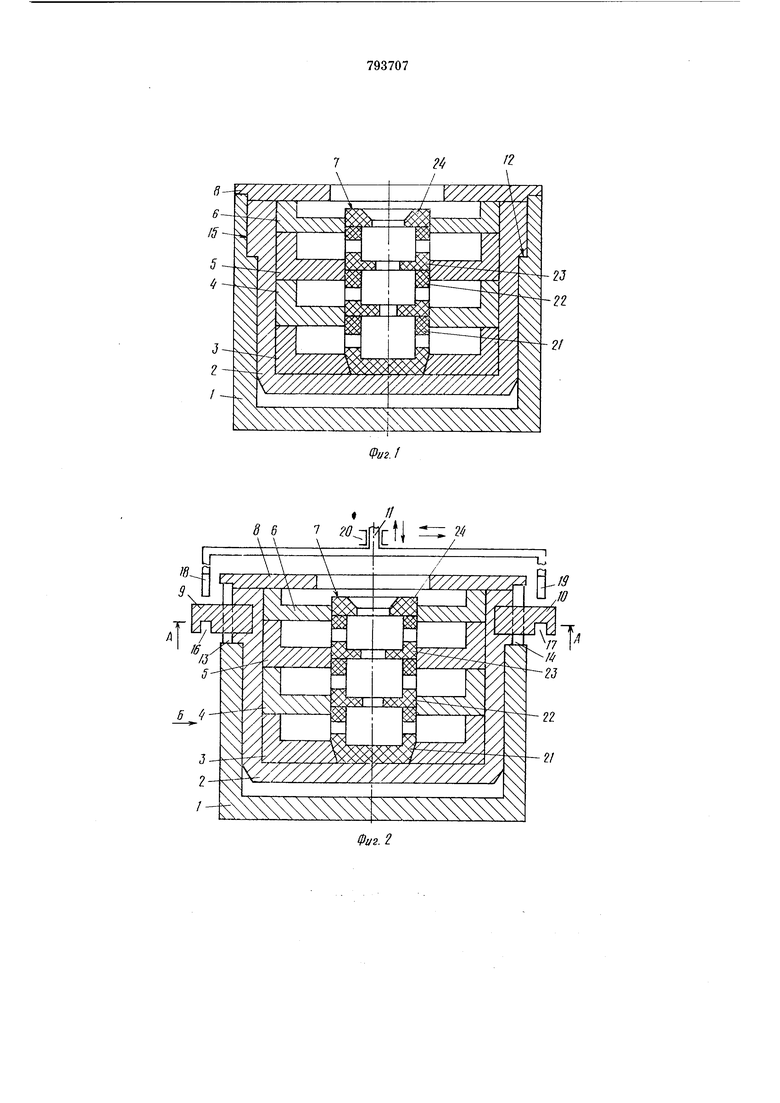
Работа формы осуществляется в следующей последовательности. Заранее подготовленную гильзу 2 с секционными кокилями 3-6, центровым стержнем 7 и силовым механизмом И устанавливают в полость изложницы 1, при этом фланец 15 гильзы 2 опирается на уступ 12, кронштейны 9, 10 входят в сквозные пазы-отверстия 13, 14, после чего захваты 18, 19 выводят из захватываемых гнезд 16, 17, устанавливают и закрепляют крышку 8 (крепление крышки к изложнице на чертежах не показано), приводят форму во вращение и производят заливку металла. Заливку металла можно осуществлять также в неподвижную форму с последующим сообщением форме вращения до полной кристаллизации металла (на чертежах заливка формы металлом не показана).
После полной кристаллизации металла вращение формы прекращают, снимают крышку 8, захваты 18, 19 силового механизма 11 вводят в зацепление с захватываемыми гнездами 16, 17 в кронштейнах 9, 10, извлекают из полости изложницы 1 гильзу совместно с секционными кокилями, затвердевшими отливками и центровым стержнем 7 и транспортируют на специализированный участок или передают на конвейер.
Предлагаемая центробежная форма позволяет при сборке секционных кокилей в гильзе использовать магнитные приспособления, так как эту операцию выполняют вне центробежной формы на специализированном участке, когда секционные кокили, центровой стержень и гильза не нагреты, а после сборки с помощью механических приспособлений собранную кассету подают в печь для нагрева до заданной технологическим процессом температуры, а затем на
центробежную форму. Процесс сборки и разборки формы с помощью кассет (ги.тьзы с секционными кокилями и центровым стержнем - до заливки, а после заливки - гильзы с секционными кокилями, цеитровым стержнем и затвердевшими секционными отливками) осуществляют оперативно. При этом возрастает производительиост1 формы, так как существенно повышается
коэффициент использования центробежной установки в силу того, что исключаются простои из-за сборки-разборки. Благодаря этому становится возможным ввод центробежных форм предлагаемого типа в поточно-механизированные и автоматизированные линии.
Предлагаемая форма позволяет повысить производительность изготовления отливок на центробежных установках в 2-3 раза.
Формула изобретения
Центробежная стопочная форма, содержащая изложницу, в которой размещены
секционные кокили и центровой стержень с литниковой системой, и крышку, отличающаяся тем, что, с целью механизации сборки и разборки формы, она снабжена размещенным над крышкой съемным механизмом с захватами и гильзой с фланцем и кронщтейнами, расположепной между кокилями, крышкой и изложницей, выполненной в верхней части с кольцевым уступом под фланец гильзы, и сквозными отверстиями для прохода кронштейнов, внешние концы которых выполнены с гнездами для захватов съемного механизма.
Источиики информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке № 2534059/02, кл. В 22D 13/00, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Центробежная стопочная форма | 1977 |
|
SU698718A1 |
| Литейная стопочная форма | 1978 |
|
SU740393A1 |
| Литейная стопочная форма | 1974 |
|
SU485822A1 |
| Литейная стопочная форма | 1979 |
|
SU772701A1 |
| Литейная стопочная форма | 1980 |
|
SU900958A2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| Блок манипуляторов | 1975 |
|
SU649567A1 |
| Кокильный карусельный комплекс | 1990 |
|
SU1720791A1 |
| Центробежнолитейная горизонтальная установка | 1980 |
|
SU921672A1 |
| Линия литья в облицованные кокили с вертикальной плоскостью разъема | 1980 |
|
SU1066735A1 |
2
f9
ю
Шт,
V7 1
бид 6
9
