Изобретение относится к обработке материалов резанием, а именно к устройствам для закрепления деталей на металлорежущих станках, в том числе и с ЧПУ,
Цель изобретения - повышение надежности работы.
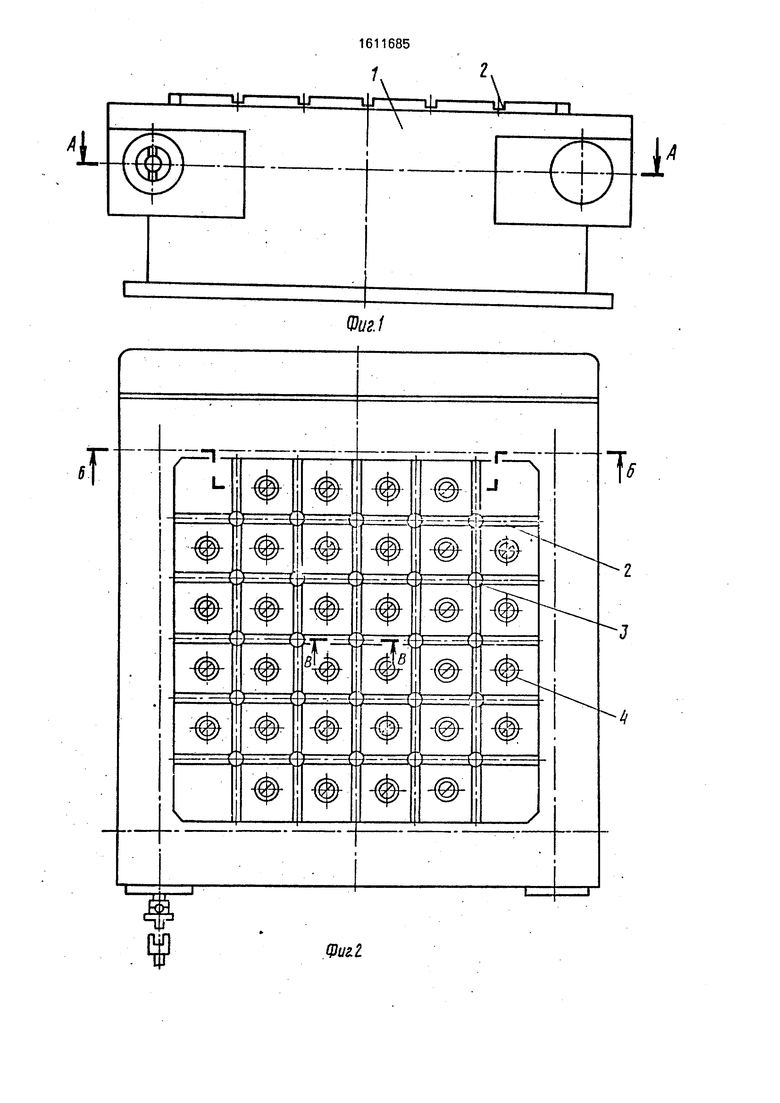
На фиг.1 изображен стол, вид спереди; на фиг.2 - то же, вид сверху; на фиг.З - разрез А-А на фиг.1; на фиг.4 - разрез Б-Б на фиг.2; на фиг.5 - разрез В -В на фиг.2.
Стол содержит базовую плиту 1 с сетками установочно-крепежных пазов 2, отверстий 3 и сеткой отверстий 4. Внутри отверстий 4 размещены штоки,- состоящие из жестко связанных между собой верхней 5 и нижней 6 частей, которые подпружинены относительно зажимной плиты 7 с помощью дополнительных пружин 8 малой жесткости и рабочих пружин 9 большей жесткости. На верхней части 5 штоков выполнены присоединительные резьбовые отверстия для прижимов (не показаны), которые в нерабочем состоянии заглушены пробками 10. Нижние части 6 штоков установлены с возможностью продольного перемещения на шпонке 11 в отверстиях зажимной плиты 7. Зажимная плита 7 размещена внутри полости базовой плиты 1 и опирается на четыре ходовых винта 12. являющихся выходными валами червячных редукторов 13, смонтированных в окнах базовой плиты 1. Входные валы 14 червячных редукторов 13 механически связаны между собой и с муфтой 15 для подключения к приводу 16 посредством муфт 17, конических колес 18 и 19 и вала 20. Базовая плита 1 имеет дополнительную опору 21. которая установлена внутри базовой плиты 1 с зазором относительно зажимной плиты 7. На каждом штоке, состоящем из частей 5 и 6. выполнены верхний 22 и нижний 23 упоры, между которыми и зажимной плитой 7 размещены соответственно дополнительная 8 и рабочая 9 пружины.
Универсально-наладочный стол работает следующим образом.
На базовую плиту 1 устанавливают обрабатываемую деталь (детали) (не показана), используя для этого сетки установочно- крепежных пазов 2 и отверстий 3. В требуе- мых местах базовой плиты 1 устанавливают прижимы, которые крепят к верхним частям
5 штоков с помощью резьбовых отверстий, предварительно вывернув оттуда пробки 10-. При вращении муфты 15 от привода 16 за счет муфт 17, конических колес 18 и 19, вала 20 и червячных редукторов 13 получают
синхронное вращение ходовые винты 12, которые перемещают зажимную плиту 7 вниз. Зажимная плита 7 воздействует через пружины большой жесткости 9 на обе части 5 и 6 штоков и перемещает их вниз.
При упоре прижима в зажимаемую деталь происходит останов связанных между собой частей штоков 5 и 6, что при да льней- шем перемещении вниз зажимной плиты 7 приводит к сжатию пружин 9 большой жесткости и увеличению усилия зажима. Выбор усилия зажима определяется настройкой моментной муфты (не показаны) привода 16. На задействованные в наладке части штоков 5 и 6 свободно перемещаются вниз вместе с зажимной плитой 7.
Разжим обрабатываемой детали (деталей) производится в обратной последовательности.
Формула изобретения
Универсально-наладочный стол, содержащий базовую плиту, в отверстиях которой размещены штоки с рабочими пружинами, отличающийся тем. что. с целью
повышения надежности работы, в базовой плите выполнена, полость, в которой установлена с возможностью перемещения введенная в устройство зажимная плита с отверстиями, предназначенными для размещения штоков, каждый из которых снабжен дополнительной пружиной и имеет верхний и нижний упоры, при этом каждая рабочая пружина установлена между зажимной плитой и нижним упором, а каждая
дополнительная пружина - между зажимной плитой и верхним упором, причем жесткость дополнительных пружин меньше жесткости рабочих пружин.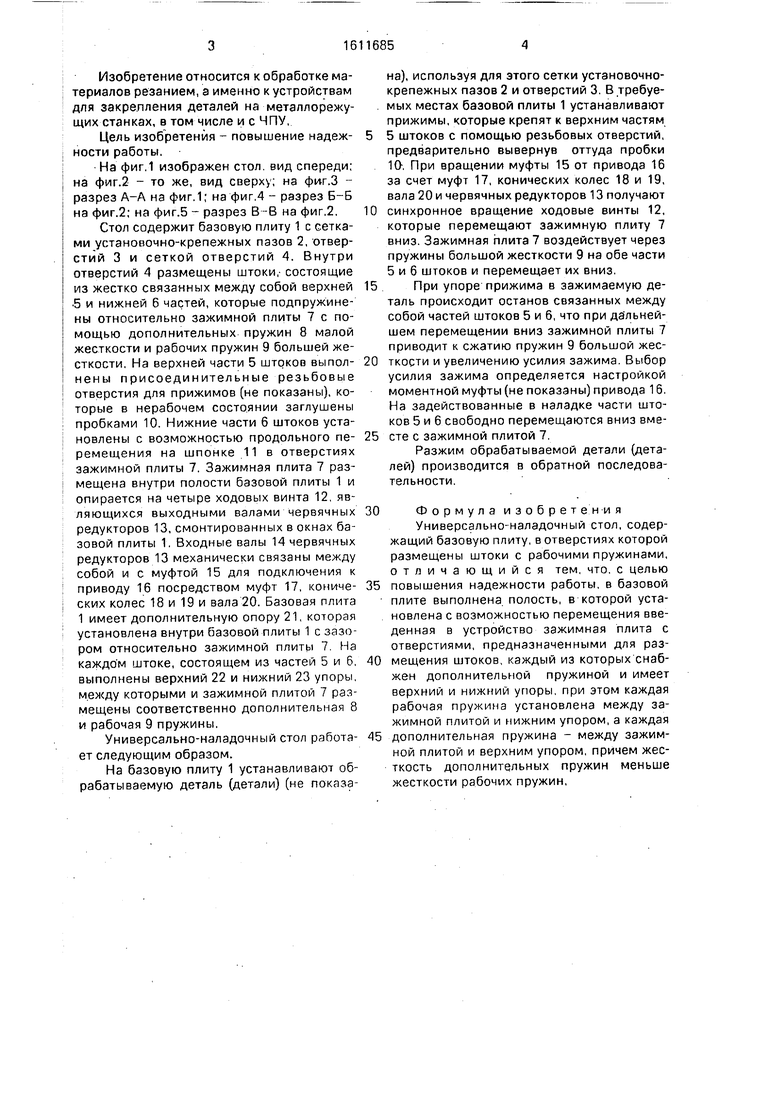
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсально-наладочный гидравлический стол | 1987 |
|
SU1484561A1 |
| Станок для заварки стеклозаготовок | 1979 |
|
SU870362A1 |
| Универсально-наладочный гидравлический стол | 1979 |
|
SU772799A1 |
| Стенд для слесарно-доводочных работ | 1989 |
|
SU1660804A1 |
| ПОРТАТИВНЫЙ МНОГОФУНКЦИОНАЛЬНЫЙ СТАНОК | 2003 |
|
RU2264903C2 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| СТРОГАЛЬНО-ПИЛЬНЫЙ СТАНОК | 1992 |
|
RU2050263C1 |
| Способ автоматизированного монтажа сменного пакета штампа в прессе и устройство для его осуществления | 1986 |
|
SU1423232A1 |
| Устройство для вырубки из листа заготовок,расположенных в шахматном порядке | 1979 |
|
SU839123A1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
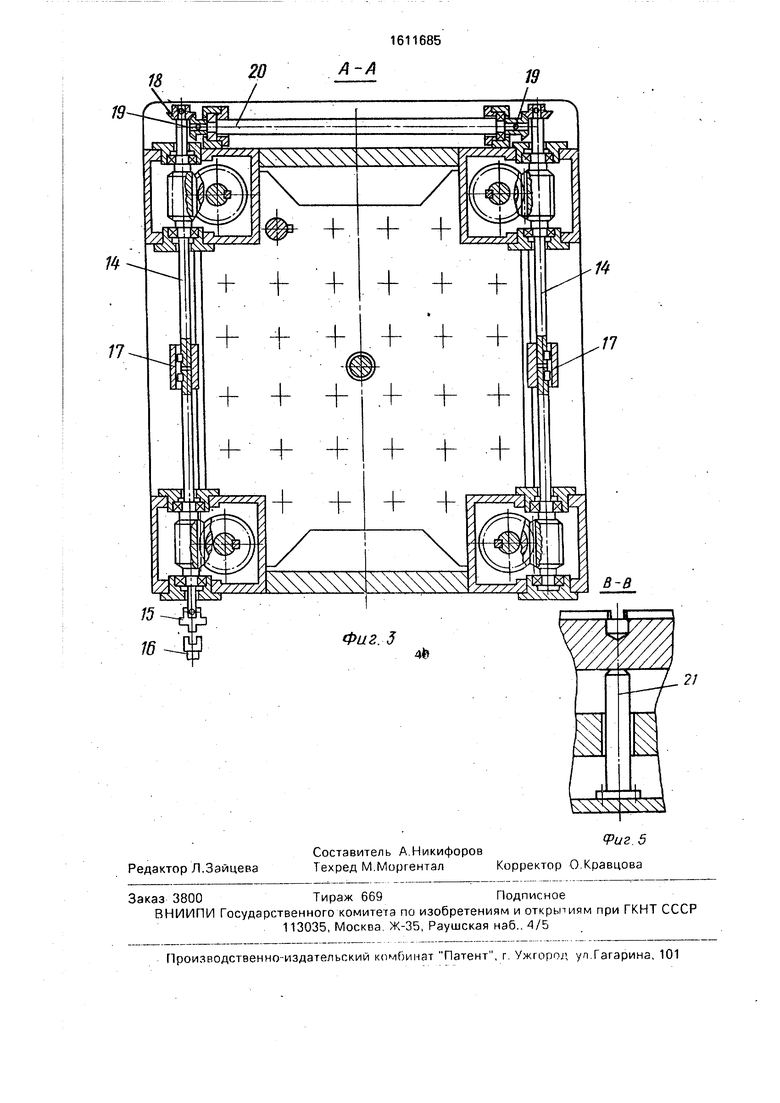
Изобретение относится к обработке материалов резанием, а именно к устройствам для закрепления деталей на металлорежущих станках, в том числе и с ЧПУ, и позволяет повысить надежность в работе. Универсально-наладочный стол содержит базовую плиту 1 с сетками установочно-крепежных пазов и сеткой отверстий, внутри которых размещены жестко связанные между собой верхние 5 и нижние 6 части штоков с гнездами в верхней части 5 для присоединения прижимов. Части штоков подпружинены дополнительными пружинами 8 малой жесткости и рабочими пружинами 9 большой жесткости относительно зажимной плиты 7, которая размещена внутри базовой плиты 1 параллельно ей и опирается на четыре ходовых винта 12, являющихся выходными валами червячных редукторов 13, кинематически связанных между собой и с муфтой для подключения к приводу зажима. На каждом штоке, состоящем из частей 5 и 6, выполнены верхний 22 и нижний 23 упоры, между которыми и зажимной плитой 7 размещены соответственно дополнительная 8 и рабочая 9 пружины. При подключении привода зажима получают синхронное вращение ходовые винты 12, которые перемещают зажимную плиту 7 вниз. Зажимная плита 7 воздействует через пружины 9 большой жесткости на обе части 5 и 6 штоков и осуществляет прижим обрабатываемой детали к базовой плите 1. Разжим обрабатываемой детали производится в обратной последовательности. 5 ил.
гГ
А-А
79-С
+ + 1 + + +
I + + + + + Т
+ +
+ +
Фиг. 3
+ + . + + +
+ + ш.
+ 4-4
+ +
| Стол для закрепления деталей | 1975 |
|
SU630050A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
