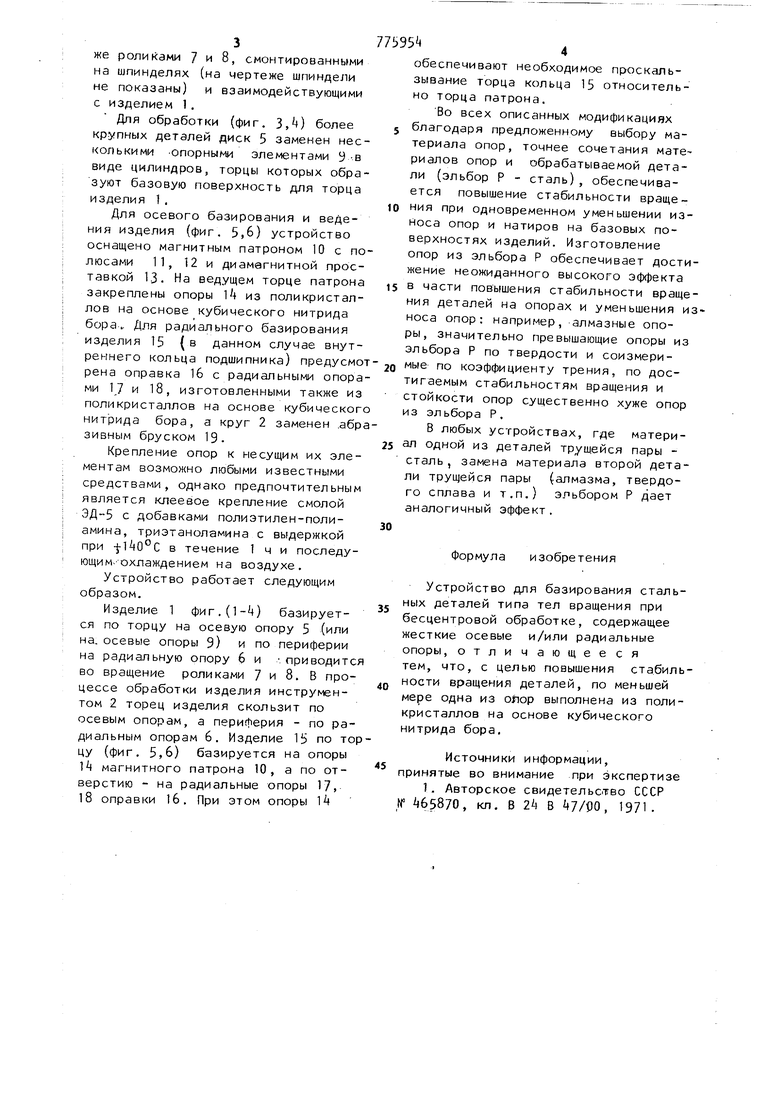
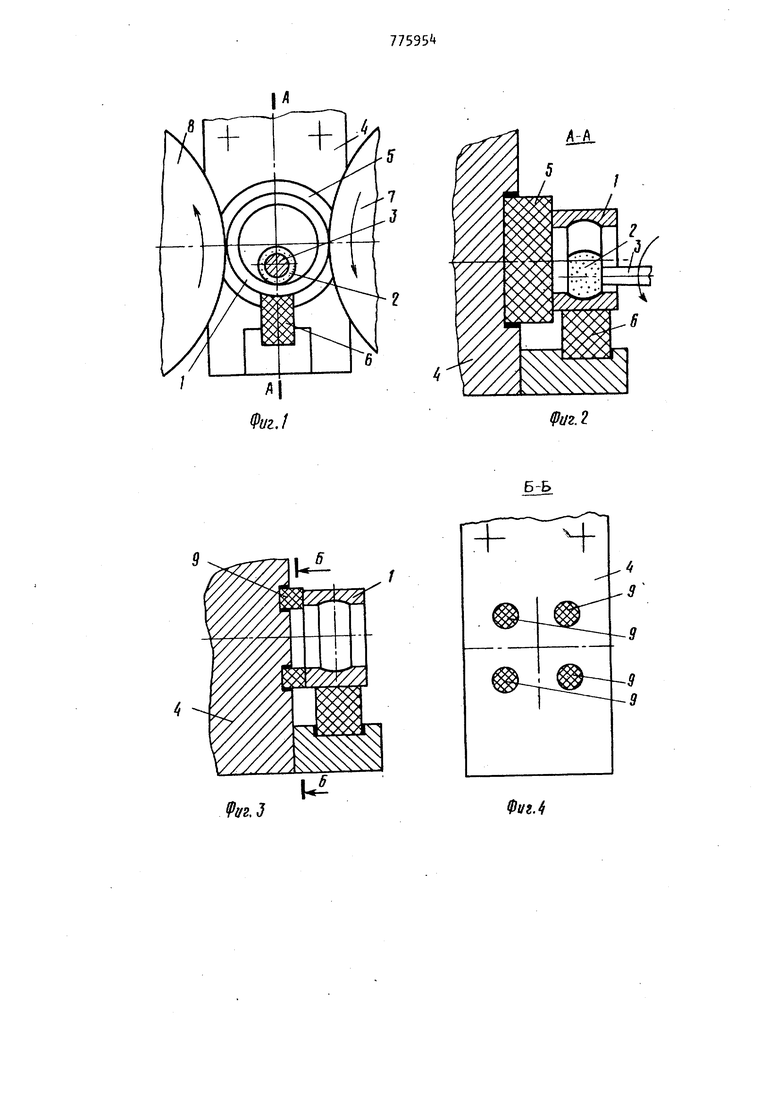
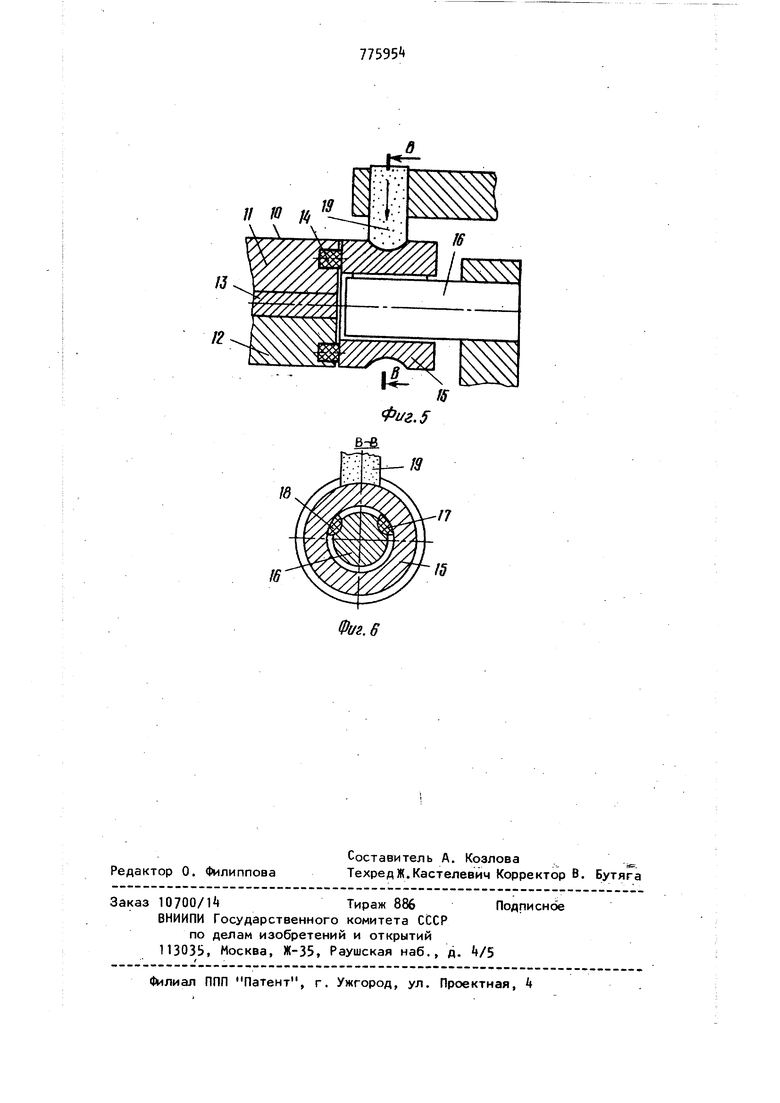
же ролиК:ами 7 и 8, смонтированными на шпинделях (на чертеже шпиндели не показаны) и взаимодействующими с изделием 1, Для обработки (фиг. 3,} более крупных деталей диск 5 заменен нес колькими -опорными элементами У -в виде цилиндров, торцы которых обра зуют базовую поверхность для торца изделия 1 , Для осевого базирования и ведения изделия (фиг. 5,6) устройство оснащено магнитным патроном 10 с по люсами 11, 12 и диамагнитной проставкой 1.3. На ведущем торце патрона закреплены опоры 14 из поликристаллов на основе кубического нитрида бора Для радиального базирования изделия 15 (в данном случае внутреннего кольца подшипника) предусмо рена оправка 1б с радиальными опора ми 17 и 18, изготовленными также из поликристаллов на основе кубическог нитрида бора, а круг 2 заменен .абр зивным бруском 19. Крепление опор к несущим их элементам возможно любыми известными средствами, однако предпочтительным является клеевое крепление смолой с добавками полиэтилен-полиамина, триэтаноламина с выдержкой при fl40°C в течение 1 ч и последующим.-охлаждением на воздухе. Устройство работает следующим образом. Изделие 1 фиг. () базируется по торцу на осевую опору 5 (или на, осевые опоры 9) и по периферии на радиальную опору 6 и .приводитс во вращение роликами 7 и 8. В процессе обработки изделия инструментом 2 торец изделия скользит по осевым опорам, а периферия - по радиальным опорам 6. Изделие 15 по то цу (фиг. 5,6) базируется на опоры И магнитного патрона 10, а по отверстию - на радиальные опоры 17, 18 оправки 16, При этом опоры 14 44 обеспечивают необходимое проскальзывание торца кольца 15 относительно торца патрона. Во всех описанных модификациях благодаря предложенному выбору материала опор, точнее сочетания мате риалов опор и обрабатываемой детали (эльбор Р - сталь), обеспечивается повышение стабильности вращения при одновременном уменьшении износа опор и натиров на базовых поверхностях изделий. Изготовление опор из эльбора Р обеспечивает достижение неожиданного высокого эффекта в части повышения стабильности вращения деталей на опорах и уменьшения износа опор: например, алмазные опоры, значительно превышающие опоры из эльбора Р по твердости и соизмеримые по коэффициенту трения, по достигаемым стабильностям вращения и стойкости опор существенно хуже опор из эльбора Р. В любых устройствах, где материал одной из деталей труш.ейся пары сталь, замена материала второй детали трущейся пары (алмазма, твердого сплава и т.п.) эльбором Р дает аналогичный эффект. Формула изобретения Устройство для базирования стальных деталей типа тел вращения при бесцентровой обработке, содержащее жесткие осевые и/или радиальные опоры, отли чающее ся тем, что, с целью повышения стабильности вращения деталей, по меньшей мере одна из олор выполнена из поликристаллов на основе кубического нитрида бора, Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельСТВО СССР W 465870, кл, В 24 В 47/DO, 1971.
AJA
(PU2.2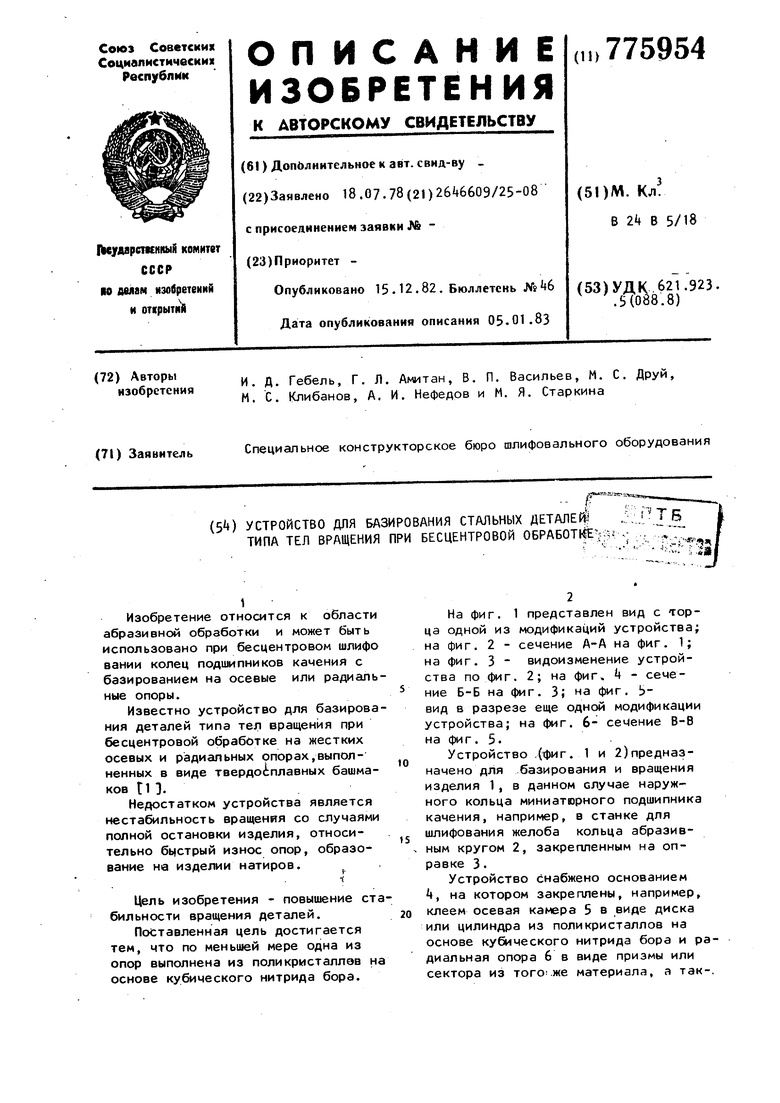
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ базирования вращающейся детали | 1985 |
|
SU1454655A1 |
| Устройство для базирования и вращения деталей типа колец | 1975 |
|
SU618263A1 |
| Устройство для базирования и вращения деталей | 1978 |
|
SU779050A1 |
| СПОСОБ БЕСЦЕНТРОВОГО ТОЧЕНИЯ КРУГЛЫХ ДЕТАЛЕЙ | 1969 |
|
SU241903A1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ РОЛИКОПОДШИПНИКОВ | 1999 |
|
RU2189302C2 |
| Устройство для базирования и вращения деталей типа колец | 1979 |
|
SU944878A1 |
| УСТРОЙСТВО ДЛЯ БЕСЦЕНТРОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1973 |
|
SU365244A1 |
| ТОКАРНЫЙ ПЛАВАЮЩИЙ ПАТРОН | 2010 |
|
RU2449862C2 |
| Способ позиционирования режущего инструмента | 1986 |
|
SU1324822A1 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВОК ДЕТАЛЕЙ ТИПА ДИСКОВ | 2010 |
|
RU2443513C1 |
Фуг,3
Фаг. 4
fO /
V V
Д/Р
s
|Д15
Фиг. 5
ш
15
Фиг. 6
