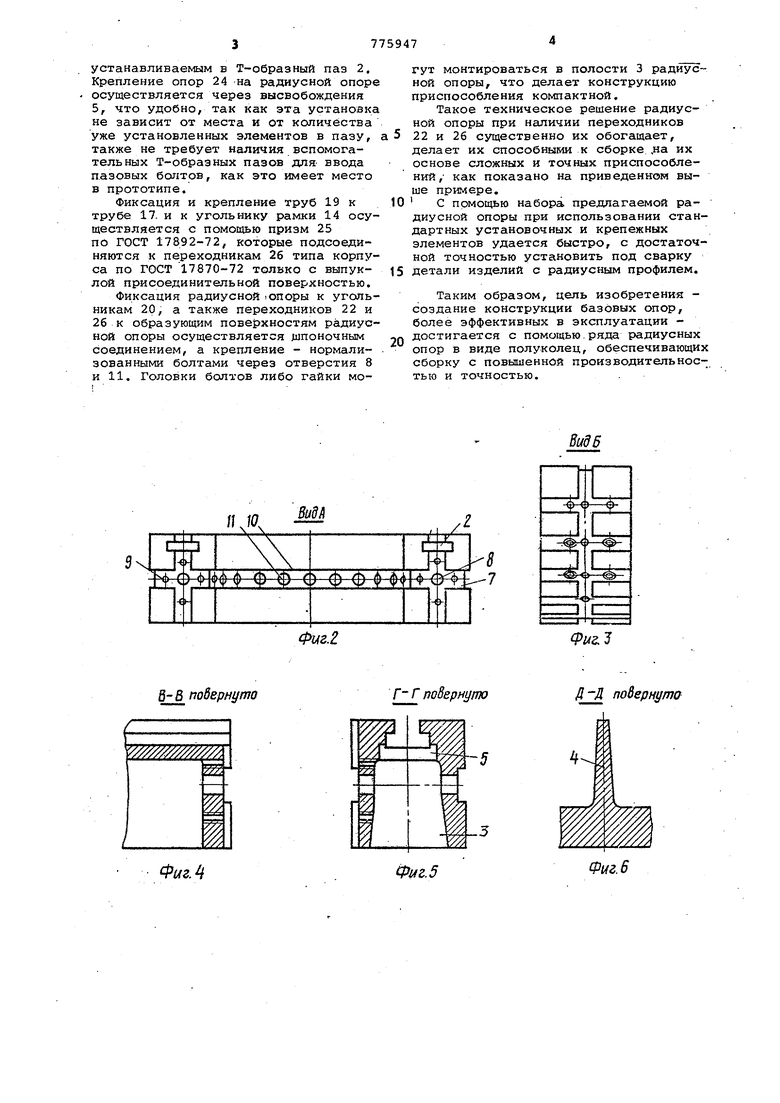
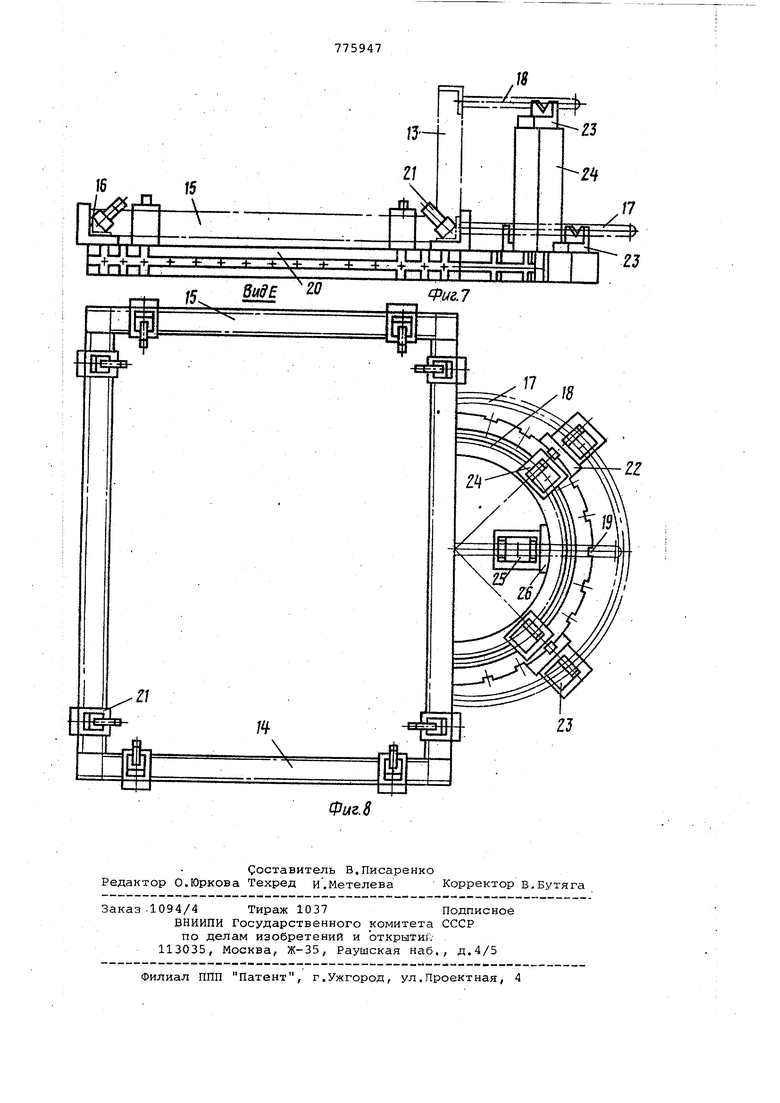
Изобретение относится к области сварки, а именно к конструкции опоры радиусной универсально-сборных сварочных приспособлений, преимуществен но для стыковки с торцами базовых де талей универсально-сборных сварочных приспособлений. Известна конструкция сварочного приспособления, которое содержит пря моугольные базовые опоры в виде штанг 1. Эти штанги не приспособле ны для закрепления на них Деталей с радиусным профилем. Известна опора радиусная универс ально-сборных сварочных приспособле 4ий, преимущественно для стыковки с базовыми деталями универсально-сборИых сварочных приспособлений, содерж|ащая корпус с пазами на рабочей поверхности и элементы фиксации и креп ления С2 J. Недостатком известной опоры является то, что она недостаточно эффективна в эксплуатации, так как мала конфигурация собираемых изделий. Целью изобретения является создание такой конструкции опоры, котора была бы более эффективна благодаря расширения конфигурации собираемых изделий. Цель достигается тем, что корпус выполнен в виде полукольца П-образнрго сечения с расстоянием между ося ми симметрии прямоугольных торцовых поверхностей кратным присоединительному размеру на торцах базовых деталбй универсально-сборных сварочных пр;испособлений, а элементы фиксации и крепления размещены на прямоугольных торцовых поверхностях. По дугам на ружной и внутренней цилиндрических поверхностей полукольца размещены шпоночные пазы, а на наружной цилинд рической поверхности по ее радиусу выполнены шпоночные пазы, расположенные с заданным шагом и имеющие сквозные крепежные отверстия. На пря моугольных торцовых поверхностях полукольца выполнены взаимно перпендикулярные Д1поночные пазы с отверстиями -для крепежа. На фиг.1 представлена опора радиусная, вид снизу; на фиг.2 - вид по стрелке А на фиг,1; на фиг.З - вид по стрелке Б на фиг,1; на фиг,4 разрез В-В на фиг,1; на фиг.З - разрез Г-Г на фиг.1, на фиг.6 - разрез Д-Д на фиг.1, на фиг.7 - пример сбор ки опоры радиусной с элементами сварочного приспособления; на фиг.8 вид по стрелке Е на фиг.7, Опора радиусная представляет собой полукольцо, которое на торцовой рабочей поверхности 1 имеет Т-образный паз 2.Опора выполнена П-образного сечения и снабжена полостью 3 с ребрами жесткости 4, высвобождениями в полости 5, имеющими размер не менее головки пазового болта. На прямоугольных торцовых плоскостях б размещены взаимно перпендикулярные шпоночные пазы 7 и крепежные отверстия 8 и 9. Наружная и внутренняя поверхности полукольца снабжены расположенными параллельно его рабочей плоскости шпоночными пазами 10 с крепежными отверстиями 11. Наружная поверхность полукольца имеет пазы 12, расположенные по шагу и перпендикулярно его рабочей плоскости. Использование радиусной опоры при сборке и сварке изделий видно на приспособлении, показанном на . Необходимо, например, собрать и сварить каркас, состоящий из рамки 13,к которой привариваются с одной стороны две трубы, согнутые по радиусу, а с другой - уголки 14, 15, 16. Труба 17 большего радиуса приваривается к нижнему уголку рамки 13, труба 18 меньшего радиуса приваривается к верхнему уголку той же рамки. Труба 17 поддерживается, кроме того, трубой 19. Трубы должны быть размещены в параллельных плоскостях, и ось симметрии-, их должна проходить через ось симметрии рамки 14, при этом трубы 17 и 19 находятся в одной плоскости с основавшем каркаса. Имея выбор радиусных опор, выбираем опору нужного размера и присоединяем ее к п|зедварительно собранному основанию из уголков 20 универсально-сборных сварочны.х приспособлений по ГОСТ17902-72. Размеры радиусных опор по диаметру должны быть кратны стандартному шагу между шпоночными пазами деталей универсально-сборных сварочных приспособлений. Ось симметрии радиусной опоры совмещается с осью симметрии основания из уголков 20, на которые устанавливаются и закрепляются с помощью эксцентриковых прижимов 21 (гост 17891-72 )рамка 13 и детали 14,15 и 16. Для размещения трубы 17 под сварку относительно рамки 13 на шпоночные пазы наружной- поверхности радиусной опоры устанавливаются переходники 22 типа поворотного.корпуса по ГОСТ 17870-72, к которым присоединяются призмы 23 по ГОСТ 17893-72. В призмах 23 фиксируется и закрепляется труба 17, Переходники 22 устанавливаются На шпоночные пазы 12, чем обеспечивается их точная установка под заданным углом. Труба 1В фиксируется и закрепля8: ся также в призмах 23 , которые крепятся к опорам 24, состоящим из элеентов универсально-сборочных сварочных приспособлений по ГОСТ 17860-72,
устанавливаемым в Т-образный паз 2. Крепление опор 24 на радиусной опоре осуществляется через высвобождения 5, что удобно, так как эта установка не зависит от места и от количества уже установленных элементов в пазу, также не требует наличия вспомогательных Т-образных пазов для ввода пазовых болтов, как это имеет место в прототипе.
Фиксация и крепление труб 19 к трубе 17. и к угольнику рамки 14 осуществляется с помощью призм 25 по ГОСТ 17892-72, которые подсоединяются к переходникам 26 типа корпуса по ГОСТ 17870-72 только с выпуклой присоединительной поверхностью.
Фиксация радиусной iопоры к угольникам 20, а также переходников 22 и 26 к образующим поверхностям радиусной опоры осуществляется ипоночным соединением, а крепление - нормализованными болтами через отверстия 8 и 11. Головки болтов либо гайки могут монтироваться в полости 3 радиусной опоры, что делает конструкцию приспособления компактной.
Такое техническое решение радиусной опоры при наличии переходников 22 и 26 существенно их обогащает, делает их способными к сборке .на их основе сложных и точных приспособлений/ как показано на приведенном выше примере,
С помощью набора, предлагаемой радиусной опоры при использовании стандартных установочных и крепежных элементов удается быстро, с достаточной точностью установить под сварку детали изделий с радиусным профилем.
Таким образом, цель изобретения создание конструкции базовых опор, более эффективных в эксплуатации достигается с помощью.ряда радиусных опор в виде полуколец, обеспечивающих сборку с повышенной производительностью и точностью.

Фш.2
В-в побернуто
-8 -1
Г-Г поВернупю
ФигЛ
Фиг. 6
Фиг. 5
/5 Mf °
21
/
L-U
ш7
18
гз
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пружинный зажим для резиновых и т.п. гибких трубок | 1929 |
|
SU17841A1 |
| АППАРАТ ДЛЯ ВВЕДЕНИЯ ВО ВРАЩАТЕЛЬНУЮ ПЕЧЬ ЖИДКОГО ЦЕМЕНТНОГО ШЛЯМА | 1925 |
|
SU4541A1 |
