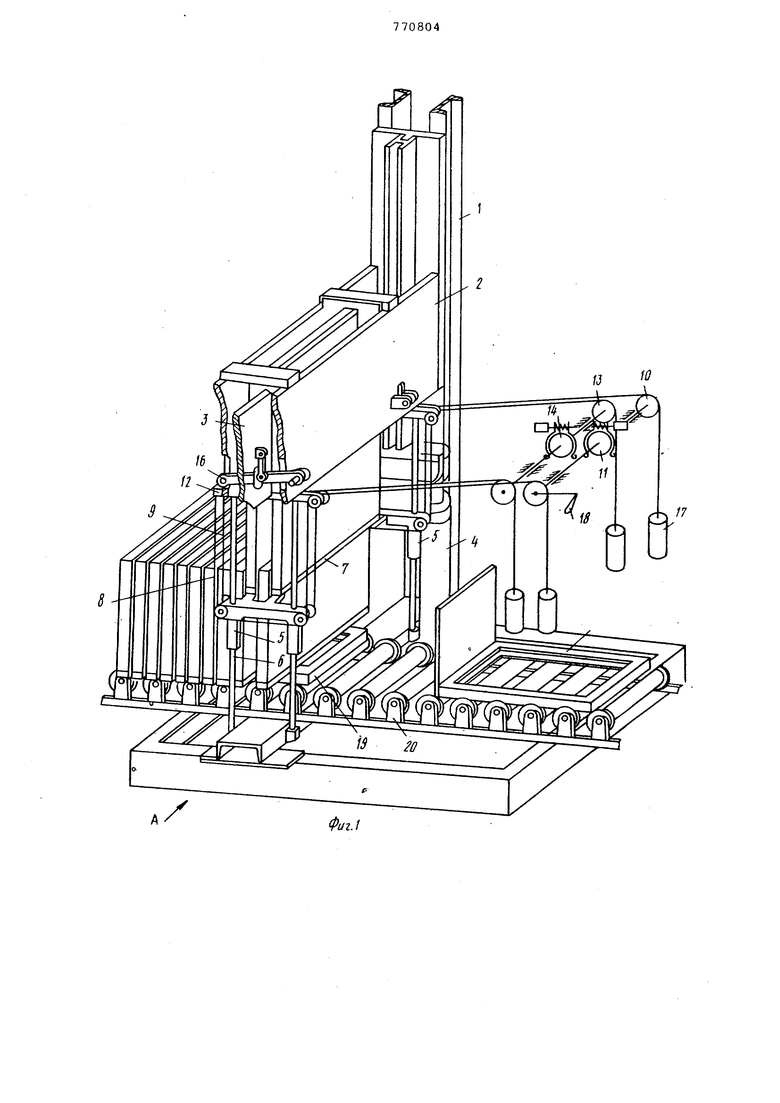
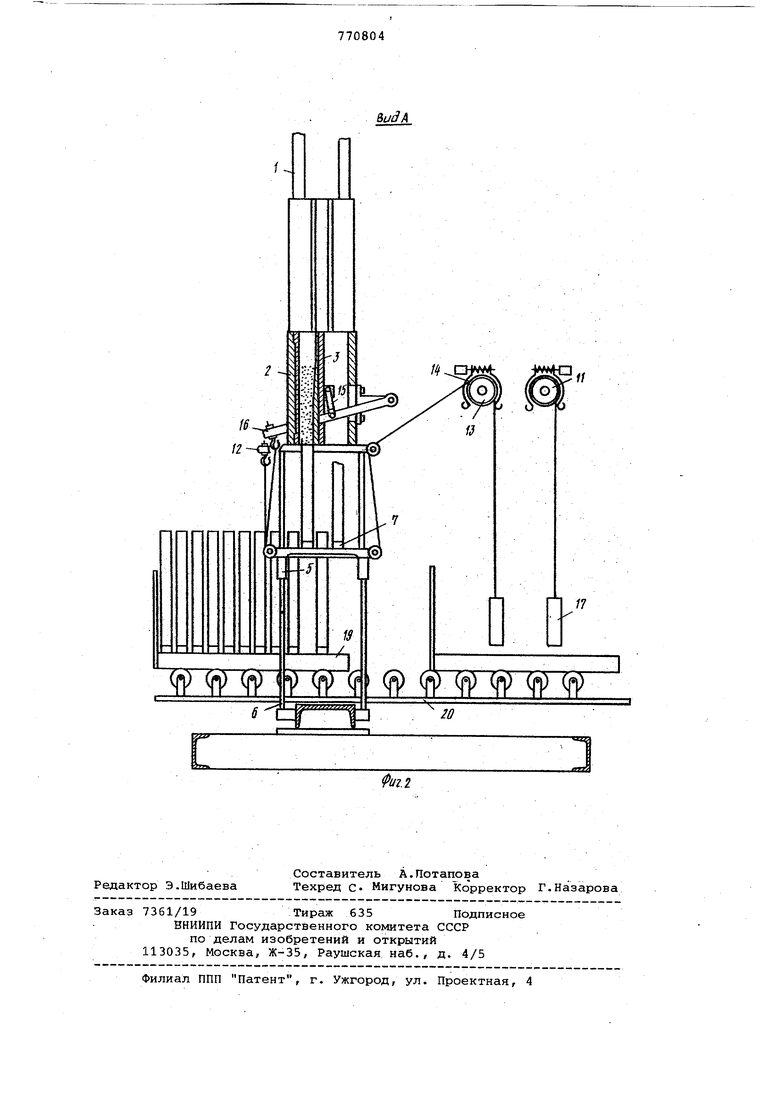
Изобретение относится к производству строительных изделий из бетон:ной смеси или других материалов/ а ,более конкретно к приемным устройствам рертикально формуемдх изделий клинопротяжным способом. Известно приемное устройство вертикально формуемых изделий клинопротяжным способом, основанное на примеыетяцул грузов, которые уравновешивают вес самого изделия и вес основания, на котором покоится изделие Щ Известно также приемное устройство Для вертикальноформуе1 «11Х изделий выполненное из установленных в направлякяцих кареток, несущих подложки для получаекых изделий из соединенной с каретками трособлочной системы с противовесами 2. К недостаткам известных приемных устройств следует отнести то, что устройства основанные на применении уравновешивающих грузов не обеспечивают сохранение изделия от деформации, так как изделие, выходящее из кгимеры формования, помимо собственного веса сдерживает вес грузов. Целью изобретения является Улучше ние качества получаемых изделий, за счет равномерности их перемещения. Эта цель достигается тем, что приемное устройство вертикально формуемых изделий клинопротяжным способом, содержащее подцеряЕиваюсций механизм, выполненный из установленных в направлакадих кареток, несущих подложки для получаемых изделий и соединенной с каретками трособлочной системы с противовесами снабжено дополнительной трособлочной системой, барабанами для намотки тросов, тормозными барабанами для каждой система и равноплечими рычагами второго рода для взаимодействия с прессуницим органом, при зтом концы тросов дополнительной трособлочной системы соединены с рычагами второго рода. На фиг. 1 изображено приемное устройство в аксонометрии применительно к прессу для формования клинопротяжным способом; на фиг. 2 - вид А на фиг. 1. Укрепленная на станине 1 формования 2 имеет клиновой прессующий орган 3, который перемещается в рабочем направлении, расположенными сбоку силовыми цилиндрами 4, а опускается в исходное положение формующим материалом, проталкиваемые
не показанным на чертеже проталкивателем.
Приемное устройство имеет расположенные по бокам каретки 5, служащие основанием для получаемых изделий, каретки 5 перемещаются по направляющим б и несут подкладки 7 для двух одновременно формуемых плит. Каретки 5 удерживаются двумя парами трособлочных систем 8, 9, тросы которых с одного конца заделаны в барабанах 10, сидящих на одном валу с тормозными барабанами 11, с электроуправляемыми тормозами, а другие концы тросов присоединены к неподвижным основаниям 12, Концы тросов трособлочной системы 9 заделаны в барабанах 13, сидяших на одном валу с тормозными барабанами 14, а другие концы присоединены к клиновом прессующему органу 3, посредством серег 15 равноплечих рычагов второго рода 16.
Для удерживания тросов всегда в натянутом состоянии применены грузы 17, подвешенные на барабанах 10 и 13
Для произвольного перемещения кареток 5 на одном из барабанов 10, имеется ручка 18. Отформованные плиты ставятся на контейнеры 19, которые перемещаются по рольгангу 20.
Работа приемного устройства совершается следующим образом. При помощи ручки 18 и при свободных от тормозов барабанах 11 и 14 каретки 5 и с подкладками 7 поднимаются вплотную к изделиям частично выходящим из камеры формования. После этого барабан 11 затормаживается и удерживает каретки,5. Затем начинается формование плит. При этом клиновой прессующий орган 3 при своем движении вверх может тянуть тросы с незаторможенных барабанов 13, Затем в формующем прессе начинается проталкивание материала вследствие чего одновременно с начинающими выходить из камеры формования плитами будет опускаться в исходное положение клиновой прессующий орган 3. Перед этим затормаживается барабан 14 вследствие чего вес кареток 5 и выходящих изделий передается на запрессованный в формуемом материале клиновой орган 3, д его опускание будет строго синхронно с выходящими плитами. Процесс повторяется. Сначала включается тормоз барабана 11, удерживающий издели в неподвижном положении, и отключается/ тормоз барабана 14, позволяющий
сматываться тросам с барабанов 13 вслед за рабочим перемещением клинового прессующего органа 3.
По окончании формования двух плит они при помощи ручки 18 опускаются с на контейнер 19, который после этого передвигается по рольгангу 20 на расстояние, равное толщине плиты.
Отделение плит производится при помощи вставляемых в камеру формования в определенный момент делительных прокладок (на чертеже не показан).
После предварительного твердения плит на контейнерах 19 последние при помощи подъемно-транспортного механизма (на чертеже не показан) 5 снимаются с рольганга 20 и транспортируются к месту окончательного твердения плит.
Контейнер 19 и подкладки 7 освобождаются следующим образом. Контейнер 19 зацепляется за один край и плиты переворачиваются в горизонтальное положение, укладываясь пакетами .
Таким образом, обеспечивается приемка вертикально формуемых изделий клинопротяжным способом без деформации при равномерности их перемещения.
Формула изобретения
Приемное устройство вертикально формуемых изделий клинопротяжным способом, содержащее поддерживающий механизм, выполненный из установленных в направляющих кареток, несущих
подложки для получаемых изделий и соединенной с каретками трособлочной системы с противовесами, обеспечивающей перемещение кареток, о т Оличающееся тем, что, с целью улучшения качества получаемых изделий,оно снабжено дополнительной трособлочной системой, барабанами для намотки тросов, тормозными,бараf банами для каждой системы, и равноплечими рычагами второго рода для взаимодействия с прессующим органом, при этом концы тросов дополнительной трособлочной скстемы соединены с рычагами второго рода.
Источники информации, принятые во внимание при экспертизе
1. Серепьев И.И. Новый способ формования неметаллических, труб г Строительные материалы, 2, 1977, с, 12.
5 2. Авторское свидетельство СССР 38038, кл. В 28 В 11/16, 1932.
4f
df
11
W W
/

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сбрасывания длинномерных грузов | 1989 |
|
SU1713870A1 |
| УСТРОЙСТВО МАНЕВРОВОЕ | 2007 |
|
RU2357885C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2037402C1 |
| Способ формования изделий и устройство для его осуществления | 1978 |
|
SU863348A1 |
| Технологическая линия для изготовления строительных изделий | 1985 |
|
SU1296430A1 |
| Устройство для изготовления пустотелых изделий из железобетона | 1961 |
|
SU148342A1 |
| Устройство для прессования табака | 1989 |
|
SU1729415A1 |
| МАНИПУЛЯТОР | 1996 |
|
RU2093347C1 |
| Устройство для вертикального перемещения и выдачи штучных грузов | 1986 |
|
SU1357322A1 |
| Театральная сцена | 1979 |
|
SU775281A1 |