(54) РОЛЬГАНГ ДЛЯ ОРИЕНТИРОВАННОЙ ПОДАЧИ ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Рольганг для ориентированной подачи проката | 1979 |
|
SU772935A1 |
| Приводной рольганг для ориентированной подачи изделий | 1980 |
|
SU933561A1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| Рольганг для ориентированной подачи проката различного профиля | 1981 |
|
SU975509A1 |
| ЙАТЕЙТЙС- -inизобретения П. Н. Наливайко, В. Г. Бескоровайный, В. Н. Ивон, Л. Ф! Щт«вве^|1!^-'^(д51 '*' В. Я. Рудик, Н. С. Проценко, А. А. Афанасьев, И. Б.!Хандрос',Г. Д. Кочмала и А. А. Скворцовj | 1970 |
|
SU278089A1 |
| Устройство для правки горячего проката растяжением | 1975 |
|
SU570428A1 |
| Линия раскроя листового материала | 1984 |
|
SU1292947A1 |
| Устройство для укладки длинномерных изделий в пакет | 1989 |
|
SU1756248A1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
| Швейный полуавтомат для шитья по контуру | 1989 |
|
SU1730280A1 |
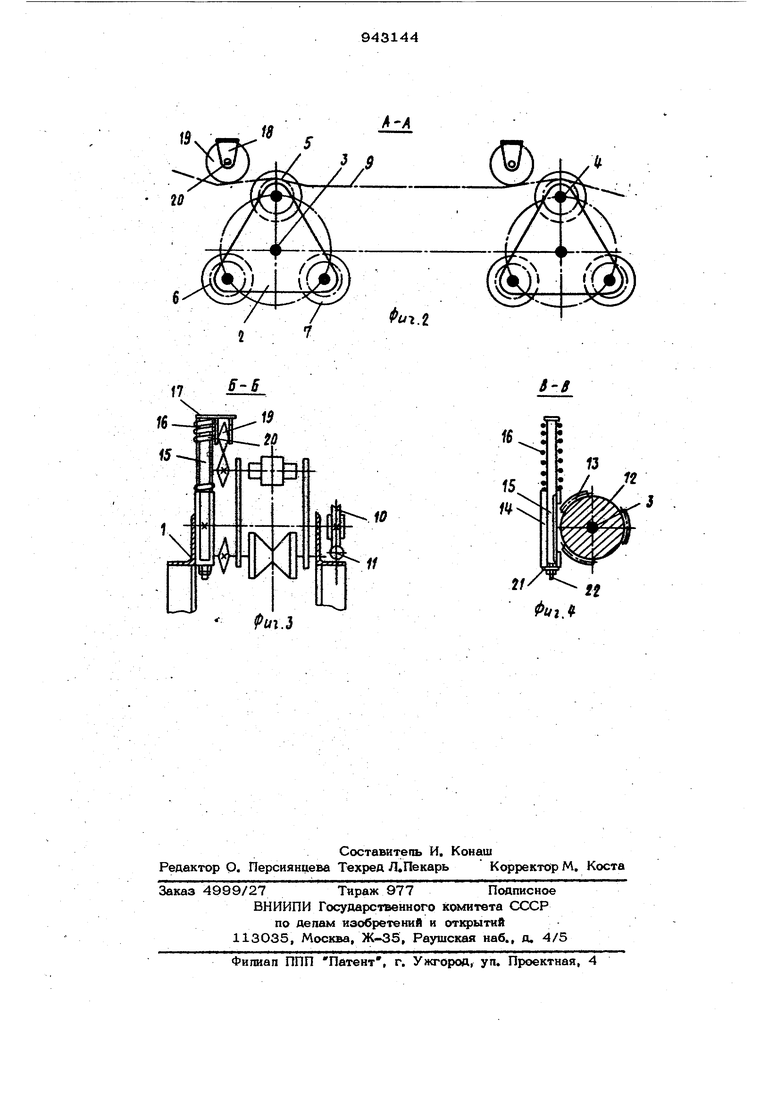
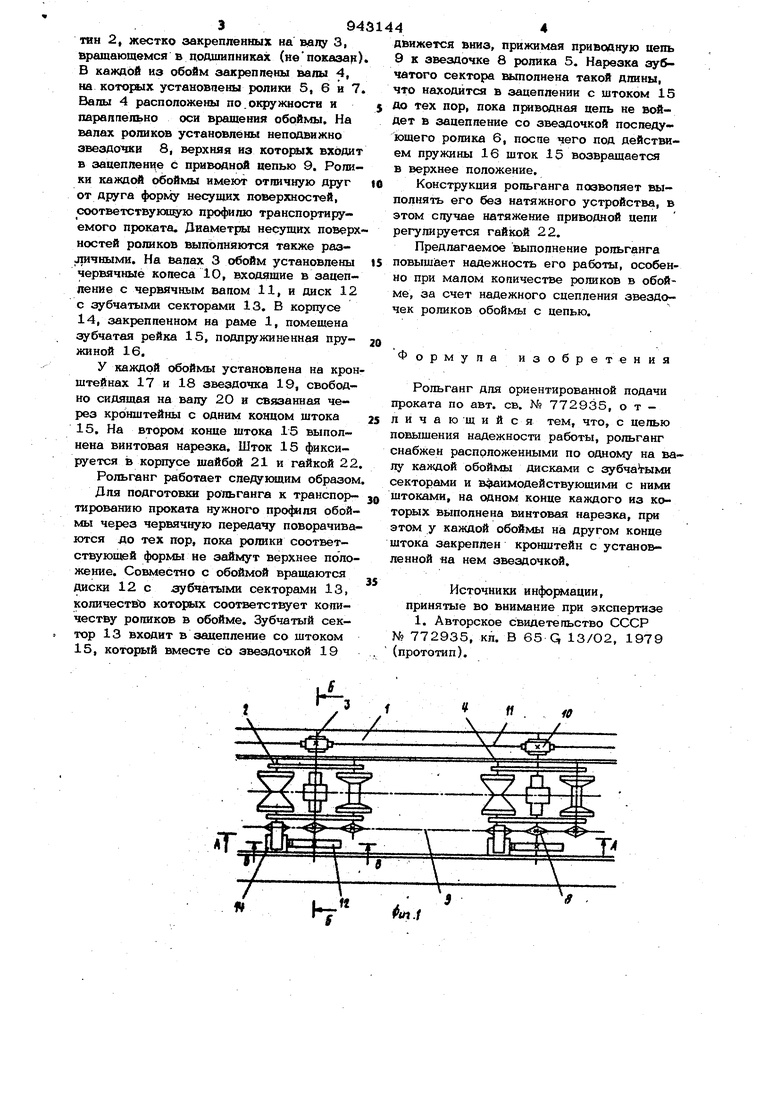
Изобретение относится к промышпенному транспорту, а именно к рольгангам для ориентированной подачи проката. По основнсжсу авт. св. Ns 772935 из вестен ропьганг дпя ориентированной подачи проката, содержащий раму с установпенными на ней приводными роликами размешенными на вапах. С цепью обеспечения постоянного уровня подачи проката различного профиля и сокращения времени на переналадку ропьганга, по длине рамы ропьганга с возможностью поворота установлены обоймы, в каждой из которых закреплены вапы роликов, расположенные по окружности ...и параллельно оси вращения обоймы, при этом ролики каждой обоймы имеют отличные друг от друга формы и диаметры несущих поверхностей, соответствующие профилю транспортируемого проката 1. Однако при переналадке такого рольганга приводная цепь выходит из зацеплеция со звездочке первого ролика рань ше, чем входит в зацепление с последующей звездочкой. В результате этого цепь, выйдя из зацепления со звездочкой первого ролика, может не войти в зацепление со звездочкой последующего ролика обоймы, особенно, когда количество роликов в обойме меньше четырех, что снижает надежность работы рольганга. Целью изобретения является повышение надежности работы рольганга. , Цель достигается тем, что рольганг снабжен расположенньпин по одному на валу каждой обоймы дисками с зубчатыми секторами и взаимодействующими с ними штоками, на одном конце каждого из которых выполнена винтовая нарезка, при этом у каждой обоймы на другом конце штока закреплен кронштейн с устано&лен|1ой на Нем звездочкой. На фиг, 1 изображен участок рольганга b плане; на фиг. 2 - разрез А-А на фиг. 1; «а фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-Внафиг.1. По длине рамы 1 рольганга установлены обоймы, состоящие из двух пластин 2, жестко закрепленных на вдлу 3, врашаюшемся в подшипниках (не показан) В каждой из обойм закреплены валы 4, на которых установлены ролики 5, 6 и 7. Вапы 4 расположены по.окружности и параллельно оси вращения обоймы. На валах роликов установлены неподвижно звездочки 8, верхняя нз которых входит в зааеппенце с приводной цепью 9. Ропики каждой обоймы имеют отличную друг от друга форму несуидах поверхностей, соответствукшдто профилю транспортируемого проката. Диаметры несущих поверхностей роликов выполняются также различными. На балах 3 обойм установлены червячные колеса 10, входящие в зацепление с червячным валом 11, и диск 12 с зубчатыми секторами 13. В корпусе
14,закрепленном на раме 1, помещена губчатая рейка 15, подпружиненная пружиной 16.
У каждой обоймы установлена на кронштейнах 17 и 18 звездочка 19, свободно сидящая на валу 20 и связанная через кронштейны с одним концом штока
Рольганг работает следукндим образом
Для подготовки рольганга к транспортированию проката нужного профиля обоймы через червячную передачу поворачиваются до тех пор, пока ролики соответствующей формы не займут верхнее положение. Совместно с обоймой вращаются диски 12 с зубчатыми секторами 13, количествЪ которвых соответствует количеству роггаков в обойме. Зубчатый сектор 13 Входит в зацепление со штоком 15, который вместе со звездочкой 19
движется вниз, прижимая привоаную цепь 9 к звездочке 8 ролика 5. Нарезка зубчатого сектора ш шолнена такой длины, что находится в зацеплении с штоком 15 до тех пор, пока приводная цепь не войдет в зацепление со звездочкой последующего ролика 6, поспе чего под действием пружины 16 шток 15 возвращается в верхнее положение.
Конструкция рольганга позволяет выполнять его без натяжного устройства, в этом случае натяжение приводной цепи регулируется гайкой 22.
Предлагаемое выполнение рольганга повышает надежность его работы, особенно при малом количестве роликов в обойме, за счет надежного сцепления звездочек роликов обоймы с цепью.
Формула изобретения
Рольганг для ориентированной подачи проката по авт. св. № 772935, отличающийся тем, что, с целью повышения надежности работы, рольганг снабжен расположенными по одному на валу каждой обоймы дисками с зубчатыми секторами и взаимодействующими с ними штоками, на одном конце каждого из которых выполнена винтовая нарезка, при этом у каждой обоймы на другом конце штока закреплен кронштейн с установленной «а нем звездочкой.
Источники инфо шации, принятые во внимание при экспертизе
15
ff-S
ttl.J
ЛВ
tfj.
