Изобретение относится к стекольной промышленности и может быть нспольаобано на заводах технического стекла в процессах, связанных с обработкой кро мок, например автомобильных стекол. Известно устройство цля обработки плоского стекла, содержащее станину со стойкой, прямоугольные рычаги, вращагощиеся рациально б по отношению к оси вращения и соединенные , со стойкой, вращающиеся валы, расположенные вертикаль но к станине, гшевмодиски, и, по крайней мере, один шаблон, который смонтирован на середине каждого вала перпендикулярно ему. Каждый вал устройства имеет свой привод l. . Недостатками устройства являются его конструктивная сложность и практическая невозможность обработки на нем стекол различной конфигурации, обусловленная необходимостью строгого регулирова,ния скорости вращения шаблона со стек--, лом и шлифующего механизма, так как средств регулирования данное устройство не содержит. Известно также устройство для шлифовки листового стекла, содержащее вращаемый от привода шаблон с листом стекла и шлифующие средства. Скорость вращения листа регулируют установкой пос; тоянной составляющей тангенциальной скорости между инструментом и краем листа путем измерения любого отклонения от определенного значения линейной скорости края шаблона и, в соответствии с этим, регулирования скорости вращения листа стекла 2J. Однако подобное регулирование скорости вращения листа стекла при обработке не является эффективным, так как из-за неицентичности поступающих на обработку стекол одной и tou же конфигурации или смещения стекла при установке относительно базирующих устройств часто имеет место неодинаковый съем припуска на различных участках, что приводит к отклонению режимов шлифования от
ацанных, а это, -в свою очереоь, вызыает ухудшение качества обработки, быстый износ инструмента и, в конечном итое, появление брака из;-за неполного съема рипуска на некоторых участках.
Цель изобретения - повышение качеста обработки и производительности труда.
Поставленная цель достигается тем, то устройство снабжено датчиком тока, локом преобразования сигнала, усилитеем и датчиком интенсивности съема стекла, причем датчик тока включен в цепь питания привода переменного тока, первый вход усилителя подключен к выходу датчика интенсивности съема стекла, а второй вход через блок преобразования сигнала соединен с выходом датчика тока, а выход усилителя соединен со входом управляемого выпрямителя.
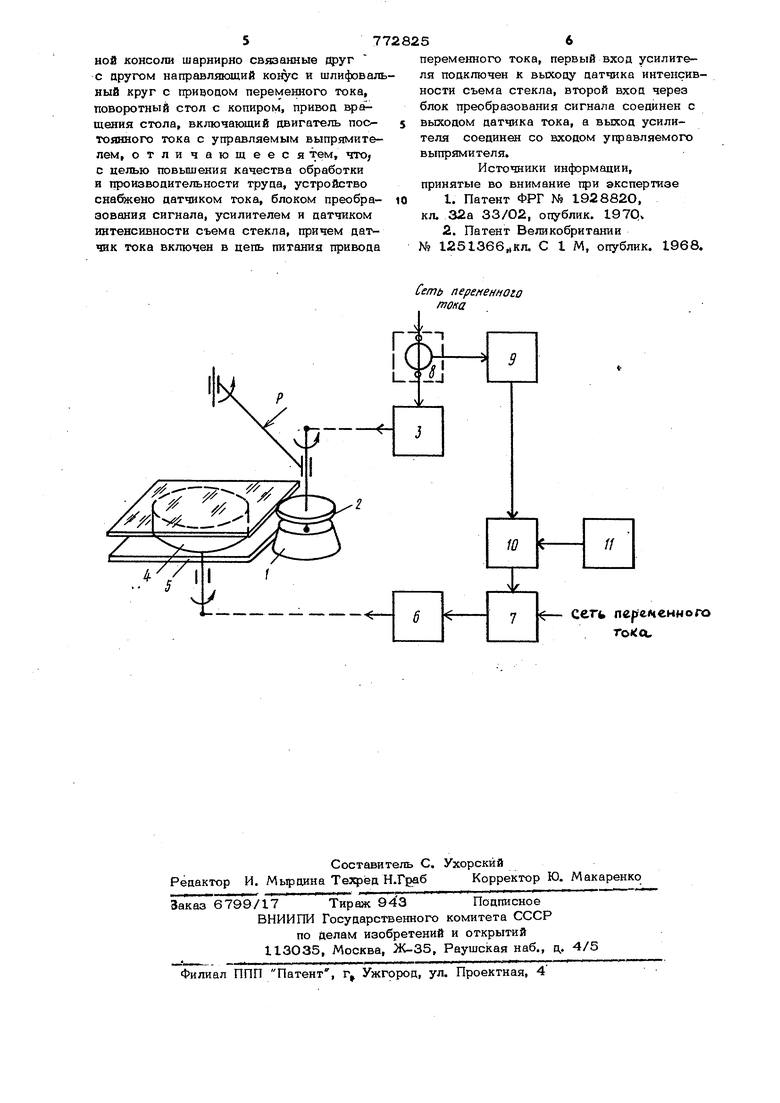
На чертеже изображена схема устройства.
Устройство содержит укрепленные на поворотной консоли и шарнирно соединенные друг с другом направляющий конус 1 и шлифовальный круг 2 с приводом 3 переменного тока, поворотный стол 4 с жестко закрепленным копиром 5, привод вращения стола, включающий двигатель 6 постоянного тока и управляемый выпрямитель 7, датчик 8 тока, блок 9 преобразования сигнала, усилитель 10 и датчик 11 интенсивности съема припуска . Устройство работает следующим образом,- .
Стекло устанавливают на поворотный стол 4 идентично копиру 5 с помощью базирующих устройств и жестко закрепляют прижимом, (базирующие устройст-ва и прижим на чертеже не показаны). Вращающийся шлифовальный круг 2 при-жимают к обрабатываемой кромке стекла с контактным усилием Р, которое поддерживается постоянным в течение рабочего цикла-, и включают привод вращения стола 4. Глубина съема припуска стекла ограничивается направляющим конусом 1, который в процессе рабочего цикла огибает копир 5 и регулируется путем смещения направляющего конуса 1 вверх или вниз относительно шлифовального круга 2.
Заданная интенсивность съема припуска стабилизируется замкнутой системой автоматического управления с отрицательной обратной связью по трку нагрузки привода 3.
Стабишзация интенсивности съема стекла осуществляется следующим образом.
Напряжение сигнала, снимаемое с выхода датчика 8 тока, пропорциональное току нагрузки привода 3 и, следовательно, интенсивности съема припуска, выпрямляется, фильтруется в блоке 9 преобразования сигнала и сравнивается в усилителе 10 с напряжением, задаваемым датчиком 11 интенсивности съема припуска. Разность этих нап-ряжений через усилитель 10 подается на вход выпрямителя 7, который управляет скоростью вращения двигателя 6 постоянного тока, и связанного с ним поворотного стола 4.
Скорость вращения двигателя 6 изменяется автоматически в зависимости от тока нагрузки привода.
Увеличение интенсивности съема стекла приводит к увеличению напряжения сигнала с
датчика 8 тока, следовательно, уменьшится их разность с напряжением задания, поступающего с датчика 11 интенсивности съема припуска, а это приведет к уменьшению напряжения на выходе усилителя
10 и управляемого выпрямителя 7. При этом происходит скорости вращения двигателя 6 постоянного тока и поворотного стола 4. Снижение скорости вращения поворотного стола 4 приведет
к восстановлению заданной интенсивности съема припуска. Если же интенсивность сьема припуска уменьшится, то уменьшится и напряжение синала с датчика 8 тока, что приведет к увеличению
их разности с напряжением, заданным датчиком 11 интенсивности съема припуска. Напряжение на выходе усилителя 10 и управляемого выпрямителя 7 увеличивается. Соответственно увеличивается скорость вращения двигателя 6 постоянного тока и поворотного стола 4.
Величина интенсивности съема припуска задается с помощью датчика интенсив;- ности съема в соответствии с оптимальными режимами шлифования.
Использование устройства для обработки кромки стекол сокращает брак за счет полного съема припуска стекла, увеличивает производительность за счет автематического увеличения скорости вращения поворотного стола на участках с малым припуском стекла, а также увеличивает срок службы шлифовального круга за счет выбора:оптимальной интенсивности съема стекла и ее стабилизации.
Формула из обретения
Устройство для обработки кромки стекла, содержащее укрепленные на поворотной консоли шарнирно связанные друг с цругом направляющий конус и шлифовалный круг с приводом переменного тока, поворотный стол с копиром, привод вра щения стола, включающий двигатель поотоянного тока с управляемым выпрямителем, отличающееся тем, что, с целью повышения качества обработки и производительности труда, устройство снабжено датчиком тока, блоком преобрааования сигнала, усилителем и датчиком интенсивности съема стекла, причем датчик тока включен в цепь питания привода
переменного тока, первый вход усилителя подключен к выходу датчика интенсивности съема стекла, второй вход через блок преобразования сигнала соединен с выходом датчика тока, а выход усилителя соединен со входом управляемого выпрямителя.
Источники информации, принятые во внимание при экспертизе
1.Патент ФРГ N9 192882О, кл. 32а 33/02, опублик. 1970
2.Патент Великобритании
N9 1251366„кл. С I М, опублик. 1968.
й77 перененно о тока
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки кромки листа стекла | 1974 |
|
SU751587A1 |
| СПОСОБ РАЗМЕРНОГО МИКРОШЛИФОВАНИЯ ИЗДЕЛИЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ | 2000 |
|
RU2165837C1 |
| ВСЕСОЮЗНАЯП ^ УТ jS^j^Sr^ •r'*^iп 4 г.зг 1 iSt; | 1973 |
|
SU389917A1 |
| ЭЛЕКТРОМЕХАНИЧЕСКОЕ УСТРОЙСТВО ДЛЯ | 1973 |
|
SU395245A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ | 1970 |
|
SU270526A1 |
| Самонастраивающаяся система активного контроля размеров и режима обработки деталей при врезном шлифовании | 1985 |
|
SU1391862A1 |
| ЭЛЕКТРОМЕХАНИЧЕСКОЕ УСТРОЙСТВО | 1968 |
|
SU210235A1 |
| Устройство для автоматического управления поперечной подачей шлифовального станка | 1980 |
|
SU905026A1 |
| Адаптивная система управления шлифованием изделий сложной формы | 1982 |
|
SU1075232A1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ПЕРЕГРУЗОК, ВОЗНИКАЮЩИХ В ПРОЦЕССЕ ШЛИФОВАНИЯ НА ОБРАБАТЫВАЕМОЙ ДЕТАЛИ | 1994 |
|
RU2106235C1 |
,jt
YI
ч1Х
