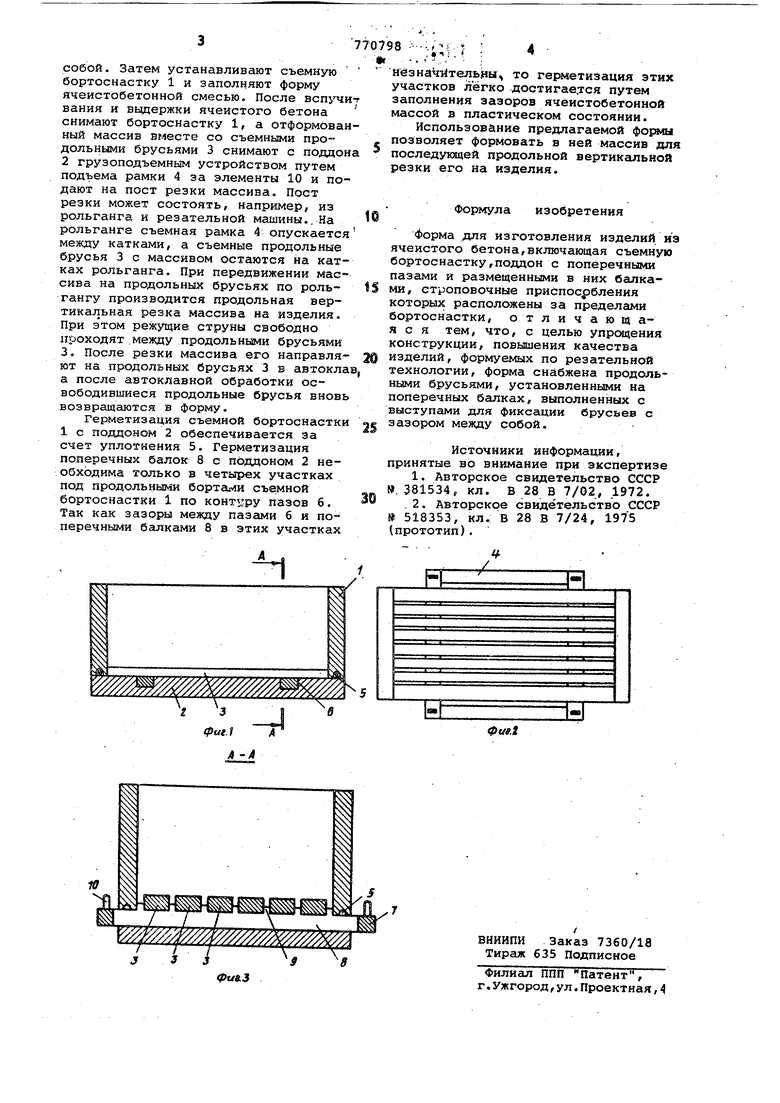
Изобретение относится к формовоч ному оборудованию для изготовления массивов из ячеистого бетона с посл дующей разрезкой их до автоклавной работки . Известна форма для изготовления строительных изделий, содержащая по дон в виде балок, имеющих наклонные боковые поверхности с эластичным ма териалом и соединенных между собой с зазором фиксирующей стяжкой, борт и съемные вставки, помещенные в зазоры между балками Ц . Известна также форма, включающая съемную бортоснастку, поддон с поперечньми пазами и размещенными в них балками, стропочные приспособления которых расположены за пре делами бортос-пастки 2 . Недостатком известных форм является их сложность, а также низкое качество изделий, формуемых в данно оснастке по резательной технологии. Цель изобретения - упрощение формы и улучшение качества формуемых изделий . Эта цель достигается тем, что форма, включающая съемную бортоснас ку, поддон с поперечными пазами и размещенными в них балками, стропочные приспособления которых расположены за пределами бортоснастки, снабжена продольными брусьями, установленными на поперечных балках, выполненных с выступами для фиксации брусьев с зазором менаду собой. На фиг. 1 изображена форма, продольный разре f на фиг. 2 - то же,. вид в плане, на фиг. 3 - разрез А-А фиг. 1. Форма содержит съемную бортоснастку 1, поддон 2, съемные продольные брусья 3 и съемную рамку 4. Съемная бортоснастка выполнена с уплотнением 5, а поддон - с поперечными пазами 6. Съеммая рамка имеет продольные балки 7, поперечные балки 8 с выступами 9 и стропоиочными приспособлениями 10. Форма работает следующим образом. На неразъемный поддон 2 устанавливают съемную рамку 4 так, чтобы поперечные балки 8 рамки вошли бы в поперечные пазы 6 поддона, а продольные балки 7 при этом должны быть за пределами поддона. После этого на поддон укладывают съемные родольные брусья 3, причем выступы 9 поперечных балок фиксируют съемные рс;;ольные брусья с зазором между собой, Затем устанавливают съемную бортоснастку 1 и заполняют форму ячеистобетонной смесью. После вспучи вания и вьщержки ячеистого бетона снимают бортоснастку 1, а отформован ный массив вместе со съемными продольными брусьями 3 снимают с поддон 2 грузоподъемным устройством путем подъема рамки 4 за элементы 10 и подают на пост резки массива. Пост резки может состоять, например, из рольганга и резательной машины.. На рольганге съемная рамка 4 опускается между катками, а съемные продольные брусья 3 с массивом остаются на кат как рольганга. При передвижении массива на продольных брусьях по рольгангу производится продольная вертикальная резка массива на изделия. При этом режущие струны свободно проходят.между продольными брусьями 3, После резки массива его направля ют на продольных брусьях 3 в автокл а после автоклавной обработки освободившиеся продольные брусья внов возвращаются в форму. Герметизация съемной бортоснастк 1 с поддоном 2 обеспечивается за счет уплотнения 5. Герметизация поперечных балок 8 с поддоном 2 необходима только в четырех участках под продольными борта 1и съемной бортоснастки 1 по контуру пазов 6. Так как зазоры между пазами б и поперечными балками 8 в этих участках 8 Нёзначг тельйы, то герметизация этих участков легко достигае.тся путем заполнения зазоров ячеистобетонной массой в пластическом состоянии. Использование предлагаемой формы позволяет формовать в ней массив для последуклцей продольной вертикальной резки его на изделия. Формула изобретения для изготовления изделий из ячеистого бетона,включающая съемную бортоснастку,поддон с поперечными пазами и размещенными в них балками, строповочные приспос збления которых расположены за пределами бортоснастки, отличающаяся тем, что, с целью упрсвцения конструкции, повышения качества изделий, формуемых по резательной технологии, форма снабжена продольными брусьями, установленными на поперечных балках, выполненных с выступами для фиксации брусьев с зазором между собой. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР . 381534, кл. В 28 В 7/02, 1972. 2.Авторское свидетельство СССР 518353, кл. В 28 В 7/24, 1975 (прототип).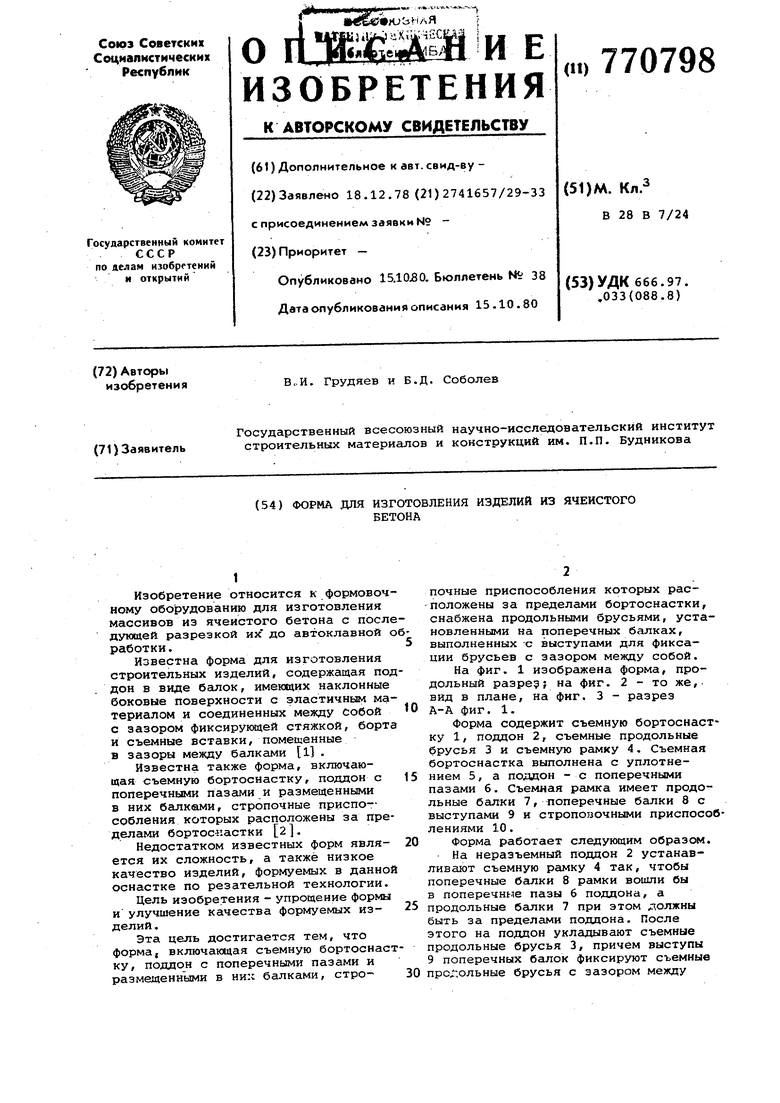
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОБЕТОННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2255859C2 |
| Форма для изготовления ячеисто бЕТОННыХ издЕлий | 1979 |
|
SU808301A1 |
| Конвейерная линия для изготовления ячеисто-бетонных изделий | 1988 |
|
SU1680514A2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2020 |
|
RU2731113C1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ И КОНВЕЙЕРНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ | 2008 |
|
RU2392115C1 |
| Технологическая линия для изготовления строительных изделий | 1981 |
|
SU969526A1 |
| Способ доавтоклавного разрезания ячеистобетонного массива | 1989 |
|
SU1678625A1 |
| БОРТОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЯЧЕИСТОБЕТОННЫХ СМЕСЕЙ | 1996 |
|
RU2118930C1 |
| Способ изготовления строительных, преимущественно ячеистобетонных, изделий и установка для его осуществления | 1990 |
|
SU1753938A3 |
| Установка для изготовления блоков из ячеистого бетона | 1991 |
|
SU1838109A3 |
н.
S
V
S
фаеЛ
