1 |
| Штамп для резки проката | 1988 |
|
SU1530348A1 |
15 А - А
