(54; ШТАМП ДЛЯ ГИБКИ СКОБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибочный штамп | 1985 |
|
SU1260065A1 |
| Штамп для гибки штучных заготовок | 1978 |
|
SU722636A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Штамп для гибки деталей,преимущественно контактных пружин | 1982 |
|
SU1061888A1 |
| Штамп для объемной штамповки | 1991 |
|
SU1821283A1 |
| Штамп для изготовления деталей типа скобы | 1981 |
|
SU1076168A1 |
| Штамп для изготовления деталей | 1982 |
|
SU1094665A1 |
| Штамп для гибки штучных заготовок | 1984 |
|
SU1247123A1 |
| Штамп для гибки скоб | 1986 |
|
SU1388152A1 |
| Гибочный штамп | 1982 |
|
SU1061887A1 |
I
Изобретение относится к обработке металлов давлением, в частности к листовой штамповке.
Известен штамп для изготовления скоб с внутренним поднутрением одной полки, содержаш.ий подпружиненньш пуансон, матрицу, подпружиненную ползушку, взаимно действующую с клином 1.
Однако данный штамп содержит большое количество быстроизнашиваемых деталей.
Наиболее близким к предложенному является штамп для гибки скоб, содержащий пуансон и установленные в обойме полуматериалы с клиновыми механизмами их перемещения 2.
Однако в данном штампе не могут быть получены скобы с загнутыми внутрь концами.
Цель изобретения - получение скоб с загнутыми внутрь концами.
Для достижения этой цели каждый клиновой механизм выполнен в виде двух штырей круглого сечения, неподвижно закрепленных в обойме под углом к оси штампа и размещенных в выполненных в полуматрицах пазах.
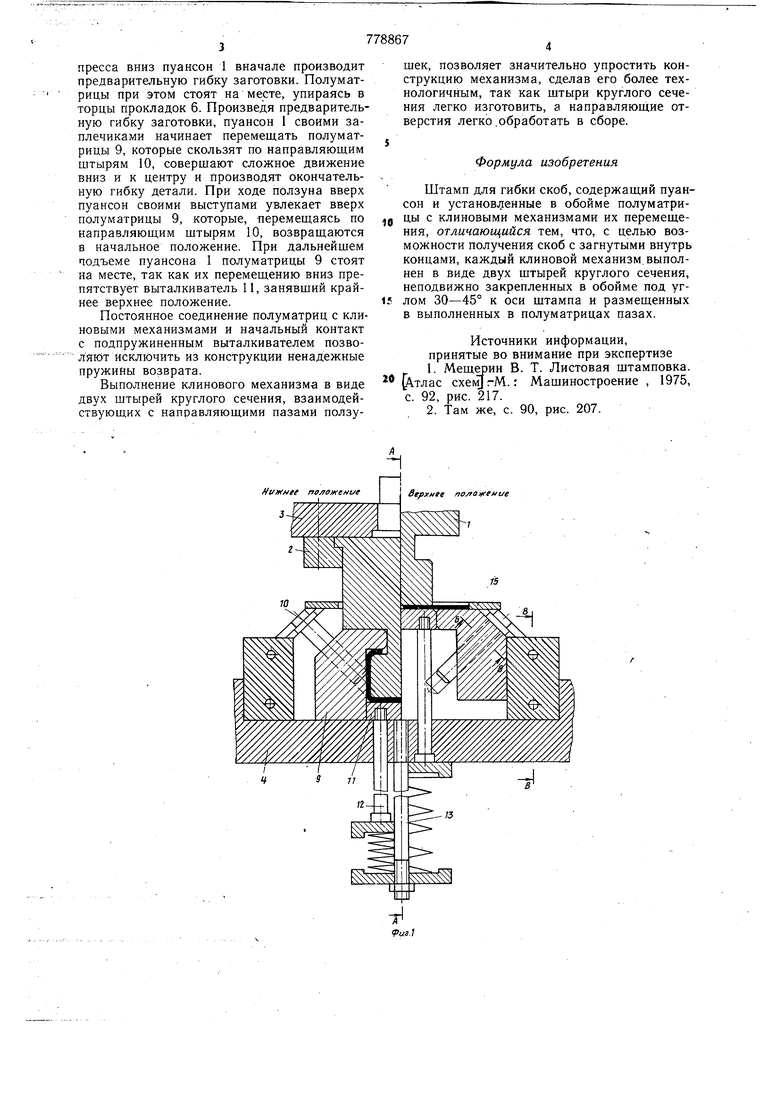
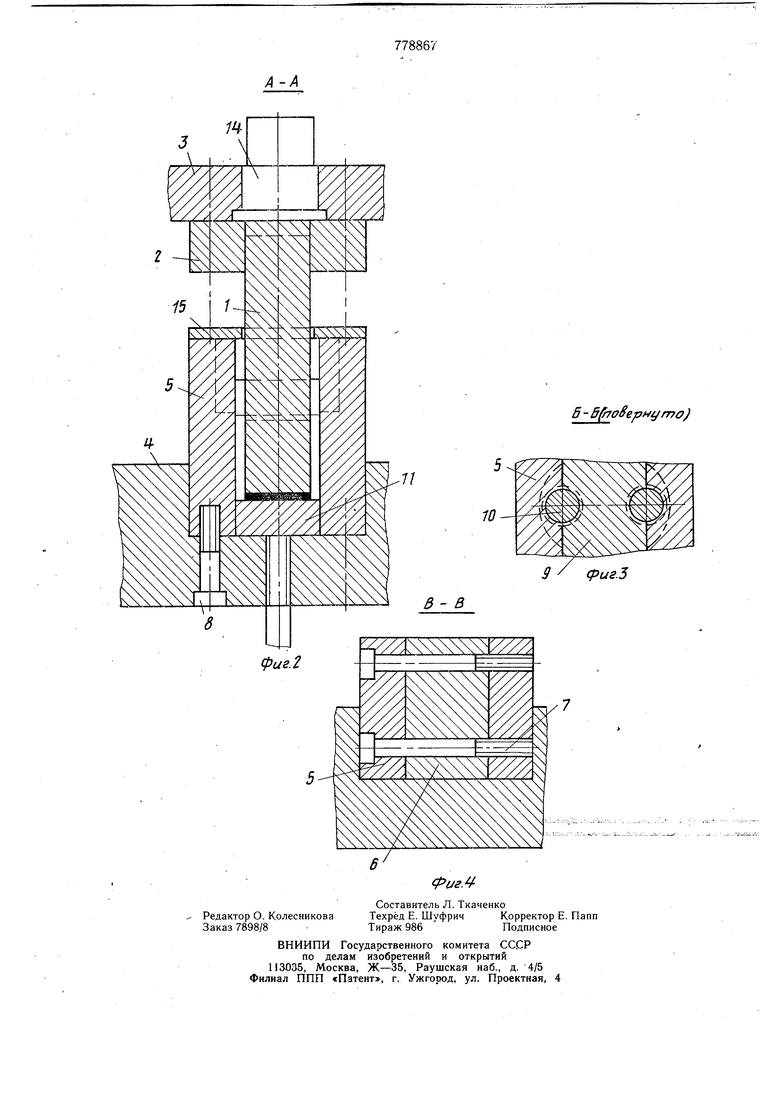
На фиг. 1 изображен штамп, общий вид в разрезе; на фиг. 2 - разрез А-А на
фиг. 1; на фиг. 3 - форма направляющих штырей клинового механизма (разрез Б-Б на фиг. 1); на фиг. 4 - разрез В-В на фиг. 1.
Штамп содержит пуансон 1 с заплечйка5 ми, неподвижно закрепленный с помощью пуансонодержателя 2 на верхней плите 3. В гнездо нижней плиты 4 врезана обойма, состоящая из двух стенок 5 и двух прокладок 6, соединенных винтами 1. Обойма крепится к нижней плите 4 с помощью винтов 8. В обойме установлены две полуматрицы 9, связанные с клиновыми механизмами, выполненными в виде неподвижных штырей 10 круглого сечения, установленных в полукруглых пазах обоймы под углом 30-
,5 45° к оси штампа и зафиксированных от осевого смещения с помощью буртов, входящих в пазы стенок 5. Между полуматрицами размещен выталкиватель 11, связанный с помощью двух винтов 12 с буфером 13. Штамп крепится к ползуну пресса с помощью хвостовика 14. Для фиксирования заготовки служит трафарет 15.
Штамп работает следующим образом. Заготовку устанавливают в трафарет 15 на выталкиватель 11. При ходе ползуна
пресса вниз пуансон 1 вначале производит предварительную гибку заготовки. Полуматрицы при этом стоят на месте, упираясь в торцы прокладок 6. Произведя предварительную гибку заготовки, пуансон 1 своими заплечиками начинает перемещать полуматрицы 9, которые скользят по направляющим штырям 10, совершают сложное движение вниз и к центру и производят окончательную гибку детали. При ходе ползуна вверх пуансон своими выступами увлекает вверх полуматрицы 9, которые, перемещаясь по направляющим щтырям 10, возвращаются в начальное положение. При дальнейшем подъеме пуансона 1 полуматрицы 9 стоят на месте, так как их перемещению вниз препятствует выталкиватель 11, занявщий крайнее верхнее положение.
Постоянное соединение полуматриц с клиновыми механизмами и начальный контакт с подпружиненным выталкивателем позволяют исключить из конструкции ненадежные пружины возврата.
Выполнение клинового механизма в виде двух щтырей круглого сечения, взаимодействующих с направляющими пазами ползуНижнее па/гожение Jщек, позволяет значительно упростить конструкцию механизма, сделав его более технологичным, так как щтыри круглого сечения легко изготовить, а направляющие отверстия легко.обработать в сборе.
Формула изобретения
Штамп для гибки скоб, содержащий пуансон и установленные в обойме полуматрицы с клиновыми механизмами их перемещения, отличающийся тем, что, с целью возможности получения скоб с загнутыми внутрь концами, каждый клиновой механизм, выполнен в виде двух щтырей круглого сечения, неподвижно закрепленных в обойме под углом 30-45° к оси штампа и размещенных в выполненных в полуматрицах пазах.
Источники информации, принятые во внимание при экспертизе
с. 92, рис. 217.
no ayffHue
