I
Изобретение относится к машиностроению, в частности, к подшипниковой промышленности и предназначено для автоматизации трудоемких операций сборки шариковых подшипников.
Известен автомат, содержаший смонтированный на станине распределительный вал, связанный с механизмами сгонки и разгонки шариков, устройствами подачи и установки полусепараторов, механизмами опрессовки, контроля и транспортировки, при этом механизм транспортировки имеет транспортную дорожку и параллельно установленный поворотный вал с жестко закрепленными на нем установочными элементами. Транспортировка деталей производится транспертером, имеюшим возвратно-постуцательное движение вдоль оси и поворот транспортирующих вилок в угловом направлении 11.
Известный автомат предназначен только для сборки шариковых подшипников, имеюш,их лепестковые сепараторы. В автомате механизм транспортировки не обеспечивает надежной ориентации частей подшипника.
Цель изобретения - обеспечение возмож мости сборки шариковых подшипников со змейковыми полусепараторами и надежной
ориентации частей подшипника при транспортировке с позиции на позицию.
Поставленная цель достигается за счет того, что автомат, содержаш,ий смонтированный на станине распределительный вал, свя- занный с механизмами сгонки и разгонки шариков, устройствами подачи и установки полусепараторов, механизмами опрессовки, контроля и транспортировки, при этом последний имеет транспортную дорожку и параллельно ее установленный поворотный вал 10 с жестко закрепленными на нем установочными элементами, снабжен связанными с распределительным валом и размещенным между концом транспортной дорожки и поворотным столом кантователем, выполненным в виде насаженных на общую ось вращения консольного лотка, сопрягающегося с плоскостью транспортной дорожки, захвата с фиксатором и подпружиненной подпорки.
Кроме того, поворотный вал имеет на конце рейку, установленную с возможностью 2Q возвратно-поступательного движения, а установочные элементы имеют централбные захваты и фиксирующие штыри.
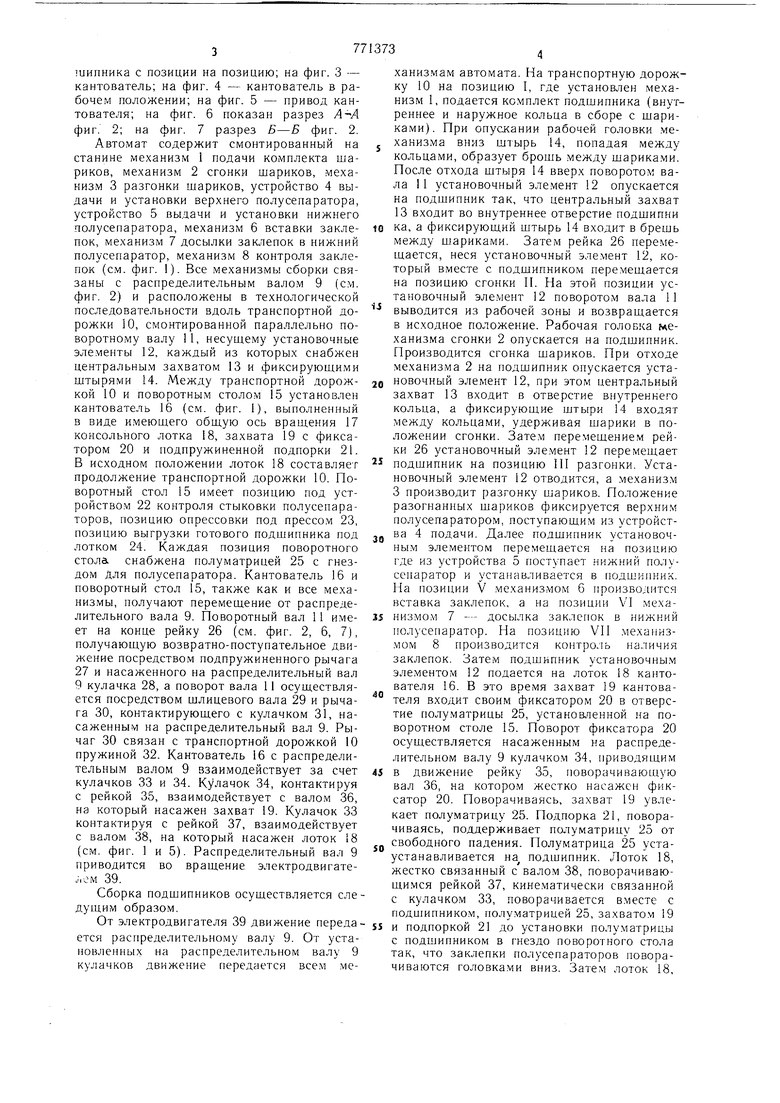
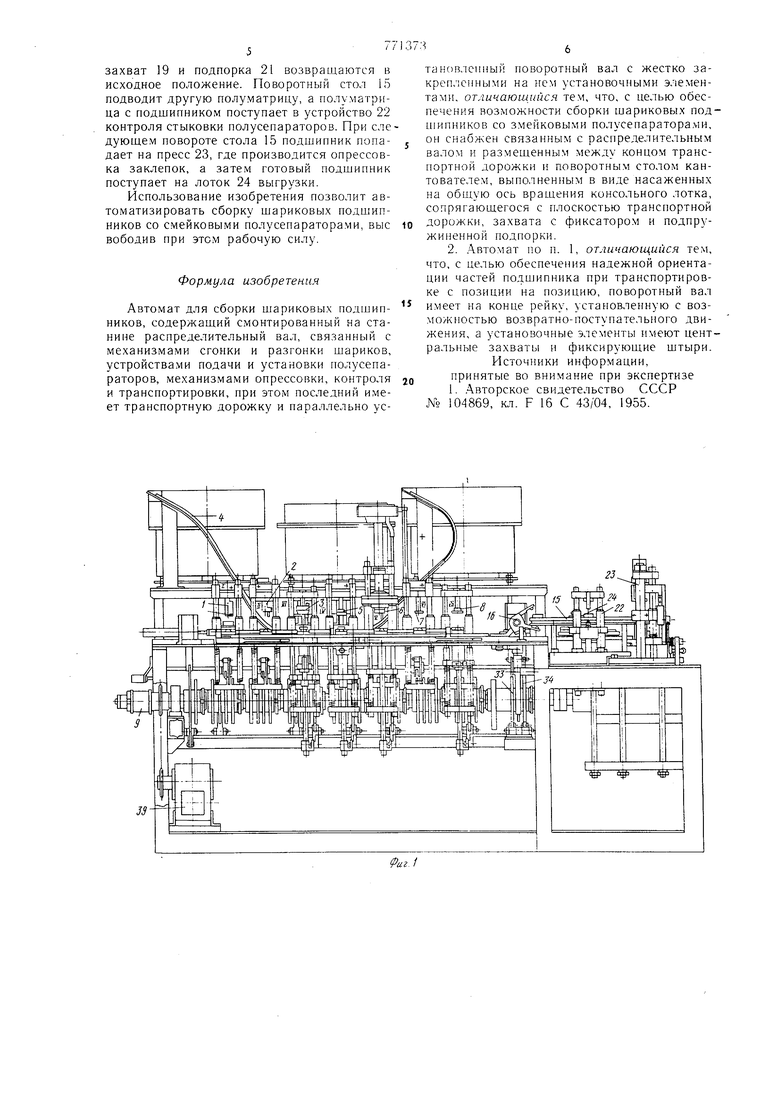
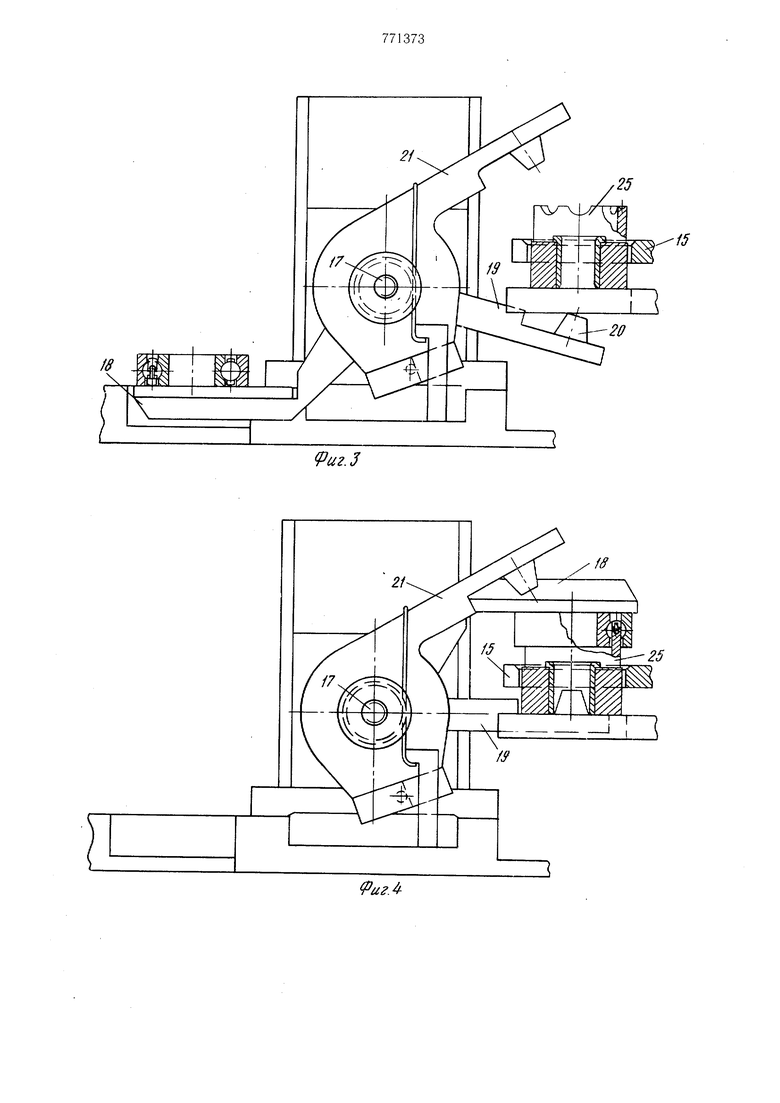
На фиг. 1 показан автомат, общий вид; на фиг. 2 - механизм транспортировки подшипника с позиции на позицию; на фиг. 3 - кантователь; на фиг. 4 - кантователь в рабоче.м положении; на фиг. 5 - привод кантователя; на фиг. 6 показан разрез А-А фиг. 2; на фиг. 7 разрез Б-Б фиг. 2. Автомат содержит смонтированный на станине 1иеханизм 1 подачи комплекта шариков, механизм 2 сгонки шариков, механизм 3 разгонки шариков, устройство 4 выдачи и установки верхнего полусепаратора, устройство 5 выдачи и установки нижнего полусепаратора, механизм 6 вставки заклепок, механизм 7 досылки заклепок в нижний полусепаратор, механизм 8 контроля заклепок (см. фиг. 1). Все механизмы сборки связаны с распределительным вало.м 9 (см. фиг. 2) и расположены в технологической последовательности вдоль транспортной дорожки 10, смонтированной параллельно поворотному валу 11, несушему установочные элементы 12, каждый из которых снабжен центральным захватом 13 и фиксирующими щтырями 14. Между транспортной дорожКОЙ 10 и поворотным столом 15 установлен кантователь 16 (см. фиг. 1), выполненный в виде имеющего общую ось вращения 17 консольного лотка 18, захвата 19 с фиксатором 20 и подпружиненной подпорки 21. 8исходном положении лоток 18 составляет продолжение транспортной дорожки 10. Поворотный стол 15 имеет позицию под устройством 22 контроля стыковки полусепараторов, позицию опрессовки под прессо.м 23, позицию выгрузки готового подшипника под лотком 24. Каждая позиция поворотного стола снабжена полуматрицей 25 с гнездом Для полусепаратора. Кантователь 16 и поворотный стол 15, также как и все механизмы, получают перемещение от распределительного вала 9. Поворотный вал 11 имеет на конце рейку 26 (см. фиг. 2, 6, 7), получающую возвратно-поступательное движение посредством подпружиненного рычага 27 и насаженного на распределительный вал 9кулачка 28, а поворот вала 11 осуществляется посредством щлицевого вала 29 и рычага 30, контактирующего с кулачком 31, насаженным на распределительный вал 9. Рычаг 30 связан с транспортной дорожкой 10 пружиной 32. Кантователь 16 с распределительным валом 9 взаимодействует за счет кулачков 33 и 34. Кулачок 34, контактируя с рейкой 35, взаимодействует с валом 36, на который насажен захват 19. Кулачок 33 контактируя с рейкой 37, взаимодействует с валом 38, на который насажен лоток 18 (см. фиг. 1 и 5). Распределительный вал 9 приводится во вращение электродвигателем 39. Сборка подшипников осушествляется сле дущим образом. От электродвигателя 39 движение переда ется распределительному валу 9. От установленных на распределительном валу 9 кулачков движение передается всем механизмам автомата. На транспортную дорожку 10 на позицию I, где установлен механизм 1, подается комплект подшипника (внутреннее и наружное кольца в сборе с шариками). При опускании рабочей головки механизма вниз штырь 14, попадая между кольцами, образует брошь между шариками. После отхода штыря 14 вверх поворотом вала 11 установочный эле.мент 12 опускается на подшипник так, что центральный захват 13 входит во внутреннее отверстие подшипни ка, а фиксирующий штырь 14 входит в брешь между шариками. Затем рейка 26 перемещается, неся установочный элемент 12, который вместе с подшипником пере.мещается на позицию сгонки II. На этой позиции установочный эле.мент 12 поворотом вала 11 выводится из рабочей зоны и возвращается в исходное положение. Рабочая головка механизма сгонки 2 опускается на подшипник. Производится сгонка шариков. При отходе механизма 2 на подшипник опускается установочный элемент 12, при этом центральный захват 13 входит в отверстие внутреннего кольца, а фиксирующие штыри 14 входят между кольцами, удерживая шарики в положении сгонки. Затем перемещением рейки 26 установочный эле.мент 12 перемещает подшипник на позицию III разгонки. Установочный элемент 12 отводится, а механизм 3 производит разгонку шариков. Положение разогнанных шариков фиксируется верхним полусепаратором, поступающим из устройства 4 подачи. Далее подшипник установочным элементом перемещается на позицию где из устройства 5 поступает нижний полусепаратор и устанавливается в подшипник. На позиции V механизмом 6 производится вставка заклепок, а на позиции VI механизмом 7 - досылка заклепок в нижний иолусепаратор. На позицию VII механизмом 8 производится контро:1ь наличия заклепок. Затем подшипник установочны.м элементом 12 подается на лоток 18 кантователя 16. В это время захват 19 кантователя входит своим фиксатором 20 в отверстие полуматрицы 25, установленной на поворотном столе 15. Поворот фиксатора 20 осуществляется насаженным на распределительном валу 9 кулачком 34, приводящим в движение рейку 35, поворачивающую вал 36, на котором жестко насажен фиксатор 20. Поворачиваясь, захват 19 увлекает полуматрицу 25. Подпорка 21, поворачиваясь, поддерживает полуматрицу 25 от свободного падения. Полуматрица 25 устаустанавливается на подшипник. Лоток 18, жестко связанный с валом 38, поворачивающимся рейкой 37, кинематически связанной с кулачком 33, поворачивается в.месте с подшипником, полу.матрицей 25, захватом 19 и подпоркой 21 до установки полуматрицы с подшипником в гнездо поворотного стола так, что заклепки полусепараторов поворачиваются головками вниз. Затем лоток 18, захват 19 и подпорка 21 возвращаются в исходное положение. Поворотный стол 15 подводит другую полуматрицу, а полуматрица с подшипником поступает в устройство 22 контроля стыковки полусепараторов. При сле дующем повороте стола 15 подшипник попадает на пресс 23, где производится опрессовка заклепок, а затем готовый подшипник поступает на лоток 24 выгрузки. Использование изобретения позволит автоматизировать сборку шариковых подшипников со с.мейковыми полусепараторами, вые вободив при это.м рабочую силу. Формула изобретения Автомат для сборки шариковых подшипников, содержащий смонтированный на станине распределительный вал, связанный с механизмами сгонки и разгонки шариков, устройствами подачи и установки полусепараторов, механизмами опрессовки, контроля и транспортировки, при этом последний имеет транспортную дорожку и параллельно уста новлеппыи поворотный вал с жестко закрепленными на нем установочными элементами, отличающийся тем, что, с целью обеспечения возможности сборки шариковых подшипников со змейковыми полусепаратора.ми, он снабжен связанным с распределительным валом и размещенным между концом транспортной дорожки и поворотным столом кантователем, выполненным в виде насаженных на общую ось вращения консольного лотка, сопрягающегося с плоскостью транспортной дорожки, захвата с фиксатором и подпружиненной подпорки. 2. .Автомат по п. 1, отличающийся тем, что, с целью обеспечения надежной ориентации частей подшипника при транспортировке с позиции на позицию, поворотный вал имеет на конце рейку, установленную с возможностью возвратно-поступательного движения, а установочные элементы имеют центральные захваты и фиксирующие штыри. Источники информации, принятые во внимание при экспертизе 1. .Авторское свидетельство СССР № 104869, кл. F 16 С 43/04, 1955.



L
/Л Щ}
/;Г
,
