Изобретение относится к способу изготовления стеклопластиков, а именно химстойких конструкционных материалов, изделия из ко- 5 торых используются в химической,автомобильной, строительной, легкой, пищевой промыолениости, сельском хозяйстве и быту.
Известен способ изготовления стек-fо лопластика, дублированного химически стойким термопластом, прессовани- . ем из дублированного термопласта и стекловолокнистого преср-материгша (препрега или премикса) 1. В указанном способе изготовления слоистого пластика слой дубльматериаша является армирующей основой переходного слоя, обеспечивающей сцепление свойств при переходе от термо- 20 к стеклопласту.
Недостатком этого способа является низкая прочность сцепления дубльматериала с термопластом (от 5 до 25 кгс/см при отрыве), не позволяю- 25 щая использовать его как монолитный конструкционный материал.
Цель изобретения - увеличение адгезии между слоями в готовом пластике.
Эта цель достигается тем, что в способе изготовления стеклопластика, плакированного химически стойким термопластом, включаиошем сборку пакета из термопластичного и термореактивного в виде стекловолокнистого премикса или препрега слоев и последующее его прессование, сборку пакета производят из термопластичного слоя, выполненного с анкерными ребра и, между которыми укладывают стекловолокнистый премикс или препрег термореактивного слоя и прессование осуществляют при температуре ниже температуры плавления термопласта и вине температуры распада перекисной системы отверждения стекловолокнистого премикса или препрега.
Предлагаемый способ заключается в том, что на поверхность термопластичного листа (рукав) между анкерными ребраьи укладывают полосы препрега (премикс) и пакет помещают в пресс-фор 1У (для получения трипласта сверху накладывают другой лист с анкернЬ1МИ ребрами со смешением по отношению к нижнему листу, равным 0,5). Верхний интервал температуры прессования должен быть ниже
т.lui.термопласта на 10-20 С. , Температура прессования в зависимое ти от типа.термопласта и состава . препрега или премикса составляет от 30 да 120 С & давление прессования от 5 до ,150 кгс/см-. Время прессования от 30 до 120 с на 1 км толщины. Время охлаждения листовых irtoлипластов при 20 5 С равно 5-10 мин на 1 мм толщины.
Наиболее оптимальные толшины слоев в полипласте; обеспечивающие. .его работу как химстойкого конструк-,
ционного материала, следующие: кимстойкий слой термопласта (внутренний или наружный) составляет 1,33 мм, конструкцйЬннчй слой стеклопласта - 5-20 мм,
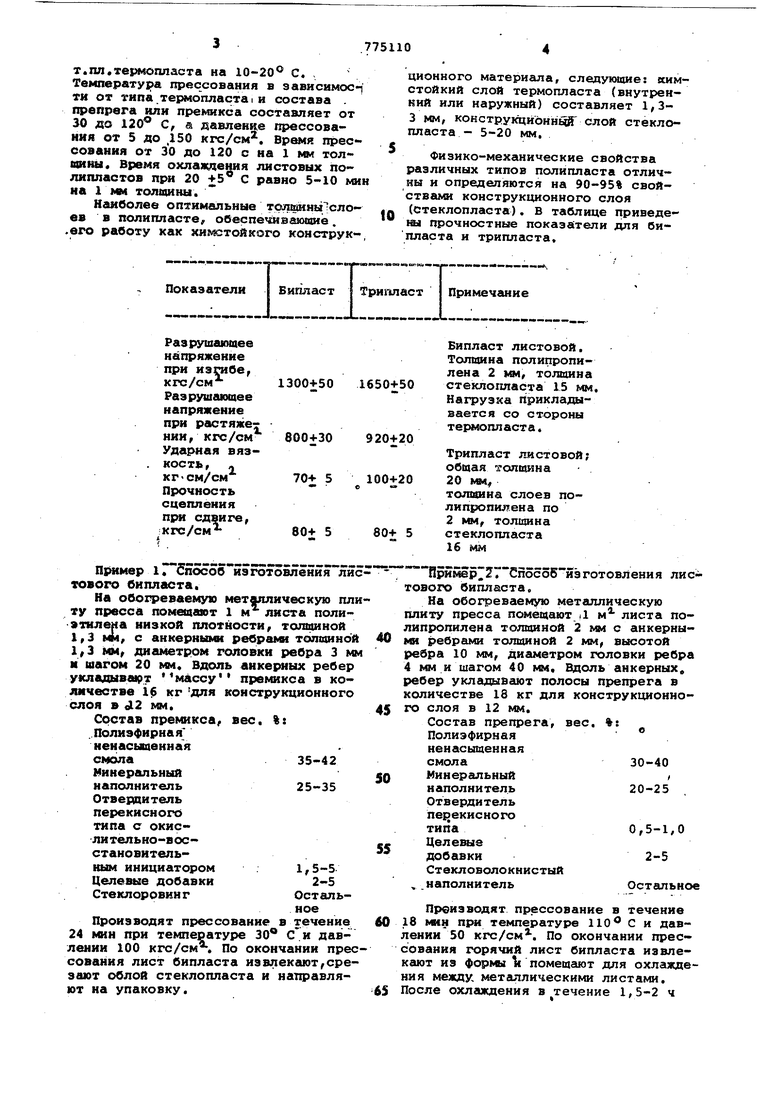
Физико-механические свойства различных типов полипласта отличны и определяются на 90-95% свойствами конструкционного слоя (стеклопласта). в таблице приведеЕШ прочностные показатели для бипласта и трипласта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления профильного изделия из стеклопластика | 1983 |
|
SU1110654A1 |
| Способ изготовления эпоксидного листового стеклопластика | 1981 |
|
SU1054091A1 |
| Способ изготовления нагревательного устройства | 1991 |
|
SU1802917A3 |
| Электроизоляционный стеклопластик | 1978 |
|
SU806710A1 |
| Способ изготовления декоративного стеклопластика | 1986 |
|
SU1399146A1 |
| Препрег | 1982 |
|
SU1068444A1 |
| Способ изготовления фенольных стеклопластиков с металлизированной поверхностью | 1980 |
|
SU956614A1 |
| Препрег | 1980 |
|
SU910693A1 |
| СТРУКТУРИРОВАННЫЙ ТЕРМОПЛАСТ В МЕЖЛИСТОВЫХ ЗОНАХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2011 |
|
RU2602159C2 |
| Способ получения стеклопластика | 1977 |
|
SU722780A1 |
Показатели
Бипласт
1300+50 1650+50
600+30
70+ 5
80+ 5 OsHiMep 1 5п5собйэготовления ли тового бипласта. На обогреваемую металлическую пл пресса помещают 1 м листа полиэтилена низкой плотности, толщиной 1,3 мм/ с анкерными ребранш толщиной 1,3 юл, диаметром головки ребра 3 м и шагом 20 мм. Вдоль анкекжых ребер укладывеирт массу премикса в количестве 1$ кг для конструкционного слоя в Л2 мм. Состав премскса, вес. %: .Полиэфирная ненасыщенная с «ола35-42 Минеральный наполнитель25-35 Отвепдитель перекисного типа с окисли тельно-восстановительным инициатором Целевые добавки ОстальСтеклоровингное Производят прессование в течение 24 мин при температуре 30 С и давлении 100 кгс/см По окончании пре сования лист бипласта извлекают,сре зают облой стеклопласта и натфавляют на упаковку.
Трипласт
Примечгшие
Бипласт листовой. Толщина полипропилена 2 юл, толщина стеклопласта 15 мм. Нагрузка прикладывается со стороны термопласта,
920+20
Трипласт листовой; общая толщина
100+20 20
толаоина слоев полипропилена по 2 км, толщина
80+ 5 стеклопласта 16 мм Прй5юр72ТСпосоБйзготовяения листового бипласта. На обогреваемого металлическую плиту пресса помещают il м листа полипропилена толщиной 2 мм с анкерными ребрами толщиной 2 мм, высотой ребра 10 мм, диаметром головки ребра 4 и шагом 40 мм. Вдоль анкерных« ребер укладывают полосы препрега в количестве 18 кг для конструкционного слоя в 12 мм. Состав препрега, вес, %: Полиэфирная ненасыщенная Минеральный наполнитель Отвердитель neiJeKHCHoro 0,5-1,0 Целешле 2-5 добавки Стекловолокнистый Остальное , наполнитель Производят прессование в течение 18 мин при температуре 110 С и давлении 50 КГС/СМ, По окончании прессования горячий лист бипласта извлекают из формы 1i помещают для охлаждения между, металлическими листами. После охлаждения в течение 1,5-2 ч с краев листа срезают облой стекло-т пласта и лист направляют, на упаковку Пример 3, Способ изготовления лис тового трипласта. Производят набор пакета для прессования по примеру 2, Затем сверху укладывгиот 1 мглиста с анкерными ребрами со смещением по отношению к нижнему листу равным 0,5 расстояния между ребрами и осуществляют указанный процесс прессования. Пример 4, Способ получения биплас товой трубы. Полипропиленовый рукав толщиной 2 мм с анкерными ребрами толщиной 2 , высотой ребра 10 мм, диаметром головки ребра 4 мм натягивают на металлическую оправку дааметром 400 мм Вдоль f s6ep укладывают полосы препре га в .количестве 60 кг на 1 п, м. тру бы с конструкционным слоем °в 15 мм, Полученную заготовку помещают в ци линдрическую форму, состоящую из дву обогреваемых половин. Процесс прессо вания проводят 3 течение зо мин при давлении 5 кгс/см и температуре 120 С. Пример 5, Способ получения трип.аастовой трубы. Процесс подготовки заготовки проводится по 4. Затем сверху по периметру укладывают две половинки рукава с анкерными ребрами, сдвинутыми на 0,5 шага. Проводят процес с : прессования в режиме, описанном вглаё ; Полученн по трубу извлекают из формы охлаждают. Производят разделку шва под сварку и осуществляют сварку дву наружных половин полипропиленового рукава при помощи сварки экструдированной присадкой. Использование предлагаемого спосо ба изготовления полипласта и изделий из них обеспечивает по сравнению с существующими способами следующие преимущества: возможность высокопроизводительного И экономически эффективного спо соба изготовления листового химстойкого конструкционного материеша, изделия из которого могут эксплуатироваться в кислых, щелочных и нейтраль ных агрессивных средах в интервале рабочих температур от 40 до 100 С; возможность разработки и° конструи рования химической аппаратуры, емкос тей, ванн, хранилищ, газоходов и т,д ,из полипласта; возможность замены аппаратуры из нержавеющей стали, титана, свинца и других дефицитных и дорогостоящих материалов на аппаратуру из углеродистой стали, футерованную полипластом, Стсимость 1 кг бипласта на основе полиэтилена низкой плотности или полипропилена составляет 2-2,5 руб,, а трипласта - 1,8-2,3 руб. Экономический эффект при замене нержавимцих стгшей полипластом на 1 м поверхности аппарата составит ориентировочно 80-90 руб, при одинаковом сроке службы а при.замене футеровок из кирпича - 45-50 руб,, из угольных блоков - 95-150 рув, В нашей стране серийный atinycK термоПластовых листов и 1 укавов с анкерными рёбрами производит Донецкий Промстройниипроект, а препрегов и npet-iHKCOB соответственно Ступинский завод стеклопластиков и стеклово локна и Калининский завод стеклопластиков ,. Мсхцность технологических линий составляет около 1 тыс, т/год. Серийный выпуск листового бипласта и трипласта намечено начать на Ступинском заводе стеклопластиков в 1979-1980 г. Формула изобретения Способ изготовления стеклопластика, плакированного хйьгачески стойким термопластом, включающий сборку пакета из тв1 «эш1астичного и терлюреактивнохю в виде стекловолокнистого премикса или препрега слоев и последующее его прессование, отличающийся тем, что, с целью увеличения адгезии iwiex y слоями в готовом пластике, обсужу пакета производят из термопластичного слоя, выполненного с аккершяш ребрами, между которыми укладывают стекловолокнистый премиск или препрег термореактивного слоя и прессование осушествляит при температуре ниже температуры плавления термопласта и выше температуры распада перек2«сной системы отверждения стекловолокнистого премихса или препрега. Источники информации, принятые во внимание при экспертизе 1. Сухов С,И, Исследование метоЦов получеиия и стеклопластиков, плакированных термопластами. Применение стеклопластиков в народном хозяйстве , МДНТП им,Ф,Э,Дзержинского, сборник,2, 1968, с,35,
