1
Изобретение относится к прокатно му производству, а именно к автоматизации управления процессом прокатки на толстолистовых и обжимных прокатных станах, и может быть использовано при автоматизации управления приводом нажимного механизма прокатной клети для определения момента окончания цикла прокатки в прокатной клети.
Известно . устройство для определения момента захвата металла валками реверсивного обжимного прокатного стана, принцип действия которого основан на анализе скорости изменения тока npoiJaTHoro двигателя при захвате, где в качестве датчика наличия металла использован трансформатор, подключенный на зажимы дополнительных полюсов компенсационной обмотки двигателя. Однако данное устройство не позволяет определить момент окончания цикла прокатки .
Наиболее близким к изобретению по технической сущности и достигаемому результату является техническое реикние, содержащее датчик наличия металла и схему определения момента захвата металла прокатными валками .и момента выброса металла из валков.
в котором распознавания первого пропуска (первый пропуск нового цикла прокатки) осуществляется путём ср-ав-нения продолжительности машинного 5 времени tiv, для последовательных пропусков 21. Пропуск с номером Ь считывается первым для данного слитка, если, .
Ь(1Ь-1)-Ь„(.1Ь)7х1Ль
Данное техническое решение обладает существенными недостатками, которые заключаются в том, что определение момента окончания цикла проJ5 катки происходит с большим запаздьшанием (первый пропуск нового цикла определяется по его окончанию), а также ввиду возможных сбоев, причинами KOTOpfcJX может быть повторный захват, который принимается за новый пропуск, так как его продолжительность соизмерима с машинным временем в первом пропуске.
При автоматизации управления цессом прокатки., например при управлении приводом нажимного механизма прокатной клети по программам прокатки, необходимо с достаточной степенью достоверности и достаточным
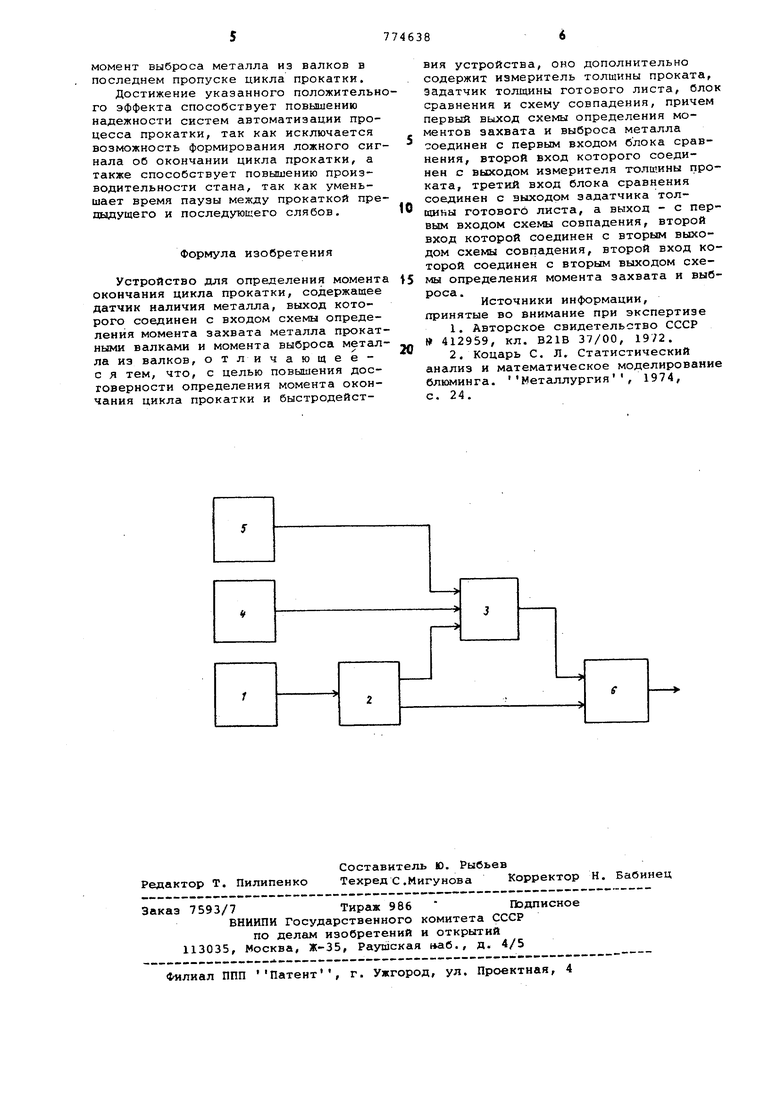
OQ быстродействием относительно выброса металла из валков в последнем пропуске цикла прокатки иметь информацию о моменте окончания цикла прокатки. Сбои в определении момента окончания цикла прокатки могут привести к г «правильному продвижению задания на раствор валков и нарушению программы прокатки.Запаздывание в опреде лении момента окончания цикла прокатки приводит к задержке в продвижении данных о новом прокатываемом слябе и, следовательно, к запаздыванию отработки приводом нажимного механизма задания на первый пропуск прокатки очередного сляба. Следствием этого является уменьшение производительности стана. Целью изобретения является повышение достоверности определения момента окончания цикла прокатки и быстродействия устройства. Поставленная цель достигается тем что в устройстве, содержащем датчик наличия металла, выход которого соединен с входом схемы определения момента захвата металла прокатными валками и момента выброса металла и валков, дополнительно установлены из меритель толщины проката, задатчик толщины готового листа, блок сравнения и схема совпадения, причем пер вый вывод схемы определения момента захвата и выброса металла соединен с первым входом блока сравнения, вто рой вход которого соединен с выходом измерителя толщины проката, третий вход блока сравнения соединен с выходом задатчика толщлны готового листа, а выход - с первым входом схе мы совпадения, второй вход которой соединен с вторым выходом схемы определения момента захвата и выброса Такое выполнение устройства позволяет осушествить измерение толщины прокатного металла и сравнение измеренной толщины с заданной толшино готового листа, начиная с момента появления сигнала, характеризующего захват металла валками, формировани сигнала в блоке сравнения при равен тве измеренной толщины и заданной к выдачи этого сигнала в схему совпад ния, формирование и выдачу на вход схемы совш1дения сигнала о моменте окончания цикла прокатки при наличи на втором входе схемы совпадения сиг нала, характеризующего момент выбро са металла из валков, благодаря чему повышается достоверность определения момента окончания цикла прокатки и быстродействие устройства. На чертеже изображена блок-схема устройства для определения момента окончания цикла прокатки. Устройство для определения момен та окончания цикла прокатки содержи датчик 1 наличия металла, выход кот рого соединен с входом схемы 2 опре деления момента захвата металла про катными валками и момента выброса металла из валков. Первый выход схемы соединен с первым выходом блока 3 сравнения, второй вход которого, соединен с выходом измерителя 4 толщлны проката. Третий вход блока 3 сравнения соединен с выходом задатчика 5 толщины готового листа, а выход - с первым входом схемы 6 совпадения. Второй вход схемы 6 совпадения соединен с вторълл выходом схемы 2 определения момента захвата и выброса . Схема работает следующим образом. Перед прокаткой металла при помощи эадатчика 5 толщины готового листа, на третий вход блока 3 сравнения задается значение толщины готового листа, получаемого после прокатки, в цифровом коде. Задатчик позволяет вводить информацию о толшине готового листа как на партию слябов, так и на отдельные слябы, если прокатка ведется поштучно (например, на три сляба, прокатываемых друг за другом). При прокатке металла на первом выходе схемы 2 формируется сигнал, характеризующий момент захвата металла прокатными валками, который поступает на первый вход блока 3 сравнения. С этого момента при помощи измерителя 4 толщины проката, осуществляется измерение толщины прокатываемого металла на выходе из валков. Измерение может производится как косвенным методом (изменение в валках прокаткой клети), так и при помощи непосредственного измерения датчиком. Измеренное значение толщины сравнивается с заданным и при равенстве этих значений на выходе блока 3 сравнения формируется сигнал, который поступает на первый вход схемы 6 совпадения . При выбросе металла из валков на втором выходе схемы 2 формируется сигнал, характеризующий момент выброса металла из прокатных валков. Этот сигнал поступает на второй вход схеivttj 6 совпадения, на выходе которой формируется сигнал, характеризующий момент окончания цикла прокатки. Использование датчика наличия металла, соединенного со схемой определения момента захвата металла прокатными валками и момента выброса металла из валков совместно с дополнительно введенными и соединенных указанными связями позволяет повысить достоверность определения момента окончания цикла прокатки за счет исключения сбоев, т.е. исключается возглэжность ложного определения первого пропуска нового цикла прокатки, которая имеет место при сравнении продолжительности пропусков, а также повышается быстродействие устройства, так как формирование сигнала об окончании циклаопрокатки происходит в
момент выброса металла из валков в последнем пропуске цикла прокатки.
Достижение указанного положительного эффекта способствует повышению надежности систем автоматизации процесса прокатки, так как исключается возможность формирования ложного сигнала об окончании цикла прокатки, а также способствует повышению производительности стана, так как уменьшает время паузы между прокаткой предыдущего и последующего слябов,
Формула изобретения
Устройство для определения момента окончания цикла прокатки, содержащее датчик наличия металла, выход которого соединен с входом схемы определения момента захвата металла прокатными валками и момента выброса металла из валков, отличающеес я тем, что, с целью повышения достоверности определения момента окончания цикла прокатки и быстродействия устройства, оно дополнительно содержит измеритель толщины проката, эадатчик толщины готового листа, блок сравнения и схему совпадения, причем первый выход схемы определения моментов захвата и выброса металла соединен с первым входом блока сравнения, второй вход которого соединен с выходом измерителя толщины проката, третий вход блока сравнения соединен с выходом задатчика толщины готового листа, а выход - с первым входом схемы совпадения, второй вход которой соединен с вторым выходом схемы совпадения, второй вход которой соединен с вторым выходом схемы определения момента захвата и выброса ,
Источники информации,
принятые во внимание при экспертизе
1,Авторское свидетельство СССР 412959, кл. В21В 37/00, 1972,
2.Коцарь С, Л, Статистический анализ и математическое моделирование блюминга. Металлургия, 1974,
с, 24,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения момента окончания цикла прокатки | 1982 |
|
SU1058651A2 |
| Устройство для определения этапов прокатки | 1977 |
|
SU692646A1 |
| Устройство для коррекции начала торможения привода прокатных валков | 1988 |
|
SU1533794A1 |
| Устройство для определения этапов прокатки | 1978 |
|
SU778840A1 |
| Устройство для определения этаповпРОКАТКи | 1978 |
|
SU831251A2 |
| Устройство для автоматического контроля буксования валков обжимного прокатного стана | 1977 |
|
SU733752A1 |
| Устройство автоматического торможения проката до заданной скорости | 1979 |
|
SU908442A1 |
| Устройство для определения момента захвата и выброса металла валками прокатной клети | 1978 |
|
SU741976A1 |
| Устройство для автоматического торможения проката до заданной скорости | 1986 |
|
SU1371729A1 |
| Способ стабилизации толщины листа на реверсивном стане | 1990 |
|
SU1719121A1 |
