(5) РрЬГАНГ ДЛЯ ОРИЕНТИРОВАННОЙ ПОДАЧИ ПРОКАТА РАЗЛИЧНОГО ПРОФИЛЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Приводной рольганг для ориентированной подачи изделий | 1980 |
|
SU933561A1 |
| Рольганг для ориентированной подачи проката | 1979 |
|
SU772935A1 |
| Рольганг для ориентированной подачи проката | 1980 |
|
SU943144A2 |
| Приводной рольганг | 1990 |
|
SU1722973A1 |
| Устройство для ориентированной подачи листового материала | 1981 |
|
SU1060547A1 |
| Агрегат для резки листового проката | 1985 |
|
SU1344530A1 |
| Рольганг для продольного перемещения и вращения изделий цилиндрической формы | 1981 |
|
SU1101388A1 |
| Линия металлизации проката | 1982 |
|
SU1047991A1 |
| Устройство для съема цилиндрических изделий с подвесного грузонесущего конвейера | 1983 |
|
SU1118592A1 |
| Автоматизированный технологический комплекс для обработки фасонного и сортового проката | 1987 |
|
SU1511020A1 |
Изобретение относится к промышлен ному транспорту, а именно к рольгангам для ориентированной подачи прока та различного профиля. Известен рольганг для ориентиро ванной подачи проката различного про филя, содержащий раму с установленными на ней приводными роликами, раз мещенными на валах. По длине рамы рольганга с возможностью поворота установлены обоймы, в каждой из кото рых закреплены валы роликов, расположенные по окружности и параллельно оси вращения обоймы, при этом ролики каждой обоймы имеют отличные друг от друга формы и диаметры несущих поверхностей, соответствующие профилю транспортируемого проката to. Недостатком рольганга является то, что наличие обойм с роликами, имеющими различные формы несущих поверхностей, ограничивает технолог.ические возможности рольганга количестБом роликов в обоймах. Известен также рольганг для ориентированной подачи проката различного профиля, содержавший неподвижную раму и расположенные под углом к горизонтальной плоскости и симметрично относительно продольной оси рольганга грузонесущие ролики. Грузонесущие ролики расположены на неподвижной раме, в которой выполнен ряд пазов и отверстий для крепления осей роликов, В зависимости от профиля транспортируемого проката угол наклона роликов и высота их расположения могут меняться путем перестановки . узлов крепления осей роликов 2. Однако такая переналадка рольганга требует применения ручного труда и является трудоемкой операцией с большими затратами времени, что снижает производительность рольганга.
Целью изобретения является повышение производительности путем сокращения времени на переналадку рольганга при изменении профиля подаваемого проката
Поставленная цель достигается тем, что рольганг для ориентированной подачи проката различного профиля, содержащий неподвижную раму и расположенные под углом к горизонтальной плоскости и симметрично относительно продольной оси рольганга грузонесущие ролики, снабжен дополнительными грузонесущими роликами, горизонтально расположенными между основныи роликами, и подъемно-опускной рамой, на которой установлены одни из указанных грузонесущих роликов
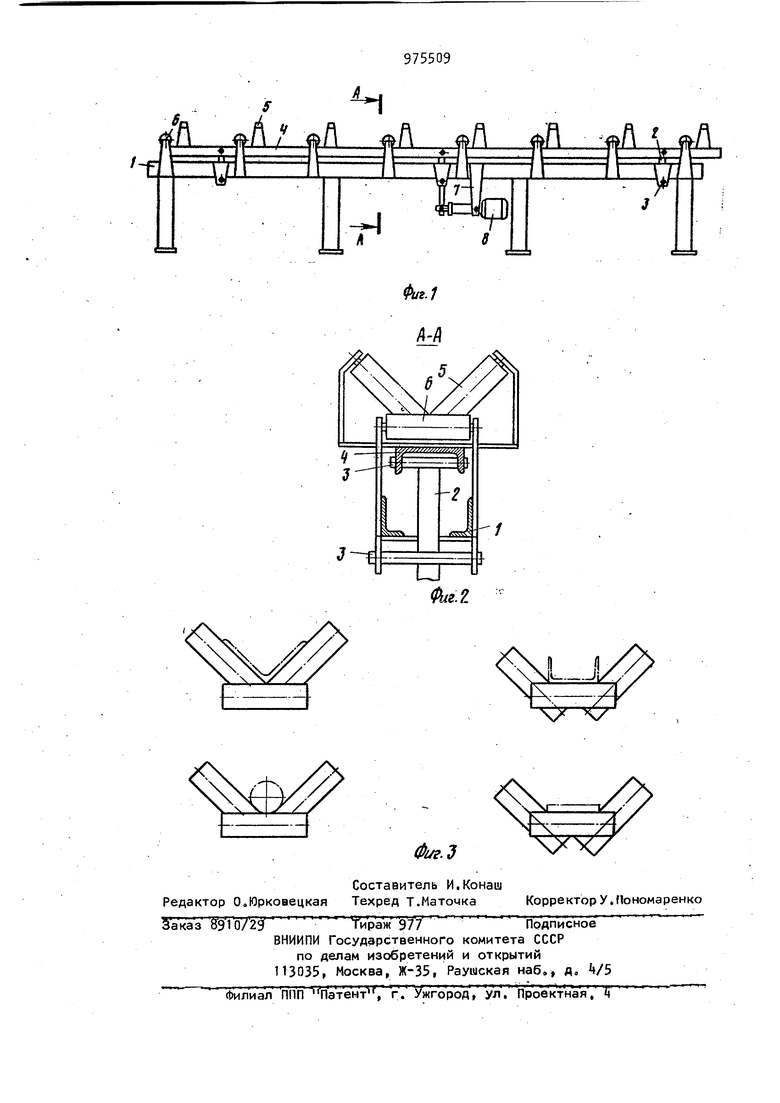
На фиг. 1 изображен рольганг, общий вид, на фиг о 2 - разрез А-А на фиг„ 1J на фиг. 3 - схемы расположения проката различного профиля на рольганге при подаче.
Рольганг.содержит неподвижную раму 1 , с которой связана посредством рычагов 2 и осей 3 подъемно-опускная рама 4, На раме 4 установлены грузонесущие ролики 5, расположенные под углом к горизонтальной плоскости и симметрично относительно продольной оси рольганга о На неподвижной раме 1 закреплены дополнительные грузонесущие ролики 6, горизонтально расположенные между роликами 5. Может быть второй вариант расположения грузонесущих роликов, по которому горизон-t тальные ролики 6 располагаются на подъемно-опускной раме , а ролики 5 - на неподвижной раме 1„
На кронштейне 7 закрепленном на неподвижной раме, установлен привод 8 подвижной рамыо
Подача проката осуществляется по; дающей кареткой (не показана). . Рольганг работает следующим образоМо
Для подготовки рольганга к транспортированию проката нужного профиля и типоразмера приводом 8 поднимается или опускается подвижная рама k
до тех пор, пока расстояние между об разующими роликов 5 будет соответствовать размеру проката. Подающая каретка подает прокат по роликам 5 и 6 в зону резания пресс-ножниц Постоянный уровень подачи проката обеспечивается горизонтальнымироликами 6. Taки, образом, конструкция рольганга позволяет снизить затраты времени на переналадку при изменении профиля
5 подаваемого проката, расширяет номенклатуру типоразмеров проката, который можно подавать рольгангом, повышает производительность рольганга При этом рольганг имеет простую конструкцию и более низкую стоимость.
Формула изобретения
Рольганг для ориентированной подачи проката различного профиля,
содержащий неподвижную раму и расположенные под углом к горизонтальной плоскости и симметрично относительно продольной оси рольганга грузонесу щие ролики, отличающийся тем, что, с целью повышения производиteльнocти путем сокращения времени на переналадку рольганга при изменении профиля подаваемого проката, рольганг снабжен дополнительными груЗОнесущими роликами, горизонтально расположенными между основными роликами, и подъемно-опускной рамой, на которой установлены одни из указанных грузонесущих роликов,
Источники информации7 принятые во внимание при экспертизе
1о Авторское свидетельство СССР W 772935, кл, В 65 G 13/02, 1979.
2, Заявка ФРГ № 2656303, кло 8 65 G 13/02, 1978 (прототип).
