Изобретение относится к электротехнике, в частности к способам пропитки обмоток электрических машин электроизоляционными составами, преимущественно лаками.
Известен способ пропитки обмоток в вакууме и под давлением на установке типа АВБ [1]. Статор предварительно помещают в камеру предварительной сушки. Затем статор перемещают в автоклав, в котором осуществляются: вакуумирование до остаточного давления 2,7•103 Па; снижение вакуума до остаточного давления (13,3-40)•103 Па и заполнение автоклава лаком; повышение давления до 0,2-0,3 МПа; снятие давления и слив лака; вакуумирование при остаточном давлении (5,3-13,3)•103 Па; снятие вакуума, раскрытие автоклава и перемещение подвески с пропитанными статорами в проходную сушильную печь.
Недостатком установки типа АВБ является необходимость зачистки внутренней и наружной поверхности сердечника от наплывов лака и предохранения выводных концов от пропитки, необходимость специального оборудования (автоклав), повышенный расход пропиточного лака.
Наиболее близким к предлагаемому является способ пропитки обмотки электрических машин [2] . Предварительно высушенные прогретые до 90-100oС пропитываемые узлы с обмотками помещают в автоклав, в который подают пропитывающий лак до полного покрытия изделия, затем лак сливают, создают избыточное давление 3-7 атм. Непосредственно после достижения максимального давления производят резкую разгерметизацию автоклава.
Этому способу для проведения процесса пропитки необходимо специальное оборудование - автоклав, требуется большой расход пропиточного лака.
Задачей предлагаемого изобретения является упрощение технологического процесса пропитки обмотки электродвигателя, снижение количества расходуемого пропиточного лака.
Технический результат достигается за счет того, что путем герметизации внутренней полости станины происходит превращение ее в естественный автоклав.
Сущность предлагаемого изобретения поясняется на чертеже, где представлена схема станины с обмотанным статором.
Способ пропитки вакуумно-нагнетательным методом осуществляется следующим образом.
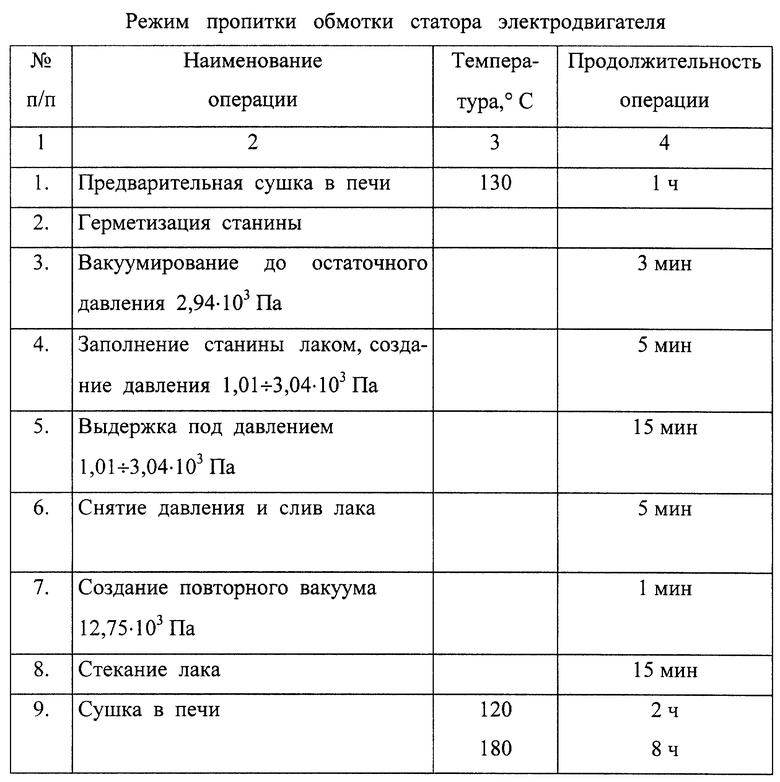
Предварительно высушенную, прогретую до температуры 60-90oС станину 1 с обмотанным статором 2 устанавливают на стенд 3. Перед началом процесса пропитки внутреннюю полость станины герметизируют с помощью верхней 4 и нижней 5 крышек, прижимаемых через резиновые прокладки 6 к торцам станины, закрепляя с помощью домкрата 7, чем создают естественный автоклав. Затем проводят вакуумирование обмотки статора до остаточного давления 3,0•103 Па, продолжительность 3 мин, открывают вентиль 8 на трубопроводе 9, подающем пропиточный состав, например, лак КО-916к с вязкостью 30-45 с по вискозиметру ВЗ-246 (ГОСТ 9070-75). Через смотровое окно 10, расположенное на верхней крышке, контролируют уровень лака (уровень лака должен стать выше лобовой части обмотки). Затем создают давление внутри установки до 0,3 МПа для дополнительного нагнетания лака, продолжительность 15 мин. После этого, сняв давление, сливают лак. Затем создают повторный вакуум до остаточного давления 5,0•103 Па в течение 1-2 мин для интенсивного испарения растворителя. Затем производят разгерметизацию станины, открывают верхнюю крышку, снимают станину со стенда и производят сушку в печи.
В таблице представлен режим пропитки обмотки статора электродвигателя.
Данный способ пропитки обмоток электродвигателя позволяет упростить технологический процесс пропитки за счет того, что для его осуществления не требуется специальное технологическое оборудование - автоклав. В процессе пропитки снижается количество расходуемого лака, т.к. в описываемых выше способах изделие с обмоткой помещают в емкость с лаком, и лак покрывает всю поверхность изделия, которое помещено в автоклав (и ту поверхность, которую нужно пропитывать, и ту поверхность, которой не требуется пропитка по технологическому процессу), что увеличивает расход дорогого пропиточного лака, а в предложенном способе лак подается непосредственно в полость станины, которую необходимо пропитать, что повышает качество пропитки обмотки.
Данный способ особенно эффективен для пропитки крупных электрических машин мощностью свыше 50 кВт, когда осуществление вакуумного способа пропитки требует применения специальных автоклавов значительных габаритов.
По предлагаемому техническому решению на опытном производстве ОАО НИИВЭМ смонтирована и внедрена в марте 2000 года установка для пропитки обмоток вакуумно-нагнетательным методом (Технологическая инструкция БЯИН. 520208.066), которая подтверждает приемлемость и осуществляемость данного способа пропитки. Отмечено хорошее качество пропитки обмотки электродвигателей.
Источники информации
1. М.В. Антонов, Л.С. Герасимова. Технология производства электрических машин. - М.: "Энергоиздат", 1982, с.328-330.
2. А.с. 1376181, СССР, кл. Н 02 К 15/12, 1986 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОПИТКИ И СУШКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2015 |
|
RU2597892C1 |
| СПОСОБ ПРОПИТКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2015 |
|
RU2597890C1 |
| СПОСОБ ПРОПИТКИ УЗЛОВ ЭЛЕКТРОИЗДЕЛИЙ ЛАКОМ МЛ-92 | 2015 |
|
RU2613926C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2399109C1 |
| СПОСОБ ПРОПИТКИ И СУШКИ ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2015 |
|
RU2601964C1 |
| СПОСОБ КОМПАУНДИРОВАНИЯ ОБМОТОК СТАТОРА ЭЛЕКТРОДВИГАТЕЛЯ | 2007 |
|
RU2330372C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2231196C2 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОТЕРМОВАКУУМНОГО ВОССТАНОВЛЕНИЯ И РЕМОНТА ИЗОЛЯЦИИ ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2001 |
|
RU2191461C1 |
| ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИИ ОБМОТОК ТЯГОВЫХ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2012 |
|
RU2530757C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРАФИТИРОВАННЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2522011C1 |
Изобретение относится к электротехнике, в частности к способам пропитки обмоток электрических машин электроизоляционными составами, преимущественно лаками. Способ пропитки обмоток электродвигателя проводится вакуумно-нагнетательным методом, для чего герметизируют внутреннюю полость станины статора, превращая ее в естественный автоклав. Затем создают вакуум и, сохраняя его, подают пропиточный лак. При уровне лака выше лобовой части обмотки создают давление до 0,3 МПа, после снятия давления сливают лак, еще раз производят вакуумирование, после чего разгерметизируют станину статора. Технический результат от использования изобретения состоит в упрощении технологического процесса пропитки обмотки электродвигателя и в снижении количества расходуемого пропиточного лака. 1 ил., 1 табл.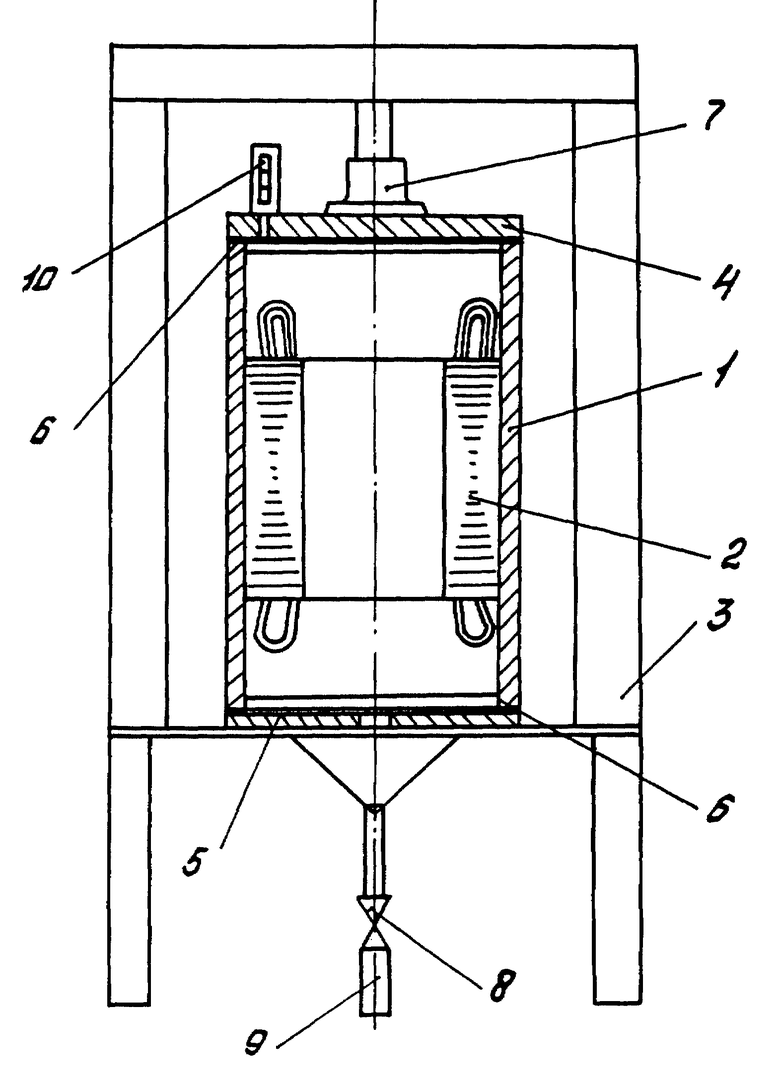
Способ пропитки обмоток электродвигателя, при котором производят нагрев обмоток статора и пропитку, отличающийся тем, что пропитку обмотки производят вакуумно-нагнетательным методом, для чего герметизируют внутреннюю полость станины статора, превращая ее в естественный автоклав, создают вакуум, и, сохраняя его, подают пропиточный лак, когда уровень лака станет выше лобовой части обмотки, создают давление до 0,3 МПа и после снятия давления сливают лак, еще раз производят вакуумирование, после чего разгерметизируют станину статора.
| Способ пропитки обмоток электрических машин | 1986 |
|
SU1376181A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИИ | 0 |
|
SU208099A1 |
| Способ изготовления изоляции обмоток электрических машин | 1978 |
|
SU792504A1 |
| СПОСОБ ПРОПИТКИ И СУШКИ ЭЛЕКТРОИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2128392C1 |
| US 3979530 А, 07.09.1976 | |||
| Система воздушного отопления промышленного здания | 1987 |
|
SU1439352A1 |
| Бесконтактный телефонный искатель | 1954 |
|
SU103237A1 |
| СПОСОБ РАЗРАБОТКИ НЕФТЯНОЙ ЗАЛЕЖИ | 1999 |
|
RU2154157C1 |
| АНТОНОВ М.В | |||
| и др | |||
| Технология производства электрических машин | |||
| - М.: Энергоиздат, 1982, с | |||
| Способ переработки сплавов меди и цинка (латуни) | 1922 |
|
SU328A1 |

