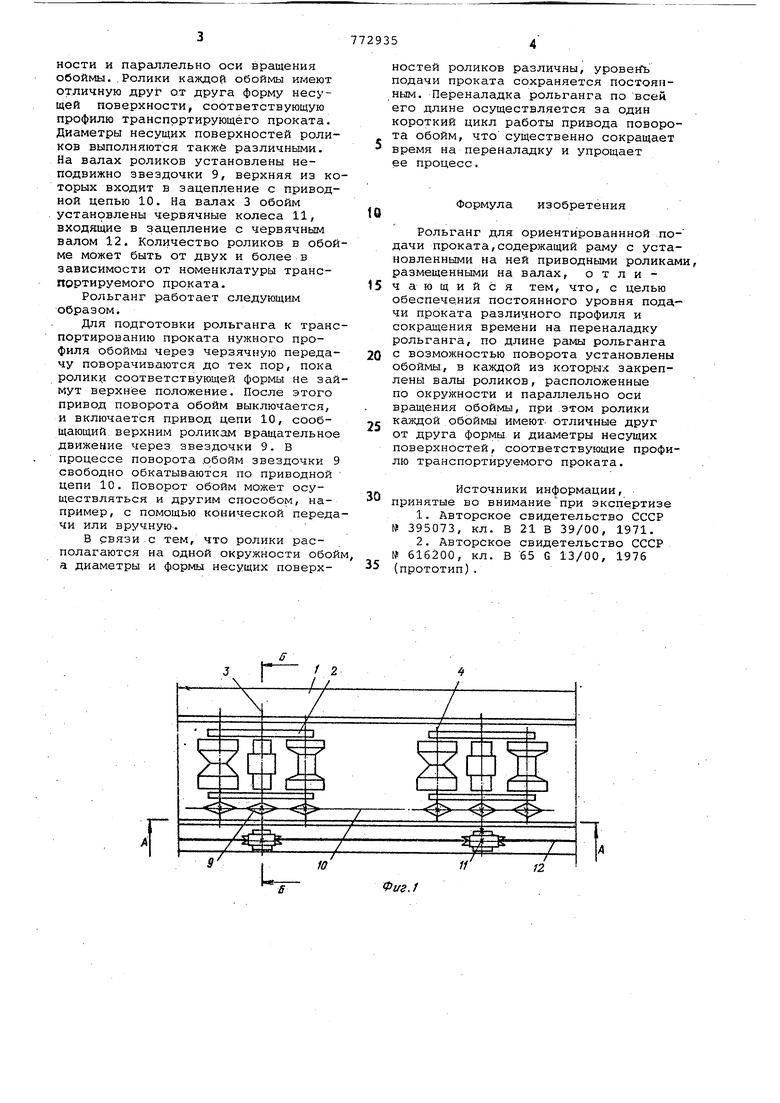
Изобретение относится к промышле ному транспорту, а именно к рольган гам для ориентированной подачи проката. Известен рольганг, содержащий станину, на которой смонтированы приводные шлицевые залы, несущие ко нические ролики и направляющие лине ки, связанные между собой и с приво дом посредством ходовых винтов l . Недостатком этого рольганга явля ся отсутствие возможности ориентиро ванной подачи фасонного проката типа уголка, швеллера, двутавра и прочих с сохранением при этом постоянного уровня подачи. Известен также рольганг для ориентированной подачи изделий, содержа щий раму с установленными на ней при водными роликами, размещенными на валах 2. Ролики выполнены в виде раздвигаемых полуроликов, имеющих цилиндрические и конические участки рабочей поверхности. Недостатками данного рольганга являются значительное изменение уров ня подачи изделий по высоте при переходе с одного профиля проката на другой, а также большая трудоемкость переналадки рольганга. Цель изобретения - обеспечение постоянного уровня подачи проката различного профиля и сокращение времени на переналадку рольганга. Цель достигается тем, что по длине рамы рольганга с возможностью поворота установлены обоймы, в каждой из которых закреплены валы роликов , расположенные по окружности и параллельно оси вращения обоймы, при этом ролики кгхедой обоймы имеют отличные друг от друга формы и диаметры несущих поверхностей, соответствующие профилю транспортируемого проката. На фиг. 1 изображен участок рольганга в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - схема положения проката различных профилей на роликах рольганга при подаче (развертка). По длине рамы 1 рольганга установлены обоймы, состоящие из двух дисков 2, жестко закрепленных на валу 3, который ГЮжет вращаться в подшипниках (на чертеже не показаны) в каждой из обоим закреплены валы 4, на которых установлены ролики 5-8. Валы 4 расположены по окружности и параллельно оси вращения обоймы..Ролики каждой обоймы имеют отличную друг от друга форму несущей поверхности, соответствующую профилю транспортирующего проката. Диаметры несущих поверхностей роликов выполняются также различными. На валах роликов установлены неподвижно звездочки 9, верхняя из которых входит в зацепление с приводной цепью 10. На валах 3 обойм установлены червячные колеса 11, входящие в зацепление с червячным валом 12. Количество роликов в обойме может быть от двух и более в зависимости от номенклатуры транспортируемого проката.
Рольганг работает следующим образом.
Для подготовки рольганга к транспортированию проката нужного профиля обоймы через черзячную передачу поворачиваются до тех пор, пока ролику соответствующей формы не займут верхнее положение. После этого привод поворота обойм выключается, и включается привод цепи 10, сообщающий верхним роликам вращательное движение через звездочки 9. В процессе поворота обойм звездочки 9 свободно обкатываются по приводной цепи 10. Поворот обойм может осуществляться и другим способом, например , с помощью конической передачи или вручную.
В связи.с тем, что ролики располагаются на одной окружности обой а диаметры и формы несущих поверхностей роликов различны, уровейЪ подачи проката сохраняется постоянным. Переналадка рольганга по всей его длине осуществляется за один короткий цикл работы привода поворота обойм, что существенно сокращает время на переналадку и упрощает ее процесс.
Формула изобретения
Рольганг для ориентированнной подачи проката,содержащий раму с установленными на ней приводными роликам размещенными на валах, отличающийся тем, что, с целью обеспечения постоянного уровня подачи проката различного профиля и сокращения времени на переналадку рольганга, по длине рамы рольганга с возможностью поворота установлены обоймы, в каждой из которых закреплены валы роликов, расположенные по окружности и параллельно оси вращения обоймы, при этом ролики каждой обоймы имеют- отличные друг от друга формы и диаметры несущих поверхностей, соответствующие профилю транспортируемого проката.
Источники информации, принятые во внимание при эксцертизе
1.Авторское свидетельство СССР № 395073, кл. В 21 В 39/00, 1971.
2.Авторское свидетельство СССР № 616200, кл. В 65 G 13/00, 1976 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Рольганг для ориентированной подачи проката | 1980 |
|
SU943144A2 |
| Рольганг для ориентированной подачи проката различного профиля | 1981 |
|
SU975509A1 |
| Приводной рольганг для ориентированной подачи изделий | 1980 |
|
SU933561A1 |
| Устройство для базирования перемещения и вращения круглых заготовок | 1974 |
|
SU611757A1 |
| Устройство для укладки длинномерных изделий в пакет | 1989 |
|
SU1756248A1 |
| Приводной рольганг | 1990 |
|
SU1722973A1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| Устройство для маркировки | 1976 |
|
SU645725A1 |
| Линия металлизации проката | 1982 |
|
SU1047991A1 |
| КОЛЕСНЫЙ РОЛЬГАНГ | 1997 |
|
RU2155111C2 |

а
f- / 2
/ /
0i/sJ
ft12f(-A
Фиг. 2
b
Фиг.з
.-К.
