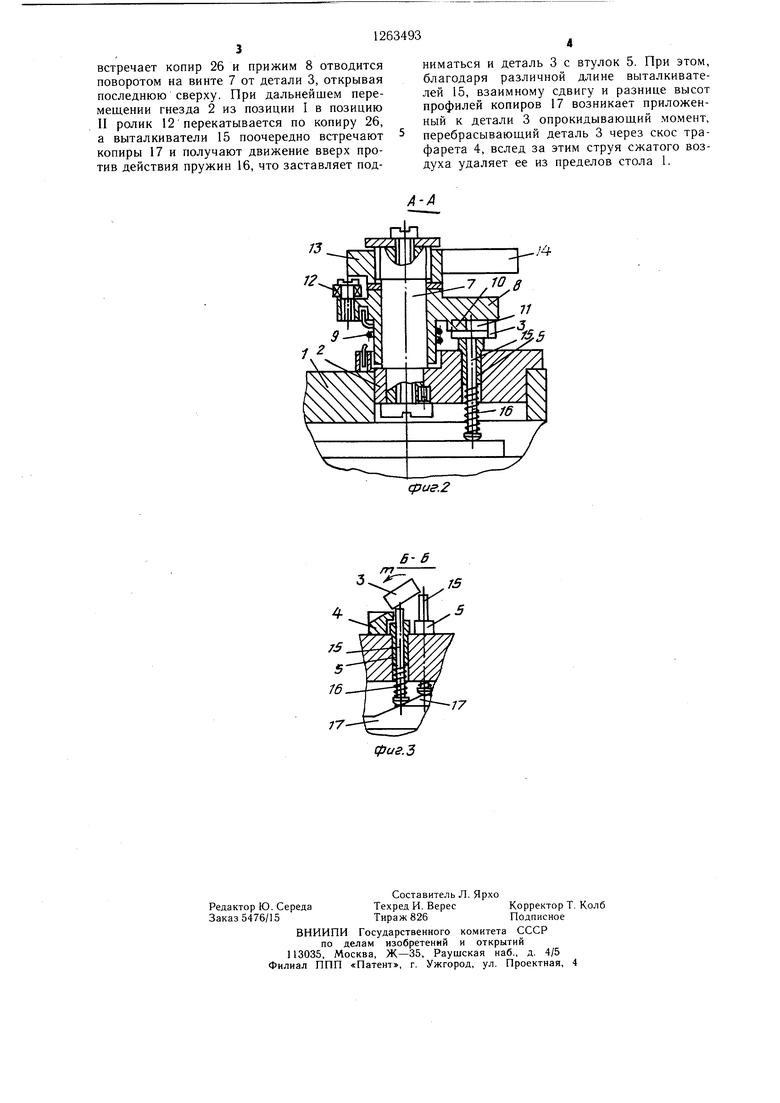
Изобретение относится к обработке материалов резанием, а именно к зажимным устройствам для поворотных столов автоматических многопозиционных агрегатных станов. Целью изобретения является упрощение конструкции нутем обеспечения процесса закрепления и раскрепления детали только на двух позициях агрегатного станка. На фиг. 1 схематически изображено устройство на трех позициях агрегатного станка, общий вид; на фиг. 2 - разрез А-А на фиг. 1; па фиг. 3 - разрез Б-Б на фиг. 1. Поворотный многопозиционный стол 1 несет в каждой своей позиции I, И, Ш и т.д. гнезда 2 для установки и закрепления обрабатываемых деталей 3. Каждое гнездо 2 имеет базирующие деталь 3 угловой трафарет 4 и втулки 5, а также ограничительные щтифты 6. На гнезде 2 неподвижно закреплена ось 7, на цилиндрической части которой смонтирован с возможностью поворота и небольшого вертикального перемещения вдоль оси Г-образный прижим 8. Между гнездом 2 и прижимом 8 установлена пружина 9, стремящаяся повернуть прижим 8 по часовой стрелке и одновременно приподнять его на оси 7. Рабочая часть прижима 8 имеет выступ 10 со скосом 11. На задней части прижима 8, выполненной в виде рычага, закреплен с возможностью вращения ролик 12. На резьбовой части оси 7 установлена гайка 13 с двуплечим коромыслом 14, взаимодействующая с прижимом 8. Во втулках 5 установлены выталкиватели 15, оттягиваемые пружинами 16 вниз и взаимодействующие с неподвижными разгрузочными копирами 17. Выталкиватели 15 имеют неодинаковую длину, а профили копиров 17 для разных выталкивателей 15 сдвинуты один относительно другого и имеют различные углы подъема и высоты. Устройство содержит также два пневмоцилиндра 18 зажима со щтоком 19, несушим ролики 20 и 21 разжима со штоком 22 и роликом 23, направляющие 24 зажима и 25 разжима и неподвижный копир 26. Оси щтоков 19 и 22 смещены относительно осей винтов 7. Устройство работает следующим обраКопиры 17 и 26 цилиндра 18 и 21 и направляющие 24 и 25 размещены на корпусе 27. Позиция II стола 1 является загрузочной. В этой позиции автоматический манипулятор (не показан) загружает гнездо 2 очередной деталью 3, укладывая ее между трафаретом 4 и штифтами 6 на верхние торцы втулок 5. При этом гайка 13 отпущена, а ролик 12 находится на копире 26, вследствие чего прижим 8 приподнят пружиной 9 в верхнее положение и отвернут против ее действия в направлении, противоположном часовой стрелке, освобождая проход загружаемой детали 3. Выталкиватели 15 в позиции II находятся в нижнем положении и с подъемом профилей копиров 17 не взаимодействуют, контактируя с плоскими участками последних. После загрузки детали 3 стол 1 получает делительный поворот по стрелке С и гнездо 2 перемещается из позиции II в позицию III. В процессе этого перемещения ролик 12 прижима 8 сходит с неподвижного копира 26, что позволяет пружине 9 повернуть прижим 8 по часовой стрелке, в результате чего выступ 10 прижима 8 своим скосом 11 досылает деталь 3 до упора в угол базового трафарета 4, обеспечивая точное базирование детали 3 в горизонтальной плоскости. После остановки стола 1 получает команду на перемещение щток 19 пневмоцилиндра 18 зажима детали 3. При перемещении штока 19 его ролик 20 вступает в контакт с плоскостью левого плеча коромысла 14 и, воздействуя на него, заставляет поворачиваться по часовой стрелке и затягиваться гайку 13. Во время затяжки гайки 13 ролик 20 взаимодействует с направляющей 24, которая воспринимает нормальную реакцию от рабочего усилия перемещения штока 19 (за счет поперечных люфтов в направлении щтока 19 в цилиндре 18). Гайка 13 осуществляет против действия пружины 9 опускание прижима 8 вниз и закрепление детали 3 при поддержании ее базирования скосом 11 по трафарету 4. По мере поворота коромысла 14 происходит увеличение крутящего момента затяжки гайки 13 и усиление зажима при одном и том же рабочем усилии пневмоцилиндра 18 путем увеличения составляющей этого усилия, осуществляющей затяжку, и плеча на котором эта составляющая приложена. Наибольщего значения усилие затяжки гайки 13 и, следовательно, усилие закрепления детали 3 достигает в конце поворота коромысла 14. Вслед за окончанием затяжки гайки 13 и закреплением детали 3, шток 19 получает обратное перемещение в исходное положение, причем благодаря самотормозящему характеру сопряжения гайки 13 и винта 7 закрепление детали 3 поддерживается и после отхода ролика 20 от коромысла 14. Закрепленная в гнезде 2 деталь 3 дальнейшими поворотами стола 1 из позиции III зажима в направлении стрелки С перемещается на позиции обработки, после окончания которой приходит в позицию 1 разжима. В этой позиции пневмоцилиндр 21 штоком 22 воздействует с помощью ролика 23, перекатывающегося по направляющей 25, на правое плечо коромысла 14, осуществляя отпускание гайки 13, аналогично описанному зажиму, и освобождая деталь 3 с помощью пружины 9. В -начале последующего перемещения гнезда 2 из позиции I в позицию II ролик 12 прижима 8
встречает копир 26 и прижим 8 отводится поворотом на винте 7 от детали 3, открывая последнюю сверху. При дальнейшем перемещении гнезда 2 из позиции I в позицию II ролик 12 перекатывается по копиру 26, а выталкиватели 15 поочередно встречают копиры 17 и получают движение вверх против действия пружин 16, что заставляет подниматься и деталь 3 с втулок 5. При этом, благодаря различной длине выталкивателей 15, взаимному сдвигу и разнице высот профилей копиров 17 возникает приложенный к детали 3 опрокидывающий момент, перебрасывающий деталь 3 через скос трафарета 4, вслед за этим струя сжатого воздуха удаляет ее из пределов стола 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
| Приспособление для непрерывного фрезерования деталей | 1990 |
|
SU1787709A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ УСТАНОВКИ ДЕТАЛЕЙ | 1971 |
|
SU312733A1 |
| Автомат для двухсторонней обработки деталей | 1979 |
|
SU1020187A1 |
| Устройство для дублирования резиновых деталей | 1971 |
|
SU462734A1 |
| Устройство для обработки плоских деталей | 1987 |
|
SU1526873A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СЛЮДЯНЫХ КОНДЕНСАТОРОВ | 1970 |
|
SU266957A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ПЕТСЛЬ ИЗ ПРОВОЛОКИ | 1971 |
|
SU419284A1 |
| Поворотно-делительный стол | 1984 |
|
SU1227422A2 |
1. УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ, содержащее корпус, поворотный Г-образный прижим и механизм управления прижимом с пневмоприводом, отличающееся тем, что, с целью упрощения конструкции устройства при использовании его на поворотном столе агрегатного станка, механизм управления прижимом выполнен в виде оси и размещенного на ее резьбовой части двуплечего коромысла с I aйкoй, а пневмопривод - в виде установленных на корпусе двух пневмоцилиндров, штоки которых предназначены для взаимодействия с плечами коромысла, при этом Г-образный прижим выполнен подпружиненным в двух взаимно перпендикулярных направлениях и снабжен рычагом, предназначенным для взаимодействия с введенным в устройство и размещенным на корпусе неподвижным копиром. 2. Устройство по п. 1, отличающееся тем, что, с целью автоматизации удаления деталей, устройство снабжено разновысотными подпружиненными выталкивателями, а также установленными на корпусе и предназначенными для взаимодействия с выталкивателями разгрузочными копирами, профили которых выполнены со сдвигом один (Л относительно другого и различными по высоте и углу подъема. 24N9 О со 4 СО СО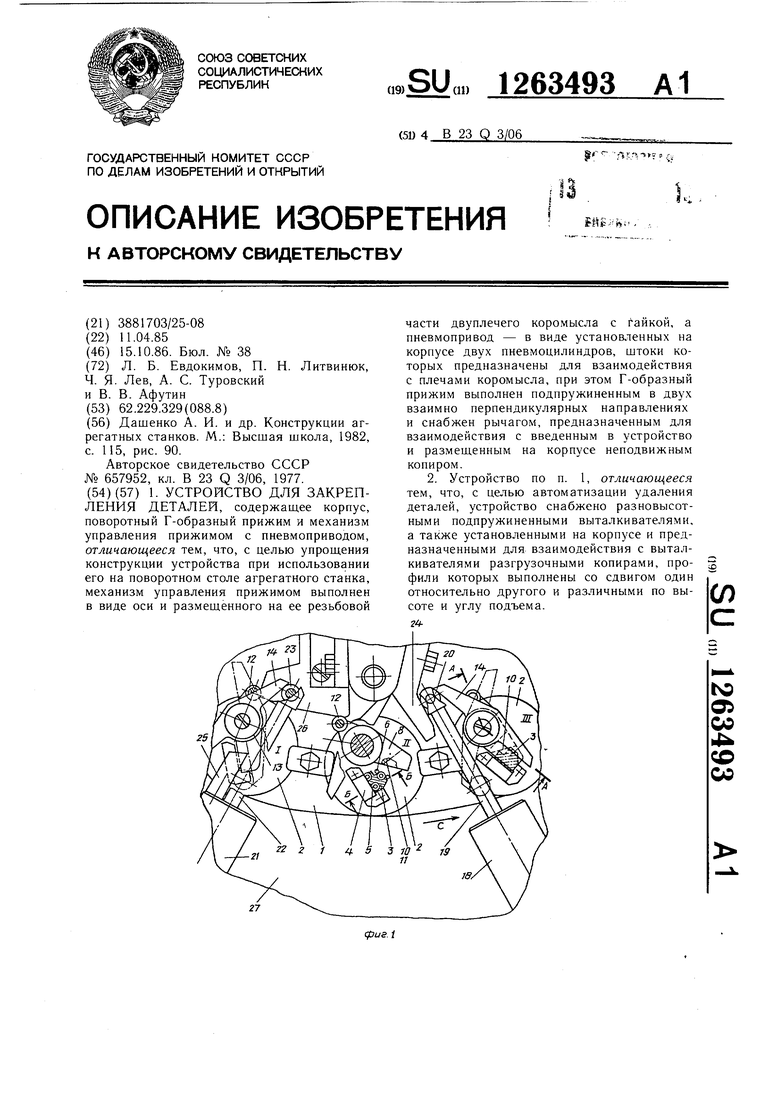
| Дашенко А | |||
| И | |||
| и др | |||
| Конструкции агрегатных станков | |||
| М.: Высшая школа, 1982, с | |||
| Ударно-долбежная врубовая машина | 1921 |
|
SU115A1 |
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| Устройство для зажима деталей | 1977 |
|
SU657952A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
