Изобретение относится к области кузнечно-прессового оборудования и может быть использовано для изготовления стержневых изделий с головка- 5 ми на концах.
Известен штамп для двусторонней высадки стержневых заготовок, содер- , жащиП верхнюю и нижнюю плиты с соответственно закрепленными на них пу- Q ансонами и подпружиненную промежуточную пли-ту, в коническом отверстии которой установлена разъемная матрица, имеющая индивидуальный привод перемещения 1}., jj
Однако известный штамп недостаточно производителен, а автоматизировать процесс, в частности,выгрузки заготовок после высадки, сложно.
С целью повышения производительноети процесса путем автоматизации, в промежуточной плите на выходе к нижнему сужающемуся торцу конического отверстия выполнена цилиндрическая ступень, и штамп снабжен размещенными в этой ступени направляющими для перемещения матрицы с позиции высадки на позицию выгрузки заготовки и клином для раскрытия матрицы, а индивидуальный привод перемещения матрицы смонтирован в промежуточной плите и связан с матрицей через дополнительное шарнирное соединение.
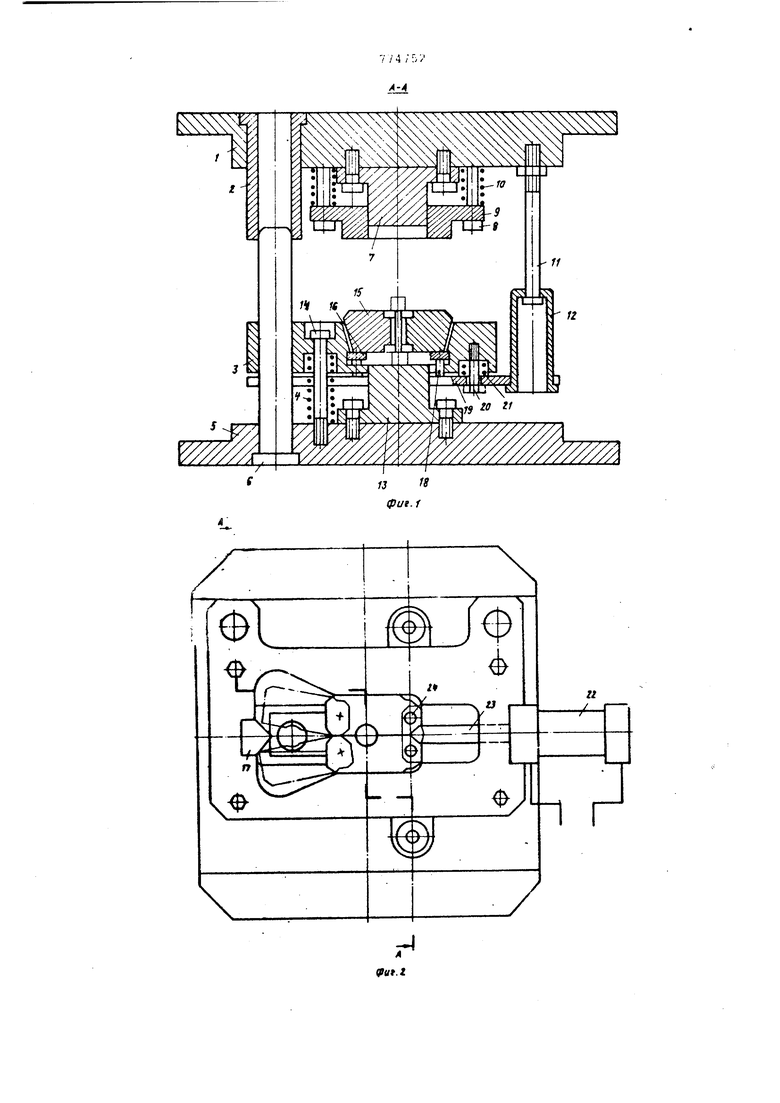
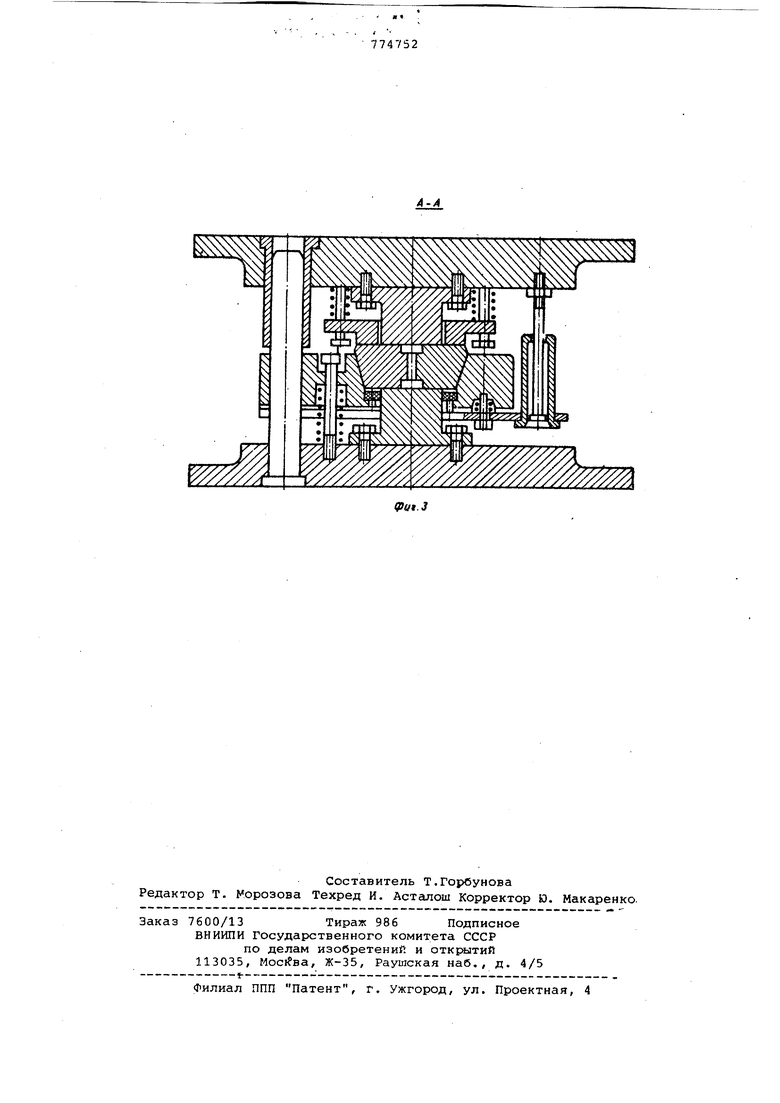
На фиг.1 представлен штамп в исходном положении, разрез А-А на фиг.2 на фиг.2 - то же,вид сверху (верхняя плита условно не показана), на фиг.З - штамп в рабочем положении, разрез А-А на фиг.2.
Штамп состоит из верхней плиты 1 с направляющими втулками 2, промежуточной плиты 3, установленной на пружинах 4, нижней плиты 5 с колонками. К плите 1 прикреплены верхний пуансон Тис помощью болтов 8 прижим 9, поджатый пружинами 10, а также тяги 11, взаимодействующие с втулками 12. На плите 5 закреплены нижний пуансон 13 и болт 14, ограничивающие ход промежуточной плиты 3. В конических отверстиях, имеквдих цилиндрическую ступень, промежуточной плиты 3 установлены разъемная матрица 15, направляю ющая 16 и клин 17. Направляющая 16 через штыри 18 контактирует с траверсой 19, взаимосвязанной с втулкой 12 и прикрепленной болтами 20 через пружину 21 к промежуточной плите 3. Кроме того, на промежуточной плите
установлен привод перемещения матрицы, выполненный в виде пневмоцилиндра 22 с штоком 23. Конец штока 23 через оси 24 шарнирно связан с полуматрицами разъемной матрицы 15.
Штамп работает следующим образом.
В исходном положении подачей воздуха в бесштоковую полость пневмоцилиидра 22 разъемная матрица 15 штоком 23 через оси 24 устанавливается в сомкнутом положении на позицию де формации.
В ручьевую полость разъемных матриц устанавливают заготовку с упором на нижний пуансон 13, При движении ползуна вниз прижим 9 под действием пружин 10 зажимает в коническом отверстии промежуточной плиты 3 разъемную матрицу 15. При .дальнейшем ходе ползуна верхний пуансон 7, деформируя утолщение на одном конце заготовки, опускает разъемную матрицу 15 с промежуточной плитой 3 относительно нижнего пуансона 13, тем самым деформируя утолщение на другом конце заготовки. При подъеме ползуна верхняя плита 1 через тяги 11, втулку 12 поднимает траверсу 19, а последняя, в свою очередь, через штыри 18 поднимает направляющую 16, которая, приподнимая разъемную матрицу 15, расклинивает ее в конических отверстиях промежуточной плиты 3.
В период.выставления плиты 1 в верхнем положении в штоковую полость пневмоциЛиндра 22 подается воздух, и штоком 23 разъемная матрица по направляющей 16 перемещается на позицию выгрузки отштампованной детали. При этом полуматрицы, взаимодействуя с клином 17, раскрываются, поворачиваясь на осях 24, и деталь удаляется в провальное отверстие штампа с последующим перемещением за пределы штампа.
При подаче воздуха в бесштоковую полость пневмоцилиндра 22 разъемная матрица 15 устанавливается в исходное положение на позицию деформации. Далее цикл повторяется.
изобретения
Формула
Штамп для двусторонней высадки стержневых заготовок, содержащий верхнюю и нижнюю плиты с соответственно закрепленными на них пуансонами и подпружиненную промежуточную плиту, в коническом отверстии которой установлена разъемная матрица, имеющая индивидуальный привод перемещения, отличающийся тем, что, с 0 целью повышения его производительности путем улучшения условий автоматизации процесса, в промежуточной плите на выходе к нижнему сужающемуся торцу конического отверстия выполнена
цилиндрическая ступень, и штамп снабжен размещенными в этой ступени на- правляющими для перемещения матрицы с позиции высадки на позицию выгрузки заготовки и клином для раскрытия матрицы, а индивидуальный привод перемещения матрицы смонтирюван в промежуточной плите и связан с матрицей через дополнительное шарнирное соединение.
Источники информации, принятые во внимание при экспертизе
1.Информационный листок № 282-76. Универсально-наладочный штамп для деталей типа тел вращения с боковьми оверстиями. Тюменский центр НТИ, 1976. л4
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| Устройство для обработки штучных заготовок | 1988 |
|
SU1538964A1 |
| Штамп для закрытой отрезки и высадки стержневых изделий | 1987 |
|
SU1440596A1 |
| Штамп для однопереходной высадки утолщений на стержневых заготовках | 1982 |
|
SU1049155A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| Штамп для объемной штамповки | 1990 |
|
SU1731397A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2006 |
|
RU2344896C2 |
| Клиновой штамп для двухсторонней высадки стержневых деталей с головками | 1976 |
|
SU583855A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ БУРТИКОВ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2011 |
|
RU2479375C1 |