(54) СПОСОБ ЛЕНТОЧНОГО ШЛИФОВАНИЯ
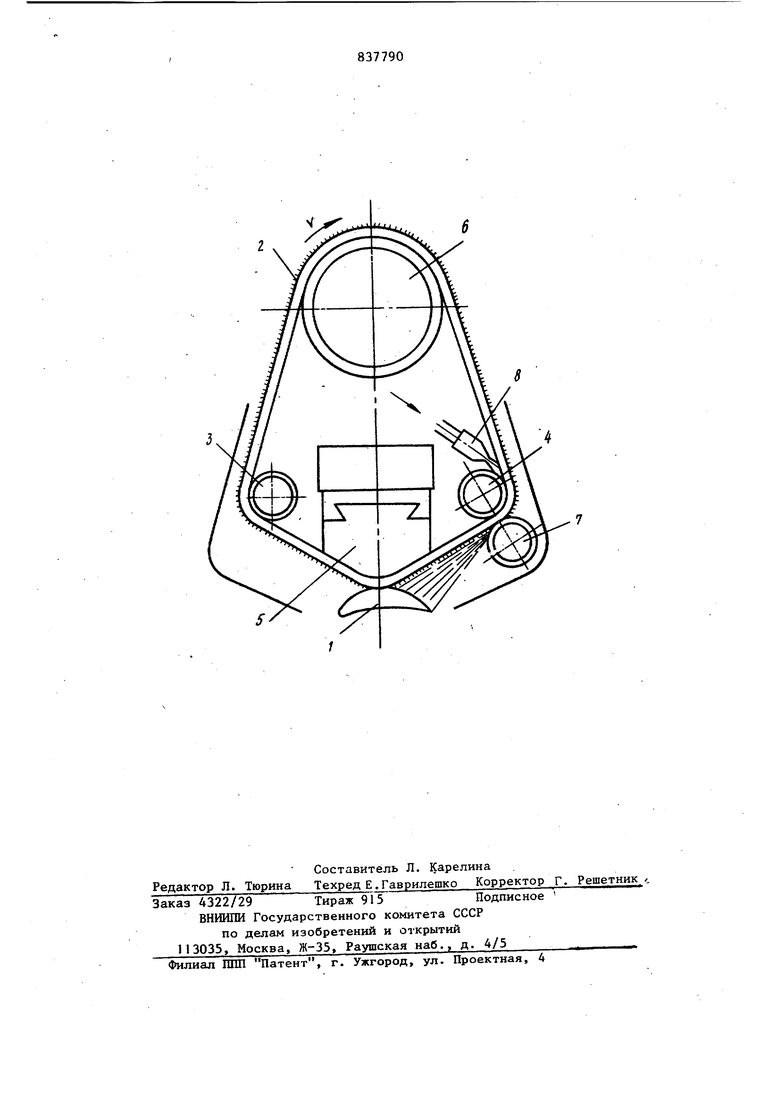
На чертеже схематически изображены элементы устройства в плоскости вращения абразивной ленты.
Деталь 1 шлифуют бесконечной абразивной лентой 2, которая огибает направляющие ролики 3 и 4, контактный элемент 5 и приводной шкив 6. Отличительной особенностью предлагаемого способа является то, что участок абразивной ленты 2 перед входом в зону обработки пропускают через два охватывающих ее ролика 4 и 7, а через патрубок 8 подают СОЖ между лентой и роликом 4, контактирующим с ее тыльной стороны в направлении движения. Абразивная лента 2 своей тыльной стороной захватывает СОЖ и увлекает ее на поверхность ролика 4. Под воздействием ролика 7 СОЖ, находящаяся между поверхностью ролика 4 и тыльной стороной абразивной ленты, выдавливается и попадает на вращаюг щиеся поверхности роликов 4 и 7. Под воздействием центробежных сил происходит ее дробление и туманообразный распьш с равномерным распределением капель жидкости в факеле попадает в зону обработки. Следует отметить, что. перемещающийся с больщой скоростью (равной скорости щлифования - 12-30 м/с), слой СОЖ вместе с поверхностью ролика 4 и тьшьной стороной абразивной ленты 2 находится под давлением, которое получается за счет натяжения абразивной ленты и усилия поджатия ролика 7 к ленте. Поэтому в момент выдавливания жидкости из-под ленты проявляется эффект дросселирования, в результате которого относительная температура распыленной туманообразной СОЖ снижается на , что способствует повьшению охлаждающей способности СОЖ. Более того, абразивная лента в этом случае интенсивно пропитывается СОЖ, что приводит к уменьшению работы трения, а вместе с .этим величины выделяемого теплового потока в зоне обработ ки, уменьшается величина сопротивления, воздействующего на натяжение ветвей. При этом уменьшается величина износа копира, так как в зод1е обработки продукты шлифования не смываются СОЖ и не увлекаются в зону обработки.
Таким образом, положительный эффект предлагаемого изобретения достигается как за счет пропитки абразивной ленты вне зоны обработки, так
и за счет подачи в зону обработки переохлажденного туманообразного распьша СОЖ.
Данный способ позволяет упростить устройства для получения туманообразного распыла СОЖ, повысить их надежность, так как при известном способе получения туманообразного распьша СОЖ (Применяют специальные форсунки, которые часто засоряются, требуют специальной настройки и надежной фильтрации. В связи с чем известный способ получения туманообразного распыла СОЖ. не нашел применения в производстве при обработке материалов.
Применение предлагаемого способа в ленточно-шлифовальных станках при обработке труднообрабатываемых материалов позволит получить ряд технико-экономических эффектов:
повысить производительность шлифования;
повысить стойкость абразивной ленты за счет уменьшения интенсивности ее засаливания;
повысить точность обработки за счет .снижения абразивного износа копира; исключить прижоги обрабатываемой поверхности.
Формула изобретения
Способ ленточного шлифования, при котором в процессе обработки деталь
и инструмент охлаждают СОЖ, отличающийся .тем, что, с целью повышения производительности и качества обработки, участок перед выходом в зону обработки пропускают через два
охватывающих ее с противоположных
сторон ролика, а СОЖ подают между лентой и роликом, контактирующим с ее тыльной стороной в направлении ее движения .
Источники информации,
принятые во внимание при экспертизе
1. Идзон М.Ф. Механическая обработка лопаток газотурбинных двигателей. М., 1963, с. 183-222.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования лентой | 1979 |
|
SU772782A1 |
| Ленточно-шлифовальное устройство | 1979 |
|
SU865623A2 |
| Ленточно-шлифовальное устройство | 1977 |
|
SU722737A1 |
| Ленточно-шлифовальный станок для обработки кромок пера лопаток | 1981 |
|
SU1004079A1 |
| Способ поперечных перемещений абразивной ленты | 1979 |
|
SU994223A2 |
| Ленточно-шлифовальное устройство | 1978 |
|
SU865622A2 |
| Устройство для ленточного шлифования | 1978 |
|
SU931401A2 |
| Ленточно-шлифовальное устройство | 1978 |
|
SU749644A1 |
| Ленточно-шлифовальное устройство | 1978 |
|
SU795900A2 |
| Ленточно-шлифовальный станок | 1976 |
|
SU623719A2 |