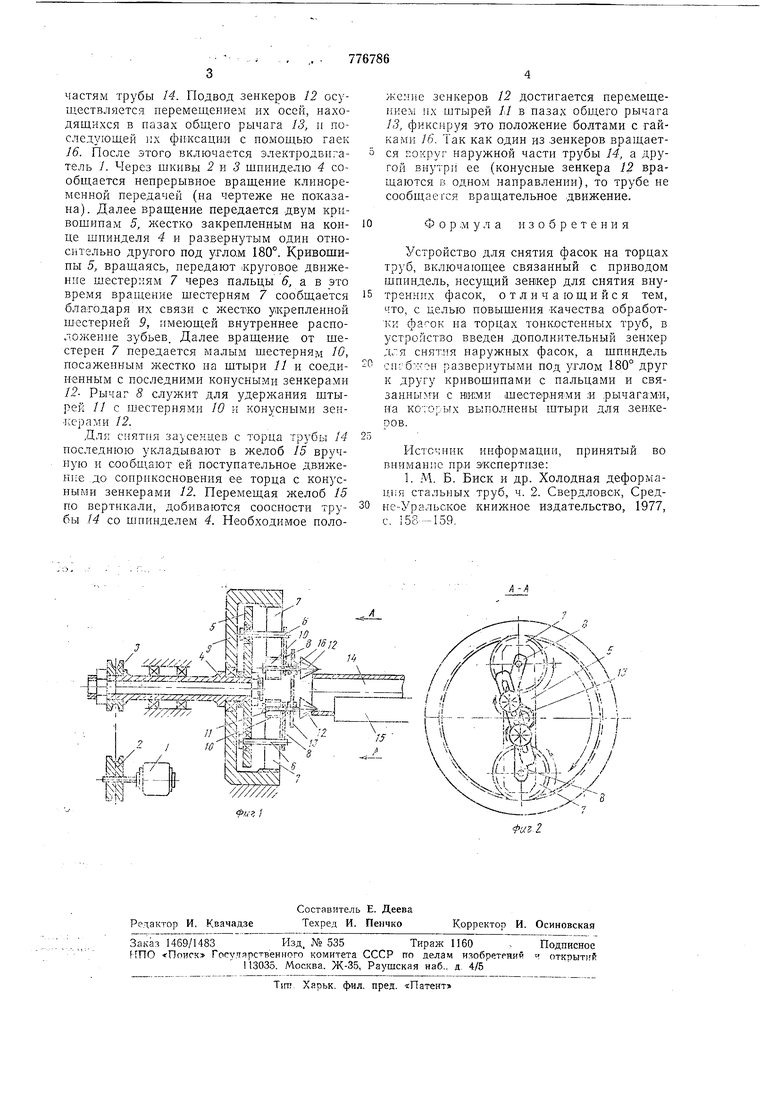
частям трубы 14. Подвод зенкеров 12 осуществляется перемещением их осей, находящихся в пазах общего рычага 13, и последующей i;x фиа саци;И с помощью гаек 16. После этого включается электродвпгатель /. Через шкивы 2 и 5 щпинделю 4 сообщается непрерывное вращение клиноременной передачей (на чертеже не показана). Далее вращение передается двум кривошипам 5, жестко закрепленным на конце шпинделя 4 и развернутым один относительно другого под углом 180°. Кривошипы 5, вращаясь, передают круговое движение шестерням 7 через пальцы 6, г. ъ это время вращение шестерням 7 сообщается благодаря их связи с жестко укрепленной шестерней 9, имеющей внутреннее расположение зубьев. Далее вращение от щестерен 7 передается малым шестерням 10, посаженным жестко па щтыри // и соединенным с последними конусными зенкерами 12- Рычаг 8 служит для удержания щтырей // с шестернями 10 н конусными зекэсерами 12.
Для снят1 я заусенцев с торца трубы 14 последнюю укладывают в желоб 15 вручную и сообщают ей поступательное движение до соприкосновения ее торца с конусными зенкерами 12. Перемещая желоб 15 по вертикали, добиваются соосности трубы 14 со шпинделем 4. Необходимое положение зенкеров 12 достигается перемещением их штырей // в пазах общего рычага 13, фиксируя это положение болтами с гайками 16. Так как один из зенкеров вращается Еокруг наружной части трубы 14, а другой внутри ее (конусные зенкера 12 вращаются в одном направлении), то трубе не сообщается вращательное движение.
Ф о р ;м у л а изобретения
Устройство для снятия фасок на торцах труб, включающее связанный с приводом шпиндель, несущий зенкер для снятия внутренних фасок, отличающийся тем, что, с целью повышения качества обработки фа-ок иа торцах тонкостенных труб, в устройство введен дополнительный зенкер дгя снятия наружных фасок, а шпиндель развернутыми под углом 180° друг к другу кривошипами с пальцами и связанными с Н1и:ми шестернЯМИ я .рычагами, на которых выполнены штыри для зенкеров.
Источник информации, принятый во внимание пр.и экспертизе:
1. М. Б. Биск и др. Холодная деформация стальных труб, ч. 2. Свердловск, Средне-Уральское книжное издательство, 1977, с. 158-159,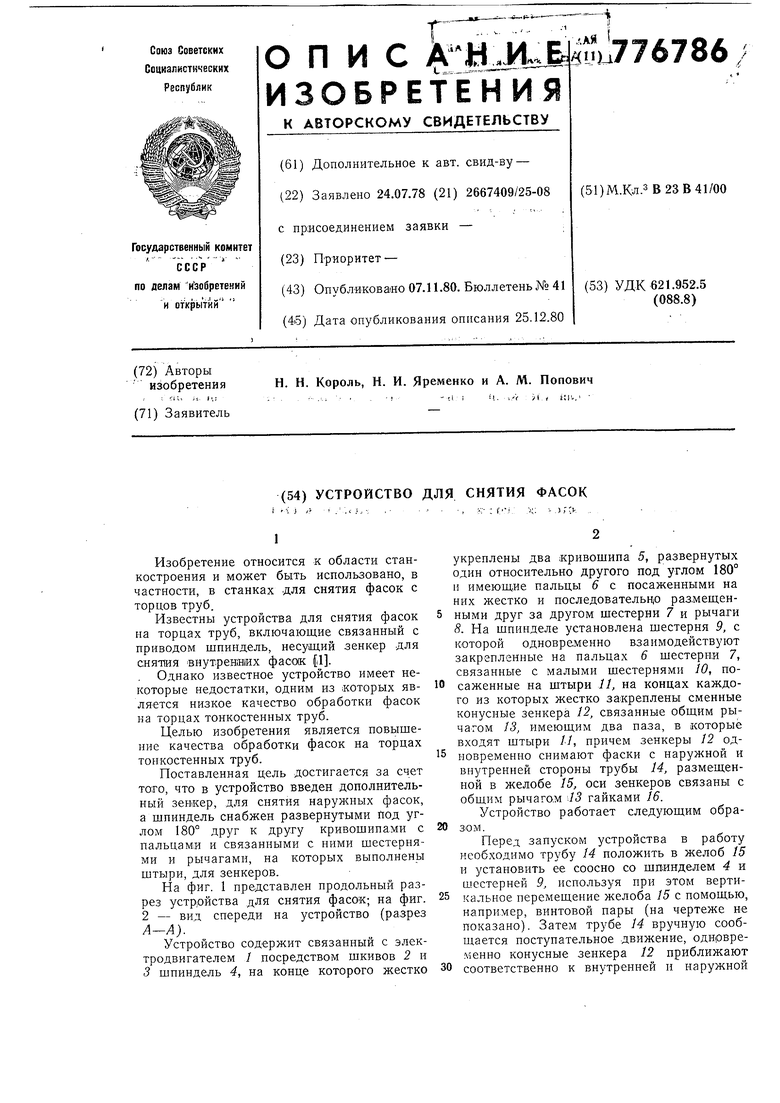
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕЗКИ, ПРЕИМУЩЕСТВЕННО ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК И ТРУБ | 1998 |
|
RU2207227C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 1990 |
|
RU2009790C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 2005 |
|
RU2301724C2 |
| Устройство для обработки отверстий | 1974 |
|
SU542588A1 |
| Способ изготовления колец шарикоподшипников и устройство для его осуществления | 1987 |
|
SU1733171A1 |
| Автомат для установки штырей в цилиндрические детали | 1978 |
|
SU897460A1 |
| Загрузочное устройство | 1984 |
|
SU1202801A1 |
| Станок-автомат для изготовления плетеной металлической сетки | 1957 |
|
SU118800A1 |
| Машина для съема крышек загрузочных люков | 1960 |
|
SU142623A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ФАСОК НА ДИСКАХ | 1973 |
|
SU364416A1 |
a-i;.;fezZc g22Z: 27ZZZ 223 .:-it.-.: I- --mf , ..,,g,// М-Ж.ч . f lilTI, r,X , I -NSr- -i .7.x. /// v-V -л pFHi-t11 1 // /
