Изобретение относится к сварке, а именно к устройствам для установки и крепления тонкостенных кольцевых изделий в положение для сварки, преиму щественно торовых изделий. Известно устройство для зажима ци линдрических изделий, содержащее смо тированные в корпусе с возможностью радиального перемещения рейки, взаимодействующие с ведомыми зубчатыми колесами, оснащенными поворотными рычагами с зажимными упорами QlJ . Однако данное устройство обеспечивает зажим изделий лишь по их внут ренней пбверхностй и, кроме того, усилие зажима изделий различных размеров не регулируется, поэтому при чрезмерном усилии зажима возможна де формация изделия, что снижает его качество, а при малом усилии не обес печивается необходимый зажим. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для зажима кольцевых изделий, содержащее смонтированное по оси кольцевого корпуса ведущее з.убчатое колесо с рукояткой для его поворота и взаимодействующие с ним ведомые зубчатые колеса с закрепленными на их ося поворотными вычагами с зажимными упорами 2 ij . Недостаток этого устройства состоит в том, что оно не обеспечивает зажима кольцевых и тороидальных изделий различных размеров поочередно по внутренней и наружной поверхностям, что снижает производительность и, кроме того, усилие зажима не регулируется, что исключает возможность закрепления тонкостенных, легко подвергающихся деформации, изделий. Цель изобретения - повышение производительности путем обеспечения зажима тонкостенных тороидальных изделий различных типоразмеров по наружной и внутренней поверхностям. Эта цель достигается тем, что на корпусе смонтированы храповой сектор и шкала для определения усилия зажима изделия, рукоятка установлена на оси ведущего колеса с возможностью поворота, подпружинена относительно него и снабжена фиксатором, взаимо-действующим с храповым сектором корпуса, и указательной стрелкой шкалы, при этом зажимные упоры выполнены конусными с меньшим основанием конуса в сторону корпуса, а на корпусе и ведущем зубчатом колесе смонтированы
упоры для ограничения поворота рукоятки.
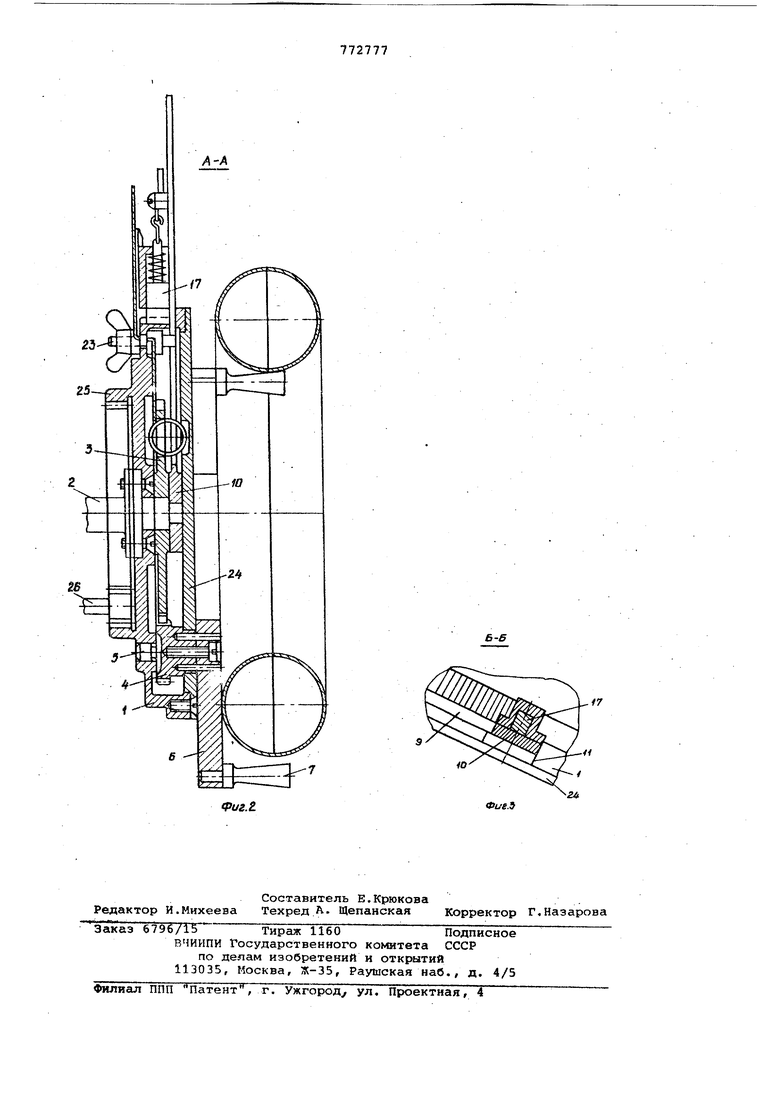
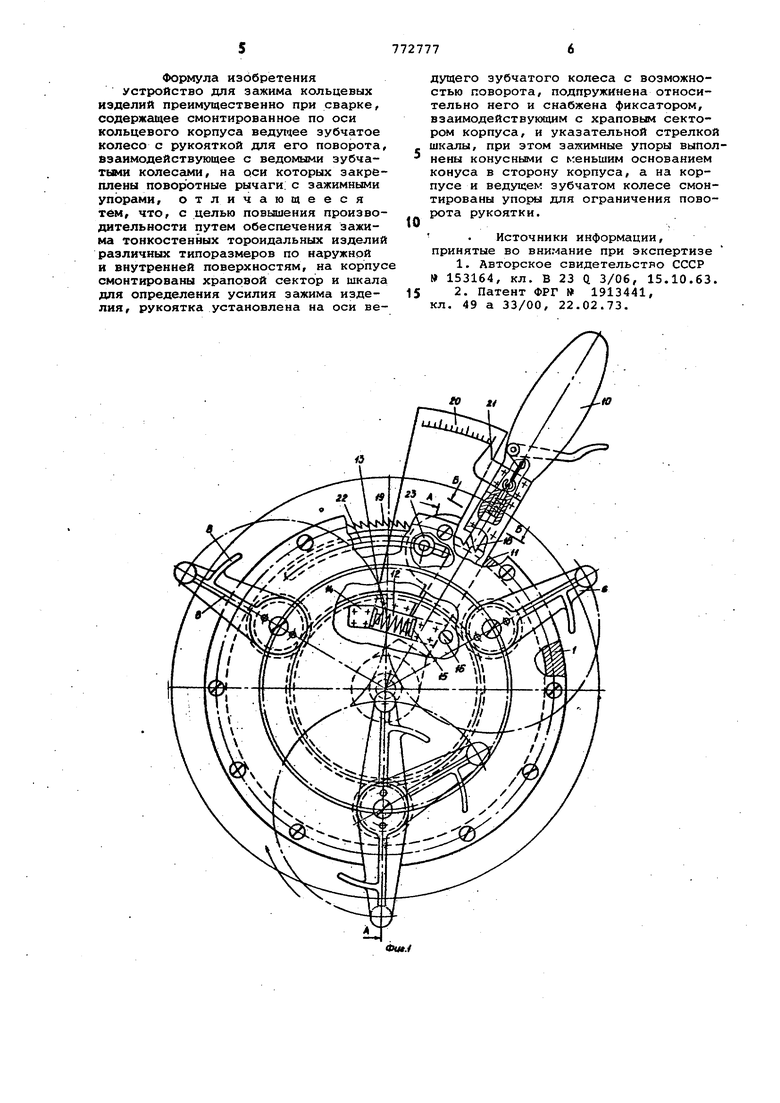
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - сечение Л-А на фиг. 1; на фиг. 3 - сечение В-Б на фиг. 1.
Устройство содержит корпус 1, жестко закрепленный на оси 2 сварочной установки (на чертеже не показана). На оси 2 с возможностью свободного поворота установлено ведущее зубчатое колесо 3, взаимодействующее с расположенными по его окружности ведомыми зубчатыми колесами 4, свободно поворачивающимися на осях 5, закрепленных в корпусе 1. На ведомых зубчатых колесах 4 жестко закреплены поворотные рычаги 6 с установленными на их свободных концах параллельно ос устройства зажимными упорами 7, выполненными с обратной конусностью. На рычагах 6 имеются опорные ребра 8. Поверхности ведомых зубчатых колес 4, рычагов 6 и опорных ребер 8 расположены в одной плоскости и образуют базовую опорную поверхность.
На оси 2 в пазу 9, выполненном в корпусе 1, с возможностью свободного поворота установлена рукоятка 10, которая в исходном положении упирается в край 11 паза 9. В пазу 12, выполненном в ведущем зубчатом колесе 3, установлена пружина 13, опирающаяся одним концом на кронштейн 14, жестко установленный на указанном зубчатом колесе 3, а другим концом - на кронштейн 15 рукоятки 10. Таким образом, ведущее зубчатое колесо 3 подпружинено относительно рукоятки 10.
Смещению рукоятки 10 из исходного положения от усилия пружины 13 пре- пятствует упор 16, жестко закрепленный на зубчатом колесе 3. На рукоятк 10 смонтирован также подпружиненный фиксатор 17, зуб 18 которого имеет односторонний скос и взаимодействует с зубьями храпового сектора 19, установленного на периферии корпуса 1. На ведущем зубчатом колесе 3 смонтирована шкала 20, а на рукоятке 10 указательная стрелка 21. В пазу 22, выполненном в корпусе 1, установлен упор 23 для ограничения поворота рукоятки. Корпус закрыт крышкой 24. Сбку на корпусе 1 выполнен зубчатый венец 25, находящийся в зацеплении с зубчатым колесом 26 редуктора сварочной установки.
Устройство работает следующим образом.
Вначале производят настройку устройства на требуемое усилие зажима, для чего перемещением рукоятки 10 устанавливают смонтированную на нем указательную стрелку 21 на деление шкалы 20, соответствующее требуемому усилию зажима. Это усилие определяется экспериментальным путем для каждого подлежащего сварке вида изделий.
В этом положении рукоятка 10 фиксируется подпружиненным фиксатором 17, зуб 18 которого входит между соответствующими зубьями храпового сектора 19. После этого упор 23 перемещают в , пазу 22 до соприкосновения с рукояткой 10 и закрепляют его гайкой, а рукоятку 10 возвращают в исходное положение .
В предварительно настроенное устройство устанавливают подлежащее сварке изделие.
На фиг. 2 показан пример установки изделия, выполненного в виде тора, причем две половины тора должны быть предварительно прихвачены сваркой в
5 нескольких точках.
Вначале торовое изделие закрепляют в положение для сварки, например, по внутреннему диаметру. Для этого изде лие устанавливают с базой на базовую
0 опорную поверхность и зажимают его по наружному диаметру упорами 7, что осуществляется поворотом рукоятки 10, при котором пружина 13 сжимается и своим концом нажимает на кронштейн
5 14, сообщая ведущему зубчатому колесу 3 поворот на некоторий угол, при этом поворачиваются и находящиеся с ним в зацеплении зубчатые колеса 4 вместе с рычагами 6. Поворот этих рычагов продолжается до соприкосновения
упоров 7 с наружной поверхностью изделия. Таким образом производится предварительный зажим.изделия и одновременно его центровка по оси устройства.
5 При дальнейшем повороте рукоятки 10 осуществляют окончательный зажим изделия с требуемым усилием. Рукоятка 10 останавливается настроенным уже упором 23, чем предотвращается
0 приложение избыточного усилия зажима к изделию.
После подвода горелки сварочной -установки к внутреннему диаметру разъема по линии полуторов включают привод сварочной установки и шестерня 26 приводит устройство во вращение. Производится сварка в автоматическом режиме торового изделия по его внутреннему диаметру.
Q Для закрепления торового изделия в положение для сварки по наружному диаметру изделие базируется на ту же опорную поверхность, но так, чтобы упоры 7 могли осуществить зажим по внутренней поверхности тора. Дгшее зажим изделия производится аналогично описанному.
Предлагаемое конструктивное выполнение устройства позволяет расширить его технологические возможности; обеспечивает возможность зажима тонкостенных кольцевых изделий в достаточно широком диапазоне диаметров как по внутренней, так и по наружной поверхности; исключает деформацию тонкостей5 ных кольцевых изделий при их зажиме.
Формула изобретения устройство для зажима кольцевых изделий преимущественно при сварке, содержащее смонтированное по оси кольцевого корпуса ведухчее зубчатое колесо с рукояткой для его поворота, взаимодействующее с ведомыми зубчатьми колесами, на оси которых закреплены поворотные рычаги: с зажимными упорами, отличающееся тем, что, с целью повышения производительности путем обеспечения зажима тонкостенных тороидальных изделий различных типоразмеров по наружной и внутренней поверхностям, на корпус смонтированы храповой сектор и шкала дпя определения усилия зажима изделия, рукоятка установлена на оси ведущего зубчатого колеса с возможностью поворота, подпружинена относительно него и снабжена фиксатором, взаимодействующим с храповым сектором корпуса, и указательной стрелкой шксшы, при этом зажимные упоры выполнены конусными с меньшим основанием конуса в сторону корпуса, а на корпусе и ведущем зубчатом колесе смонтированы упоры для ограничения поворота рукоятки.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
153164, кл. В 23 Q 3/06, 15.10.63.
2.Патент ФРГ 1913441, кл, 49 а 33/00, 22.02.73.
Ё-Б
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочно-разгрузочное устройство | 1985 |
|
SU1238917A1 |
| Установка для правки металлоконструкций | 1978 |
|
SU747567A1 |
| Устройство для автоматической сварки криволинейных швов | 1980 |
|
SU887103A1 |
| Механизм поперечных подач шлифовального станка | 1980 |
|
SU903094A1 |
| Устройство для сварки криволинейных замкнутых швов | 1987 |
|
SU1438943A1 |
| Устройство для изготовления витых чувствительных элементов | 1983 |
|
SU1125084A1 |
| Устройство для гибки обечаек из листовых заготовок | 1976 |
|
SU612732A1 |
| Фрикционный вариатор | 1985 |
|
SU1310557A1 |
| Привод подъемника | 1987 |
|
SU1590431A1 |
| Кантователь | 1986 |
|
SU1333517A1 |