Изобретение относи ся к обработке Материалов резанием, а именно к уни- .ерсально-наладочным приспособлени- м для механической обработки детале а станках с ЧПУ, работающих в соста- е гибких производственных систем. j Целью изобретения является сокра- щение времени переналадки устройства для обработки другой номенклатуры де фалей.
;. На фиг, 1 изображено устройство, фбщий вид в плане; на фиг. 2 - разрез А-А на фиг„1; на фиг. 3 - разрез 13-Б на фиг.1; на фиг, 4 - базирующий :шемент в исходном положении; на оиг, 5 - то же, при сжатом пакете пружин; на фиг, 6 - то же-, перед его перемещением относительно стенок Т- (рбразного паза плиты; на фиг, 7 - (|;хема перемещения базирующего элемен fa вдоль стенок Т-образного паза пли уы; на фиг, 8 - базирующий элемент к рабочем положении; на фиг. 9 - pas lies В-В на фиг,5; на фиг, 10, - раз- рез Г-Г на фиг«6,
В верхних плоскопараллельных пря- ноугольиьпс частях 1 -и 2 размещены Фазирутощие элементы 3-5, предназна генные для базирования обрабатыв.ае- Мой детали 6, размеры которой заданы И координатах XqOf, in , Перемещение исполнительного эле- йента станка с ЧПУ (не показаны) за- Дано координаты ,
Верхние 1 и 2 и нижние 7 и 8 плос 11:опараллельные прямоугольные части : акрепляются с возможностью относи- фельного смещения на основании 9 с йомощью крепежных элементов О и об- разуют плиту с Т-образными -пазами П
Между базирующими элементами 3и стенками Т-образного 1 1 всегда имеются гарантированные зазоры И и Ъ.
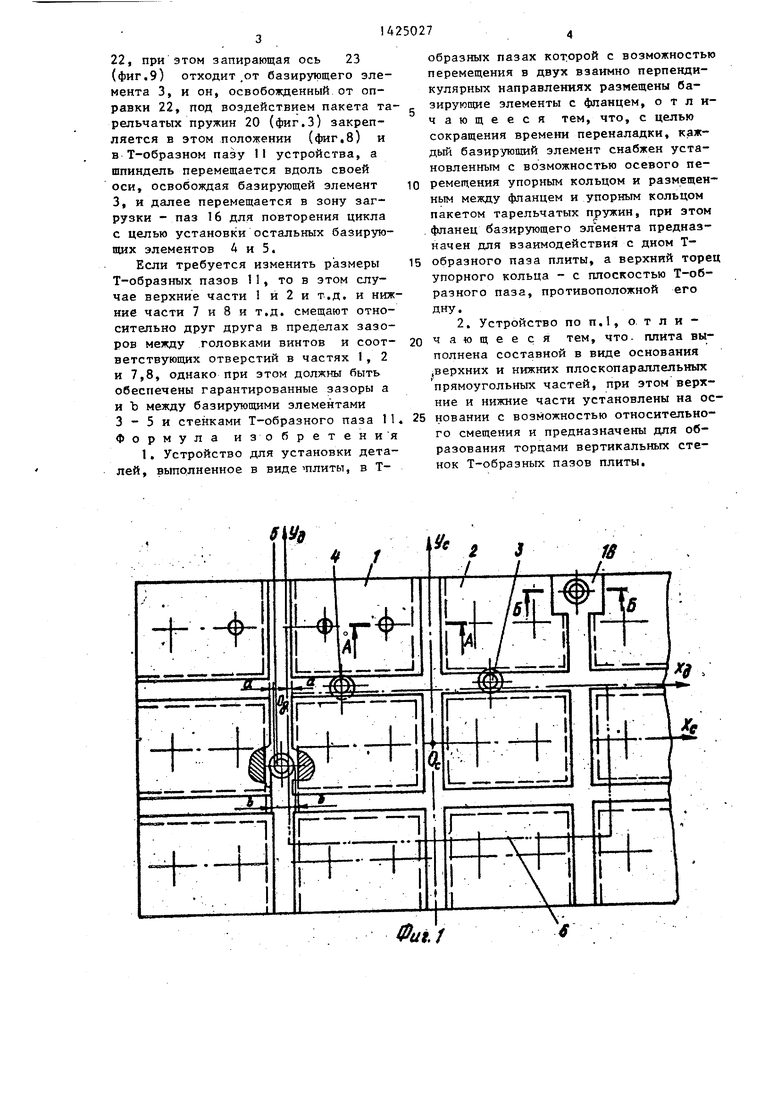
Верхняя плоскость 12 плиты предназначена для размещения детали 6, ;J нижняя плоскость 13 - для установки .на столе станка с ЧПУ (не показан). Торцы 14 верхних 1 и 2 и ниж- них 7 и 8 плоскопараллельгеых прямоугольных частей образуют вертикальные стенки T-ofijiasHoro паза 11-, а верхняя плоскость основания 9-- его дно 15, Паз 16 является исходнт)1м по йоложениям для элементов 3-5,
.На нижней части 17 каждого базирующего элемента 3-5 размещены стопорное кольцо 8, упорное колЫто 19
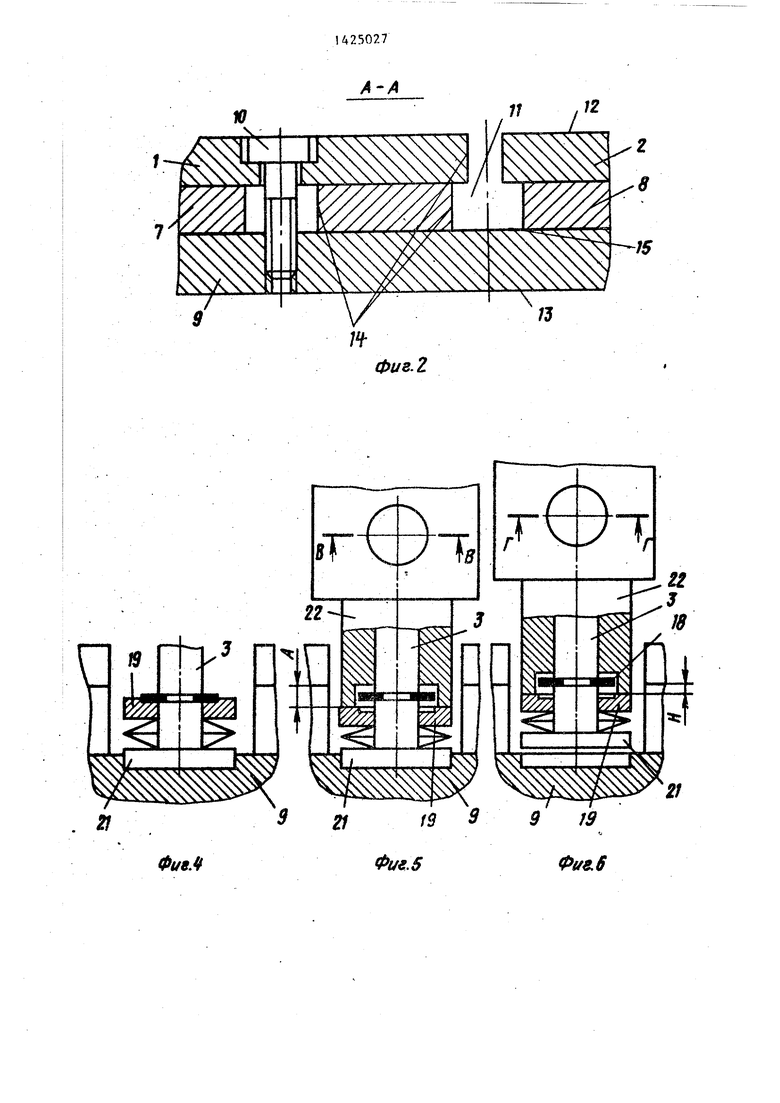
и пакет тарельч атых пружин 20. Пакет тарельчатых пружин 20 размещен между упорным кольцом и .фланцем 21 каждого базирующего элемента 3-5. Оправка 22 предназначена для перемещения ба- зирующих элементов 3-5, Базирующие элементы 3-5 фиксируются в оправке 22 посредством запирающей оси 23 со скосом С.
Устройство работает следующим образом. ,
В исходном положении в щпинделе станка с ЧПУ находится, например,гид рофидированная оправка 22. Кроме того, в исходной позиции находится собранный базирующий элемент, например элемент 3, имеющий пакет тарельчатых пружин 20, упорное кольцо 19 и стопоное кольцо 18, По заданной программе щпиндель станка перемещается в позицию загрузки - к пазу 16, затем по программе в полость гидроцилиндра оправки 22 подается жидкость, которая перемещает запирающую ось 23 (фиг,5) в направлении от оси щпинделя, освобождая посадочное отверстие опрак- ки 22 для входа базирующего элемента 3, Шпиндель с оправкой 22 перемещается вдоль оси щпинделя в направлении базирующего элемента 3, нажимая торцем оправки 22 на упорное кольцо 18 (фиг,5), которое, в свою очередь, сжимает пакет тарельчатьк пружин 20 на некотор-ую величину А от средней плоскости Т-образного паза 11, Далее по программе снимается давление жидкости в гидроцилиндре оправки 22, и запирающая ось 23 под усилием тарельчатых пружин 20 смещается в сторону базирующего элемента 3, заклинивая его с помощью скоса С по соответствующей ответной поверхности, расположенной на базирующем элементе 3, В таком положении щпин- депь с базирующим элементом 3 перемещается вдоль своей оси в направлении, противоположном от нижней плоскости - дна 15 Т-образного паза 11, сохраняя некоторьй гарантированный зазор Н между средней плоскостью Т-образного паза II и упорным кольцом 9 (фиг.б), и далее по программе перемещается вдоль Т-образных пазов 11 в рабочее положение, необходимое, для базирования детали 6 и формирования координатной систеь Ы детали 6 ,- Натем снова подается жил.кость в гидросистему оправки
22, при этом запирающая ось 23 (фиг.9) отходит ,от базирующего элемента 3, и он, освобожденный от оправки 22, под воздействием пакета тарельчатых пружин 20 (фиг.З) закрепляется в этом положении (фиг,8) и в Т-образном пазу II устройства, а шпиндель перемещается вдоль своей оси, освобождая базирующей злемент 3, и далее перемещается в зону загрузки - паз 16 для повторения цикла с целью установки остальных базирующих элементов 4 и 5.
Если требуется изменить размеры Т-образных пазов 11, то в этом случае верхние части 1 и 2 и т.д. и нижние части 7 и 8 и т.д. смещают относительно друг друга в пределах зазоров между головками винтов и соответствующих отверстий в частях 1, 2 и 7,8, однако при этом должны быть обеспечены гарантированные зазоры а и Ъ между базирующими элементами 3 - 5 и стенками Т-образного паза 1U Формула изобретени я
1. Устройство для установки деталей, выполненное в виде шлиты, в Тобразных пазах которой с возможностью перемещения в двух взаимно перпендикулярных направлениях размещены базирующие элементы с фланцем, отличающееся тем, что, с целью сокращения времени переналадки, каждый базирующий элемент снабжен установленным с возможностью осевого перемещения упорным кольцом и размещен- нь1м между фланцем и упорным кольцом пакетом тарельчатых пружин, при этом фланец базирующего элемента предназначен для взаимодействия с дном Тобразного паза плиты, а верхний торец упорного кольца - с плоскостью Т-образного паза, противоположной его дну.
2. Устройство по П.1, о т л и чающееся тем, что. плИта выполнена составной в виде основания (Верхних и нижних плоскопараллельных прямоугольных частей, при этом верхние и нижние части установлены на основании с возможностью относительного смещения и предназначены для образования торцами вертикальных стенок Т-образных пазов плиты.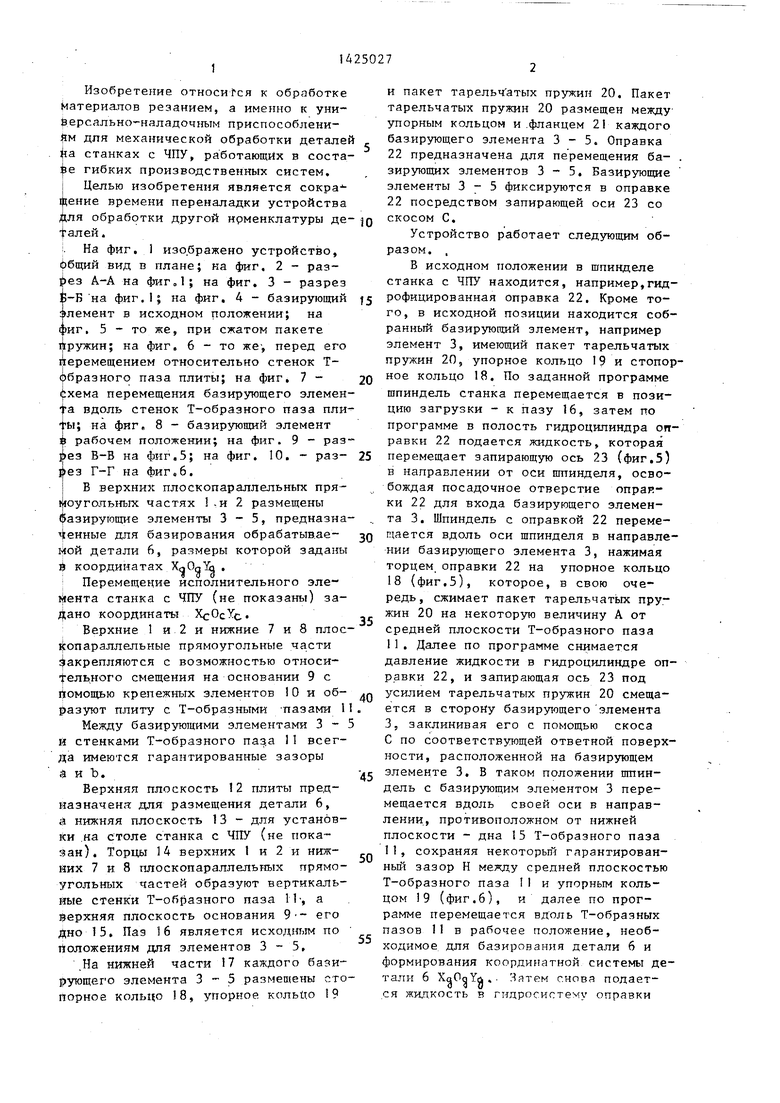
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки детали | 1989 |
|
SU1689015A1 |
| Держатель | 1989 |
|
SU1703296A1 |
| Стенд для испытания шпиндельной бабки | 1985 |
|
SU1266679A1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Станок для суперфиниширования | 1976 |
|
SU722742A1 |
| Устройство для закрепления детали на столе металлорежущего станка | 1987 |
|
SU1662801A1 |
| Устройство для механизированного крепления инструмента | 1980 |
|
SU891259A2 |
| Инструментальная головка | 1986 |
|
SU1323246A1 |
| Продольный фрезерно-расточный станок | 1983 |
|
SU1135594A1 |
Изобретение относится к обработ- .ке материалов резанием, а именно к универсально-наладочным приспособлениям для механической обработки деталей на станках с ЧПУ, работающих в составе гибких производственных систем. Изобретение позволяет сократить время переналадки устройства для обработки другой номенклатуры деталей. На базирующем элементе 3 в его нижней части 17 размещены стопорное кольцо 18, упорное кольцо 19 и пакет тарельчатых пружин 20, Пакет тарельчатых пружин 20 размещен между упорным кольцом 19 и фланцем 21 баБ зирующего элемента 3. Плита вьтолне- на в виде набора плоскопараллельных прямоугольных верхних 2 и нижних 7,8 частей, установленных на основании 9 с возможностью относительного смещения с целью образования своими торцами 14 стенок Т-образных пазов. Закрепленная в шпинделе станка с ЧПУ гидрофицированная оправка подходит к базирующему элементу 3, при этом базирующий элемент входит вовнутрь отверстия оправки, а она своим торцом сжимает пакет тарельчатых пружин 20, воздействуя на него через упорное кольцо 19. Это положение базирующего элемента 3 относительно оправки фиксируется, после чего оправка по программе перемещается в требуемое положение, перемещая элемент 3 вдоль Т-образных пазов, В этом положении происходит расфиксация базирующего элемента 3 и он посредством пакета тарельчатых пружин 20 фиксируется в Т-образном пазу плиты. 1 з.п. ф-лы, 10 ид. Б П (Л 1C ел 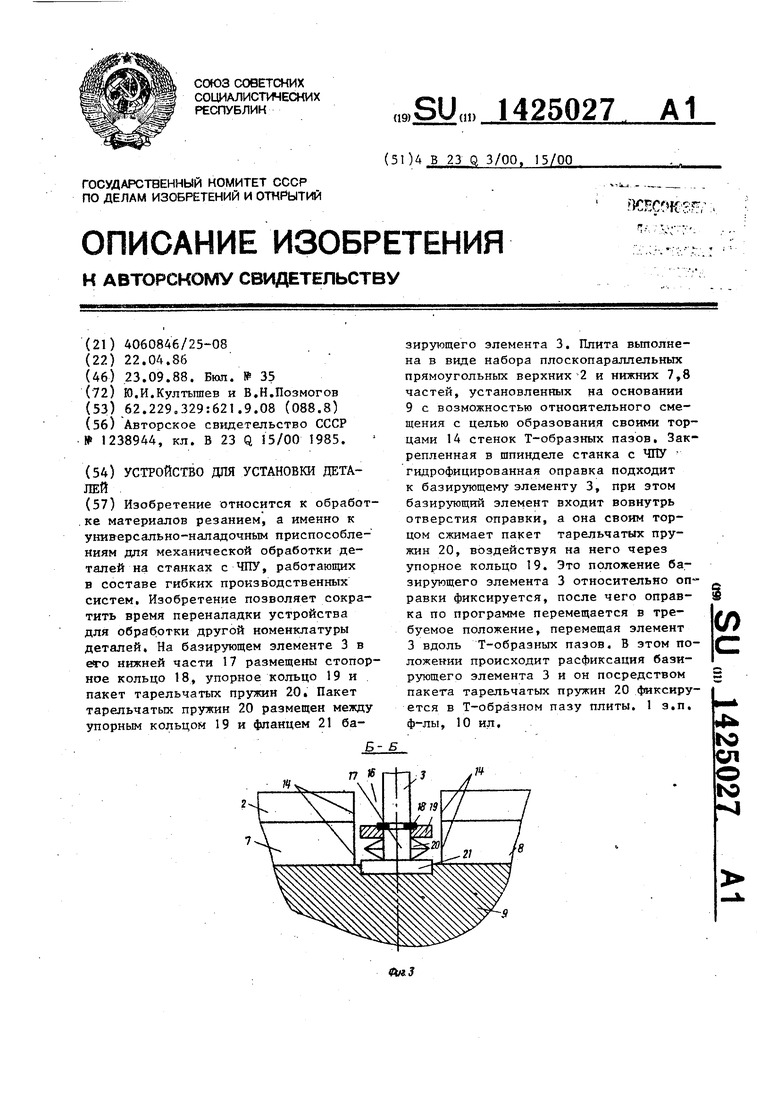
IS
Фа 1
21
Фи9Л
Фиг.7
В-В повернуто
J8 19 //
Фие.8
Г - Г повернуто
23
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
