ts3
со ю
Изобретение относится к автоматиагщи технологических процессов в ашиностроении и может быть использоано для загрузки технологического борудования штучными плоскими дета- 5 ями различной конфигурации.
Цель изобретения - расширение техологических возможностей и сокращение времени переналадки подающего стройства.О
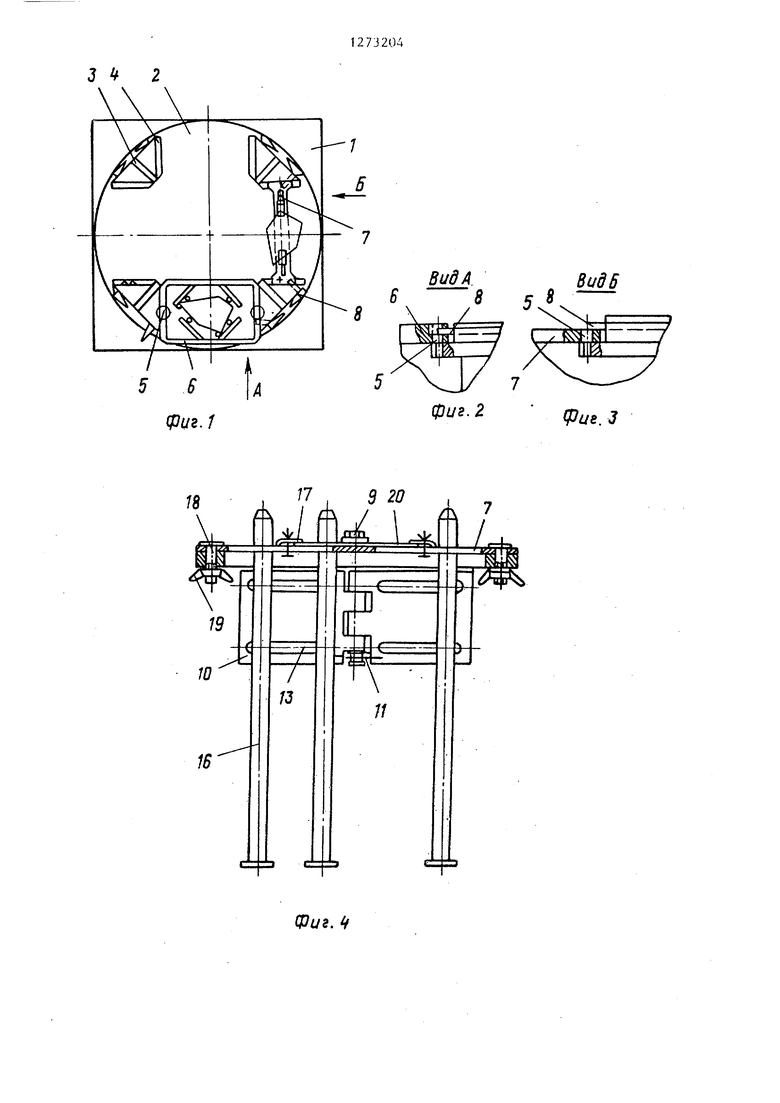
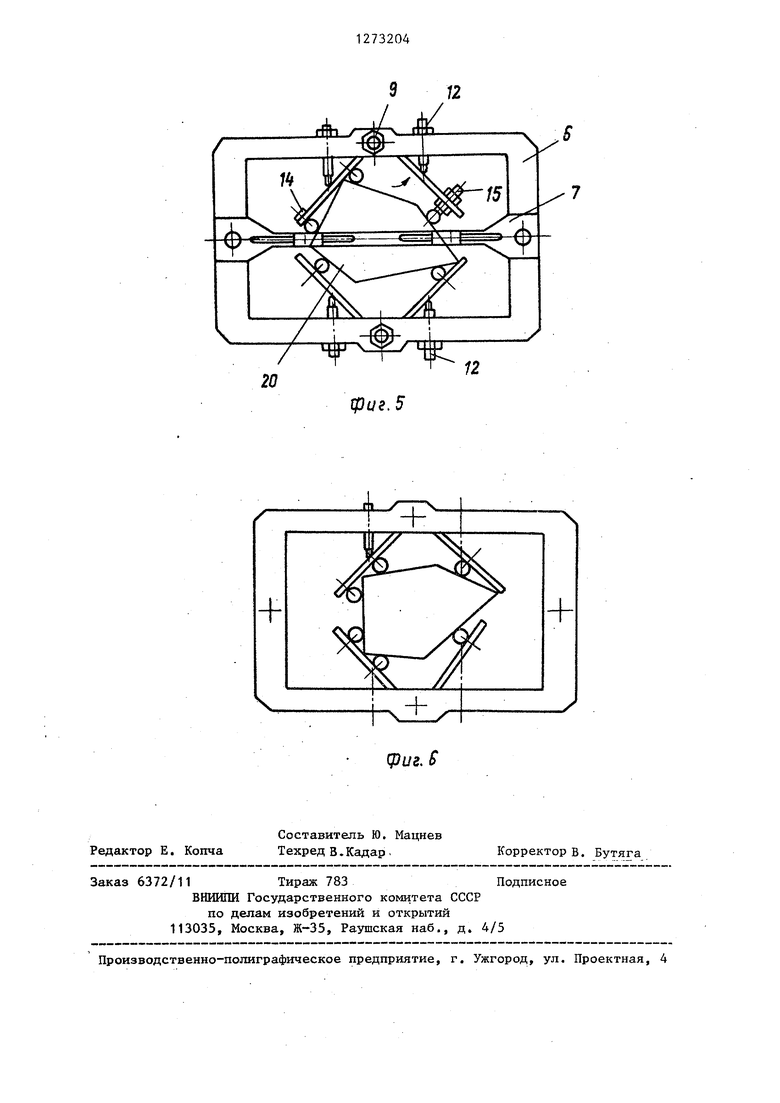
На фиг. 1 изображено подающее устройство; на фиг. 2 - вид А на фиг.1; на фиг. 3 - вид Б на фиг, 1; на фиг. 4 - кассета с закрепленным на ней трафаретом с деталью, разрез; 15 на фиг. 5 - кассета, вид сверху; на фиг. 6 - то же, при измененном положеНИИ детали.
Подающее устройство состоит из основания 1 и поворотной плиты 2. На 20 стойках 3 закреплены базовые планки 4 с пальцами 5, на которые установлены базовые рамки 6 кассеты или трафарет 7. Рамка 6 или трафарет 7 устанавливаются запирающим механизмом 8. 25
В базовой рамке 6 закреплены стержни 9 с установленными на них поворотными пластинами 10, которые посредством пружин 11 поджаты к регулируемым упорам 12.30
В поворотных пластинах 10 имеются пазы 13, в которых посредством винтов t4 или шпилек 15 зафиксированы в требуемом положении ориентирующе-удерживающие элементы 16.35
На трафарете 7 установлены с возможностью перемещения прижимы 17, которые фиксируют на нем деталь 20. Трафарет посредством пальцев 18 и гаек 19 закреплен на базовой рамке до 6 кассеты.
Подающее устройство работает следующим образом.
Производят наладку на обработку определенной детали, для чего инстру- 45 ментальную оснастку (например штамп) крепят на основном технологическом оборудовании (например на прессе).В позиции захвата детали на базовые планки 4 и пальцы 5 устанавливают 50 трафарет 7 и запирают запирающим механизмом 8. Разводят прижины 17.
В штамп в нужном положении вручную укладывают деталь 20, промышленным роботом в наладочном режиме забирают 55 деталь из штампа и переносят ее в зону захвата деталей (т.е. над трафаретом 7). Опускают деталь на трафарет и, удерживая ее схватом промьш ленного робота, фиксируют посредством прижимов 17 на трафарете. Схват отпускает деталь и выводится из зоны захвата.
Трафарет 7 с уложенной на него роботом и фиксированной прижимами 17 деталью снимают с пальцев 5 и базовы планок 4 загрузочного устройства и посредством пальцев 18 и гаек 19 закрепляют на базовой рамке 6 кассеты.
Посредством регулируемых упоров |12, винтов 14, шпилек 15 и пазов 13 устанавливают ориентирующе-удерживающие элементы 16 по контуру детали 2
Аналогично настраивают остальные кассеты.
После настройки кассет их загружают деталями, кассеты устанавливают (На базовые планки 4 и пальцы 5,запирают запирающим устройством 8 и подающее устройство без дополнительной наладки манипулятора готово к работе в автоматическом режиме.
При смене позиций с кассетами в процессе работы полоисение детали в позиции выборки остается стабильным в любой кассете.
Формула изобретения
Подающее устройство к промьшшенному роботу, содержащее основание, установленную на основании поворотну плиту с кассетным магазином, закрепленные на магазине базовые планки с фиксирующими пальцами, съемные кассеты, установленные на фиксирующих палцах базовых планок, отличающееся тем, что, с целью расширения технологических возможностей, оно снабжено съемным трафаретом с прижимом для заготовки, выполненным с возможностью установки на фиксирующие пальцы базовых планок магазина, а съемная кассета выполнена в виде базовой рамки с регулируемыми упорами. По крайней мере двух пар, установленных на рамке и шарнирно связанных между собой вертикальных стенок с пазами и ориентирующих элементов, установленных в пазах вертикальных стенок с возможностью перемещения и фиксации, при этом вертикальные стенки подпружинены к регулируемым ,упорам. цг.1 Вид А 5 фиг. 2 Видб 5 (рае. J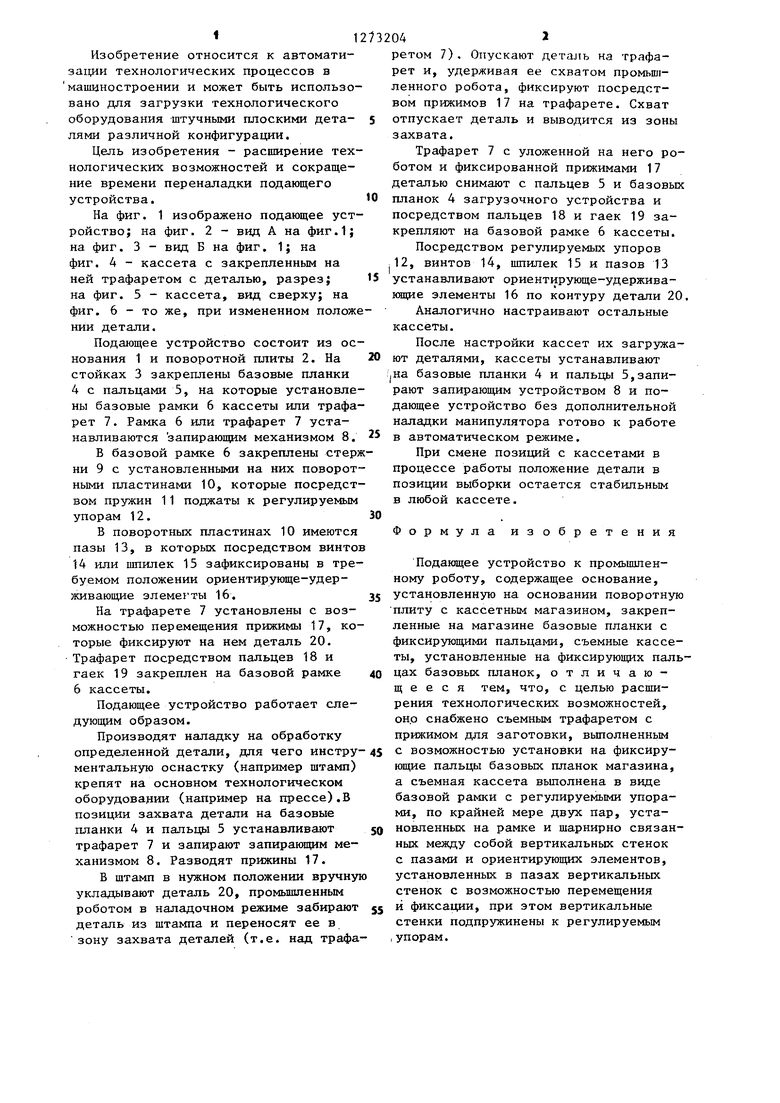
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1409384A1 |
| Групповой схват промышленного робота | 1988 |
|
SU1535714A1 |
| Гибкий производственный модуль | 1988 |
|
SU1593915A1 |
| Устройство для кассетирования плоских деталей | 1988 |
|
SU1618578A1 |
| Устройство для транспортирования и перегрузки деталей из кассет | 1985 |
|
SU1364443A1 |
| Зажимное устройство | 1983 |
|
SU1110589A1 |
| Автомат для присоединения и пайки выводных гребенок на подложки монтажных плат | 1991 |
|
SU1829131A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| Групповой схват промышленного робота | 1981 |
|
SU975389A1 |
| Загрузочное устройство | 1985 |
|
SU1301630A1 |
Изобретение относится к автоматизации технологических процессов в машиностроении и может быть использовано для загрузки технологического оборудования штучными плоскими деталями различной конфигурации. Целью изобретения является расширение технологических возможностей и сокращение времени переналадки подающего устустройства. Перед осуществлением работы штампа в автоматическом режиме осуществляют настройку положения деталей в кассете посредством трафарета. После настройки кассет их загружают деталями. Подающее устройство без дополнительной наладки манипулятора готово к работе в автоматическом режиме. 6 ил.
Фиг.
фиг. В
| Титов A.M., Федосов А.И | |||
| Автсэматизация холодноштамповочного производства на основе промышленных роботов | |||
| Обзорная информация | |||
| Минск, 1982, с | |||
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
