1
Изобретение относится к области машиностроения.
Известно устройство для холодной резки прутков и труб, содержащее механизм зажима, режущий инструмент и 5 установленный на державке инструмент для отделения отрезка 1
В известном устройстве механизм отделения отрезка выполнен в вйде цилиндрического ролика, закрепленно- 10 го на державке.
В процессе отделения отрезка происходит его искривление относительно оси ролика механизма отделения. В результате этого возникает линейное -15 контактирование ролика с поверхностью отрезка и, как следствие, повреждение наружной поверхности отрезка.
Целью изобретения является уменьшение повреждаемости поверхности от- 20 резка.
Указанная цель достигается тем, что инструмент для отделения отрезка выполнен в виде двух роликов, закрепленных на промежуточной вставке, сое-25 диненной с державкой посредством шарнира, образованного отверстием в державке и пальцем, при этом отверстие в державке имеет две конические обращенные вершинами навстречу одна другой части, соединенные цилиндрической перемычкой.
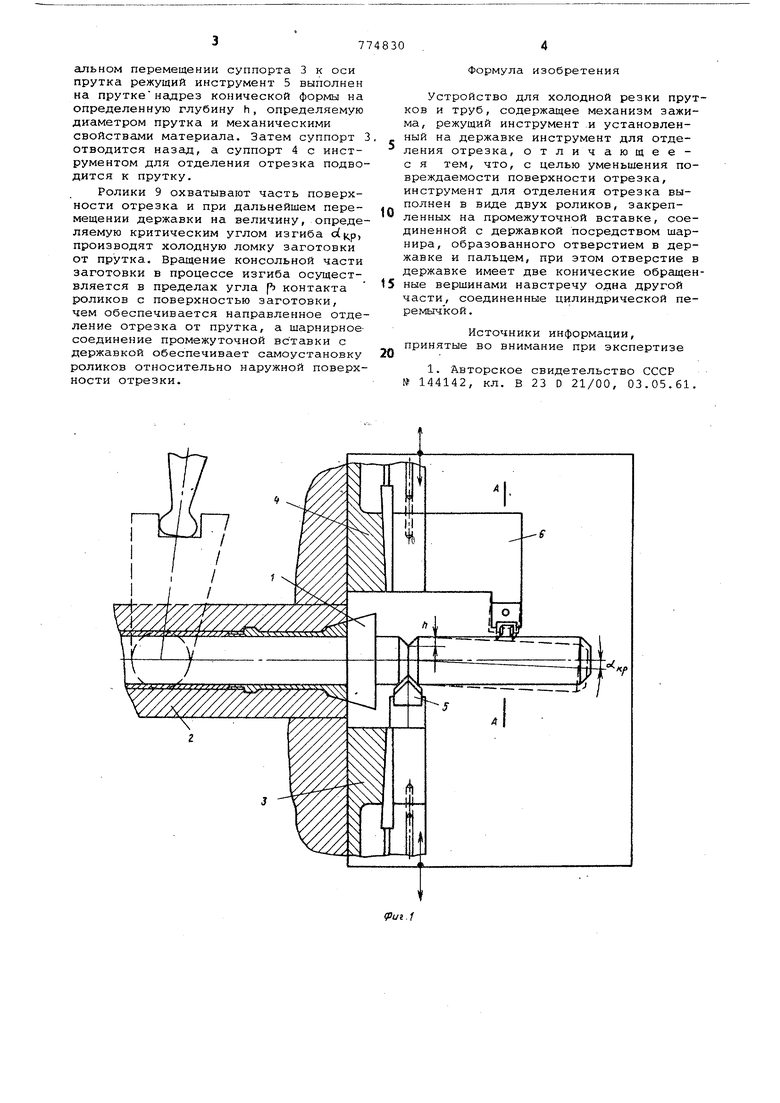
На фиг. 1 изображено устройство для холодной резки прутков и труб, в плане; на фиг. 2 - сечение А-А на фиг, 1.
Устройство содержит зажимную цангу 1, закрепленную в шпиндельном блоке 2 , и два суппорта 3 и 4, установленных с возможностью радиального перемещения.
На суппорте 3 размещен режущий инструмент 5. Ка суппорте 4 - инструмент для отделения отрезка, смонтированный на державке 6 при помощи пальца 7 и промежуточной вставки 8 и выполненный в виде двух цилиндрических роликов 9, смонтированных на осях 10. Отверстие в державке имеет две конические обращенные вершинами навстречу одна другой части 11, соединенные между собой короткой (шириной 2-3 мм) цилиндрической перемычкой 12.
Угол конусности выбирается в пределах 1,5°-4,0°, т.е. в пределах изгиба отрезаемой заготовки.
Работа устройства осуществляется следующим образом.
Пруток зажимают в цанге и сообщают ему вращательное движение. При радиальном перемещении суппорта 3 к оси прутка режущий инструмент 5 выполнен на пруткенадрез конической формы на определенную глубину h, определяемую дкаметром прутка и механическими свойствами материала. Затем суппорт отводится назад, а суппорт 4 с инструментом для отделения отрезка подводится к прутку.
Ролики 9 охватывают часть поверхности отрезка и при дальнейшем перемещении державки на величину, определяемую критическим углом изгиба о(кр, производят холодную ломку заготовки от прутка. Вращение консольной части заготовки в процессе изгиба осуществляется в пределах угла Ъ контакта роликов с поверхностью заготовки, чем обеспечивается направленное отделение отрезка от прутка, а шарнирноесоединение промежуточной вставки с державкой обеспечивает самоустановку роликов относительно наружной поверхности отрезки.
Формула изобретения
Устройство для холодной резки прутков и труб, содержащее механизм зажима, режущий инструмент и установленный на державке инструмент для отделения отрезка, отличающеес я тем, что, с целью уменьшения повреждаемости поверхности отрезка, инструмент для отделения отрезка выполнен в виде двух роликов, закрепленных на промежуточной вставке, соединенной с державкой посредством шарнира, образованного отверстием в державке и пальцем, при этом отверстие в державке имеет две конические обращенные вершинами навстречу одна другой части, соединенные цилиндрической перемычкой .
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 144142, кл. В 23 D 21/00, 03.05.61.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| Устройство для ломки проката | 1989 |
|
SU1699726A1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2732462C1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2607853C2 |
| Многошпиндельный токарный станок | 1984 |
|
SU1202719A1 |
| КОМБИНИРОВАННОЕ КОЛЬЦЕВОЕ КОСТНОЕ СВЕРЛО | 2016 |
|
RU2662548C2 |
| Токарный многошпиндельный станок | 1989 |
|
SU1660850A1 |
| Автоматическая линия для бесцентровой обработки деталей | 1988 |
|
SU1646796A1 |

