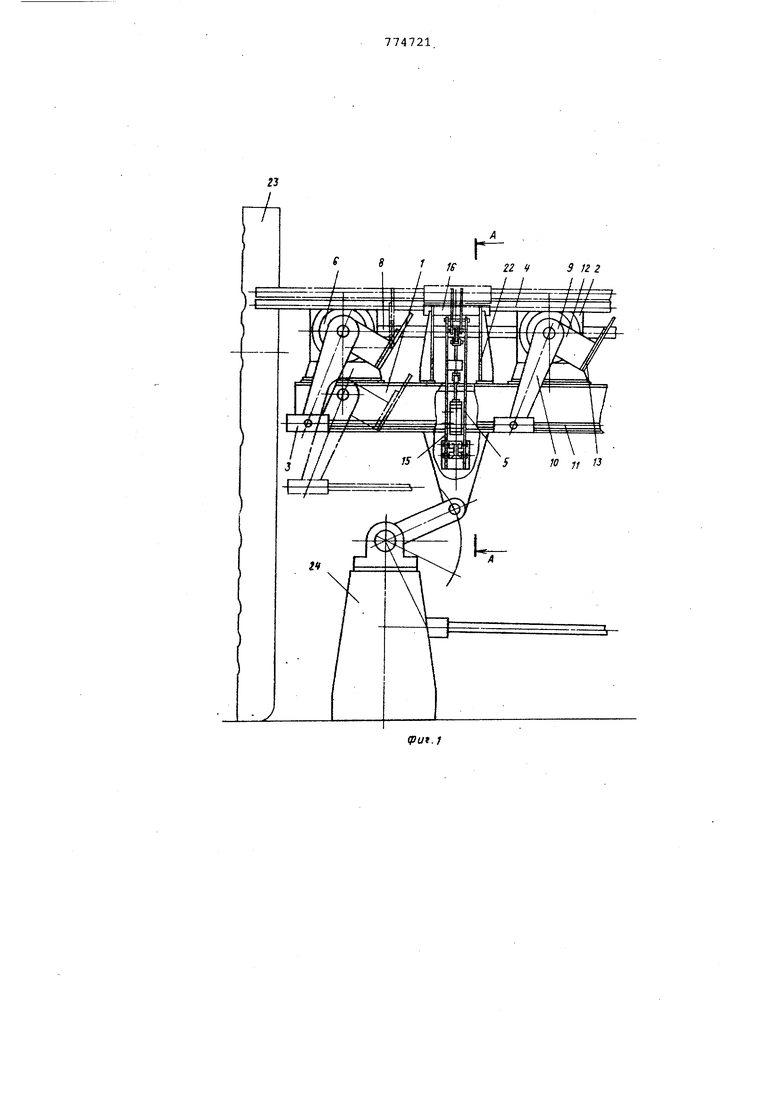
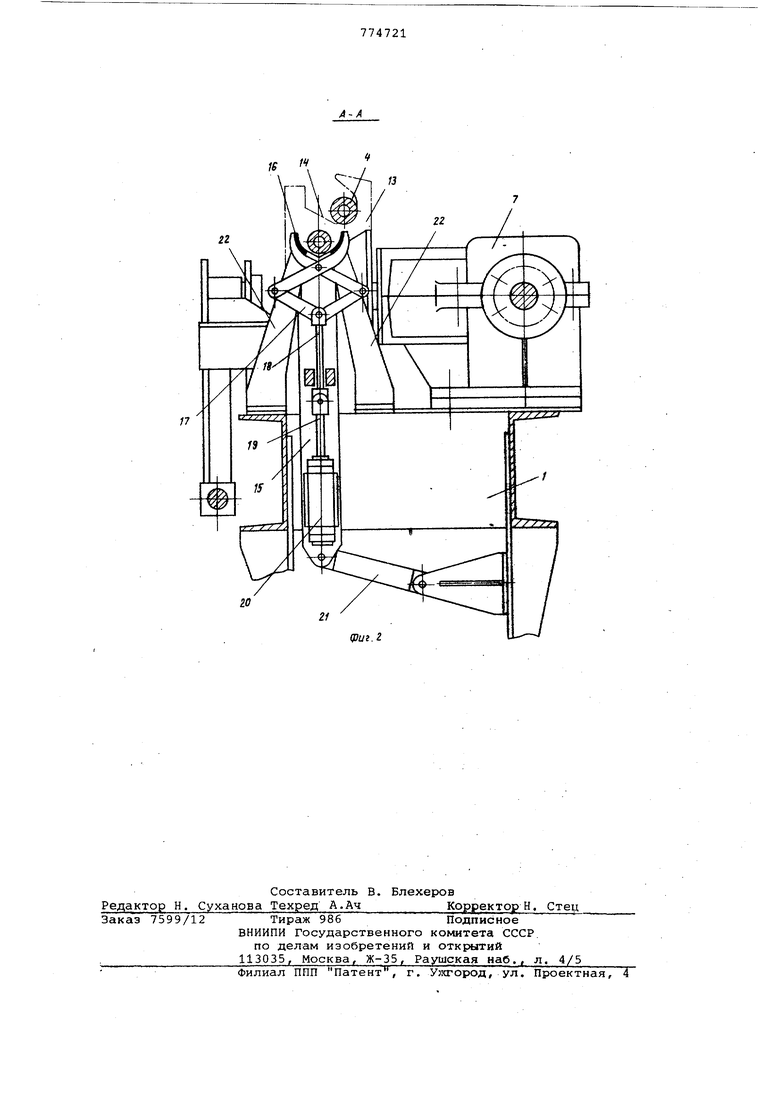
совместно образующими желоб для размещения заготовки 4. Клещевой захват 5 расположен между роликами 6 рольганга 2 и содержит смонтированные на платформе 15 две шарнирно соединенные между собой зажимные губки 16,которые через тяги 17 и 18 соединены со штоком 19 силового цилиндра 20, также смонтированного на платформе 15. Платформа 15 шарнирным звеном 21 подвижно закреплена на раме 1. Под зажимными губками 16 расположены жестко закрепленные на раме опоры 22. Работает устройство следующим образом. В исходном положении зг1жимные губ ки 16 клещевого захвата 5 разведены и покоятся на опорах 22, а пластины 13 двуплечих рычагов 9 занимают нижнее положение. Заготовка 4 роликами 6 рольганга 2 подается горизонтально ковочной машине 23 до упора (не показан). Под действи л силового цилиндра 20 губки 16 сводятся и Зс1ЖИмают заготовку 4, Включается привод поворота двуплечих рычагов 9, загото ка 4 снимается пластинами 13 с рольганга и занимает исходное рабочее по ложение на первой позиции обработки. Одновременно с заготовкой с опор 22 снимается клшцевой захват 5. При это клещевой захват 5, зажимая заготовку 4, препятствует ее осевс 1у смещению. В то же время шарнирным звеном 21 обеспечивается свободное перемещение захватов 5 совместно с заготовкой 4 в плоскости, перпендикулярной направ лению подачи. в результате заготовка фиксируется в пазах 14 пластин 13 как в осевом так и в поперечном направлениях. После завершения операции штамповки двуплечие рычаги 9 укладывают заготовку на ролики 6 рольганга 2, а зэжимиые губки 16 опускаются на опоры 22. Зат&л заготовка подается на вторую позицию обработки. Для этого рама 1 спускается приводом 24 в нижнее положение. При этом заготовка остается зажатой губками захвата и ее осевое смещение также исключено. Подача заготовки на.вторую позицию обработки осуществляется в последовательности, аналогичной для первой позиции обработки. По окончании цикла зажимные губки 16 захватов 9 разводятся и заготовка 4 рольгангом 2 отводится из рабочей зоны маишны. Формула изобретения Устройство для подачи длинномерных заготовок в рабочую зону обрабатывающей машины по авт. св. 1 662215, отличающееся тем, что, с целью повьвиения точности подачи заготовок путем предотвращения их осевого смещения, оно снабжено расположенш 4 между роликами рольганга захватом, например, клещевым, имеющим корпус и зажимные губки, шарнирным звеном, связывающим корпус захвата с рамой, и закрепленными на последней onopciMM под зажимные губки захвата.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи листового материала в зону обработки | 1987 |
|
SU1442301A1 |
| Кузнечный манипулятор | 1986 |
|
SU1398971A1 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| Автоматизированный технологический комплекс для обработки фасонного и сортового проката | 1987 |
|
SU1511020A1 |
| Станок для обработки деревянных заготовок | 1983 |
|
SU1155445A1 |
| Клещевая подача к горячештамповочному прессу | 1989 |
|
SU1690920A1 |
| Устройство для переноса заготовок | 1985 |
|
SU1297975A1 |
| Перекладыватель заготовок к прессу | 1979 |
|
SU863427A1 |
| Станок для обработки заготовок ручек ножей | 1985 |
|
SU1308476A1 |
| Клещевой захват для удержания и перемещения материала | 1982 |
|
SU1013047A1 |