1
Изобретение относится к технике управления процессом шлифования деталей, например колец подшипников.
Известны системы управления круглошлифовальными станк 1ми, в которых управление поперечной подачей осуществляется по программе, формируемой прибором активного контроля в зависимости от текущего значения шлифуемого припуска, а режим прав ни шлифовального круга устанавливается дискретно, причем правка производится в каждом цикле или через определенное количество циклов, устанавливаемых по счетчику циклов Ш.И .
Недостаток этих систем управления заключается в том, что при правке в каждом цикле компенсация на износ шлифовального круга устанавливается из предположения, что шлифуется деталь с максимально возможHtiM припуском. В регшьном процессе вероятность появления максимального припуска мала. Эта вероятность уменьшается, если на шлифовку поступает партия заготовок, обработанных на двух токарных автоматах, один из которых наиболее точен. При этом большая часть расхода круга происходит не во время шлифования, а во время правки. Это снижает период стойкости круга, увеличивает вспомогательное время, связанное с заменой круга, ведет к неоправданному перерасходу гшмазного правящего инструмента. Заложенная в некоторых станках-автоматах возможность править инструмент через несколько
10 циклов, задаваемых по счетчику, не, используется из-за возможности появления заготовок с большим припуском.
Целью предлагаемого изобретения
5 является повышение производительности обработки за счет сокращения числа правок шлифовального круга, повьшение периода стойкости шлифовальных кругов и снижение расхода
20 алмазного правящего инструмента за счет введения в систему управления устройства управления механизмом правки круга, подающего команду на правку при достижении заданной сум25 VBJ фактических припусков на обработку.
Для управления механизмом правки шлифовального круга измеряют при помощи прибора активного контроля
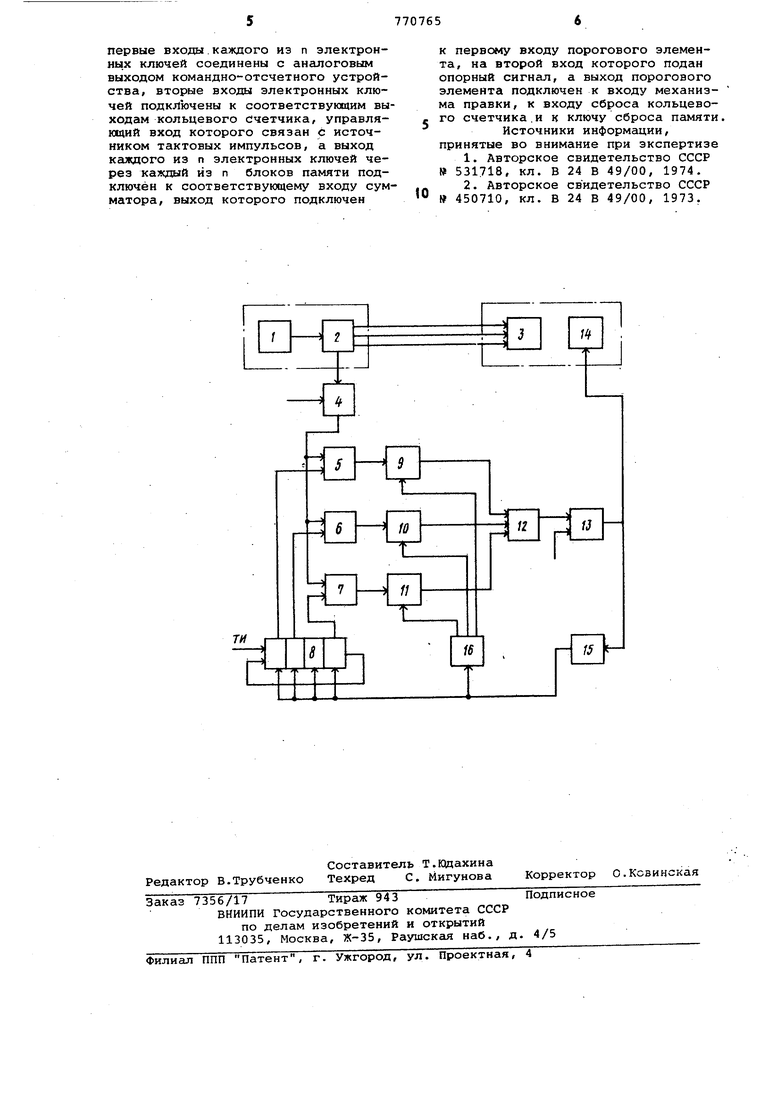
30 фактические величины припусков заготовок/. устанавливаемых в каждом цикле на позицию обработки и, если припуск в одной или их сумма в нескольких деталях равна заданной, выдает команду на правку круга. На чертеже изображена блок-cxeNia предлагаемого устройства. Датчик 1 размера подключен к командно-отсчетному устройству 2, его дискретные выходы подаются на механизм 3 поперечной подачи. Аналоговый выход командно-отсчетного устройства через двухвходовый электронный ключ 4 соединен с первыми входами двухвходовых электронных ключей 5-7, вторые входы электронных ключей подключены к соответствующим выходам кольцевого-счетчика 8, на управляьощий вход которого подаются тактовые импульсы ТИ, и выход каждого из п электронных ключей через п блоков 9-11 памяти подключается к соответствующему входу сумматора 12, выход которого подключен к первому входу порогового элемента 13, на его второй вход подан опорный сигнал U,, а выход по. рогового элемента соединен с механизмом 14 правки круга и через элек тронный ключ 15 с входом сброса кол цевого счетчика и электронным ключом 16 сброса памяти. Система работает следующим образом. После установки заготовки на позицию обработки подается команда на ввод шлифовального круга и на разблокировку измерительныхрычагов прибора активного контроля. Через дополнительное реле, обеспечивающее некоторую задержку, эта команда поступает в виде тактового импульса (ТИ) на кольцевой счетчик 8, которы подает сигнал на открытие электронного ключа 5. В это время с датчика 1 размера поступает сигнал, пропорциональный припуску заготовки, кото рый преобразуется в командно-отсчет ном устройстве 2 в постоянное напря жение и через открытые ключи 4 и 5 подается в блок 9 памяти, а затем на первый вход сумматора 12, а с е выхода на первый вход порогового эл мента 13, где сравнивается с опорны уровнем напряжения U, , соответству ющим установленному припуску, посл снятия которого необходимо произве правку шлифовального круга. Если припуск заготовки меньше установле ного, то пороговый элемент ,13 не в даст команду на правку шлифовально круга. После разблокировки измерит ных наконечников прибора и ввода ш фовального круга в зону обработки подается команда на быстрый подвод его к обрабатываемой детали. Вмест с этой командой поступает сигнал на закрытие электронного ключа 4. Таким образом, сигнал размера п пуска хранится в блоке 9 памяти и входе порогового элемента13. По мере съема припуска командно-отсчетное устройство 2 вьадает команды на механизм поперечной подачи, определяющиеся алгоритмом шлифования, в том числе команду на окончание обработки. При начале следующего цикла тактовый импульс ТИ через кольцевой счетчик откроет электронный ключ 6, который пропустит сигнал размера припуска с командно-отсчетного устройства через открытый ключ 4 в блок 10 памяти и на второй вход сумматора 12. Напряжение, соответствующее сумме двух припусков, поступает на первый вход порогового элемента 13, и если оно равно или больше опорного напряжения, то пороговый элемент 13 выдает команду на механизм правки круга 14, разрешающую правку в соответствий с циклом обработки (в середине или в конце цикла). Одновременно команда поступает на электронный ключ 15 сброса кольцевого счетчика и на электронный ключ 16 сброса памяти. Количество циклов между правками определяется ограничением на суммарный накопленный припуск, которое устанавливается из условий обеспечения качества обработки. Использование предлагаемой системы позволяет получить экономию шлифовальных кругов вследствие сокращения числа правок, а также уменьшение расхода алмазного правящего инструмента, при этом эффективность пропорциональна числу деталей, обработанных между правками. Кроме того, повышается производительность обработки, так как сокращается вспомогательное время на правку шлифовального круга и уменьшается общее время на замену шлифовальных кругов, так как период стойкости шлифовальных кругов увеличивается. Формула изобретения Устройство для управления процессом шлифования, содержащее механизм поперечной подачи, устройство управления правкой круга, механизм правки круга, прибор активного контроля, состоящий из датчика размера и командно- отсчетного устройства, о тличающееся тем, что, с целью увеличения производительности шлифования деталей путем сокращения числа правок шлифовгшьного круга, в устройство управления правкой .круга введены п двухвходовых электронных ключей, где п - число натургшьного ряда, кольцевой счетчик импульсов, ключ управления, сумматор напряжений, пороговый элемент, источник тактовых импульсов, п блоков памяти и ключ сброса памяти, причем
первые входы каждого из п электронных ключей соединены с аналоговым выходом командно-отсчетного устройства, вторые входы электронных ключей подключены к соответствующим выходам кольцевого счетчика, управлянвдий вход которого связан с источником тактовых импульсов, а выход каждого из п электронных ключей через кагкдый из п блоков памяти подключён к соответствующему входу сумматора, выход которого подключен
к первому входу порогового элемента, на второй вход которого подан опорный сигнал, а выход порогового элемента подключен к входу механизма правки, к входу сброса кольцевого счетчика.и к ключу сброса памяти,
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 531718, кл. В 24 в 49/00, 1974,
2,Авторское свидетельство СССР 450710, кл. В 24 В 49/00, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки шлифовальных кругов | 1978 |
|
SU686857A2 |
| Способ управления циклом шлифовального станка | 1983 |
|
SU1166976A1 |
| Устройство для автоматической стабилизации скорости шлифования | 1982 |
|
SU1046077A1 |
| Устройство для управления правкой шлифовального круга | 1983 |
|
SU1117201A1 |
| Устройство активного контроля формы | 1980 |
|
SU1106646A1 |
| Устройство управления шлифованием | 1978 |
|
SU1030149A1 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| СПОСОБ ШЛИФОВАНИЯ С ПЕРИОДИЧЕСКОЙ ПРАВКОЙ КРУГА | 2010 |
|
RU2424103C1 |
| Способ изготовления деталей на плоскошлифовальных станках | 1989 |
|
SU1808660A1 |
