Изобретение относится к обработке металлов давлением, в частности к оснастке для холодной штамповки.
Известен штамп для отрезки и гибки проволоки, содержащий подвижную пуансон-матрицу для отрезки и гибки параллельных полок на оправке, оправку и пуансон, качающийся на оси,- с приводом от верхней части штампа ll ,
Недостатком известной конструкци является низкая точность штампуемых деталей в связи с тем, что гибка параллельных полок осуществляется без учета пружинения, а подгибка конца без калибровки.
Наиболее близким к предлагаемому является штамп для изготовления .деталей типа скобы с подогнутыми внутрь концами, содержащий смонтированные на нижней плите полуматрицы и оправку, а также гибочную ползушку и смонтированные на верхней плите клинья разной длины, имек1;ие каждый рабочий участок и участок выстоя, при этом рабочий участок первого клина размещен на уровне участка выстоя второго клина и установлен с возможностью взаимодействия с гибочной ползушкой, а оправка закреплена неподвижно 2 .
Однако указанный штамп не обеспечивает получения качественных деталей типа скоб со скругленной боковой стороной и загнутым внутрь концом.
Цель изобретения - повьЕУение качества деталей..
Для достижения поставленной цели штамп для изготовления деталей типа скобы с подогнутым внутрь концом, содержащий смонтированные на нижней плите полу атрицы и оправку, гибочную ползуилку и смонтированные на верхней плите клинья разной длины, имеющие каждый рабочий участок и участок выстоя, при этом рабочий участок каждого клина размещен на уровне участка выстоя второго клина и установлен с возможностью взаимодействия с гибочной ползушкой, а оправка закреплена неподвижно, снаб жен размещенным на нижней плите ползуном, взаимодействующим с вторым клном, а полуматрицы шарнирно связаны с ползуном и в одной из них выполнено направляющее отверстие, . при этом гибочная ползуи1ка установлена в указанном отверстии.
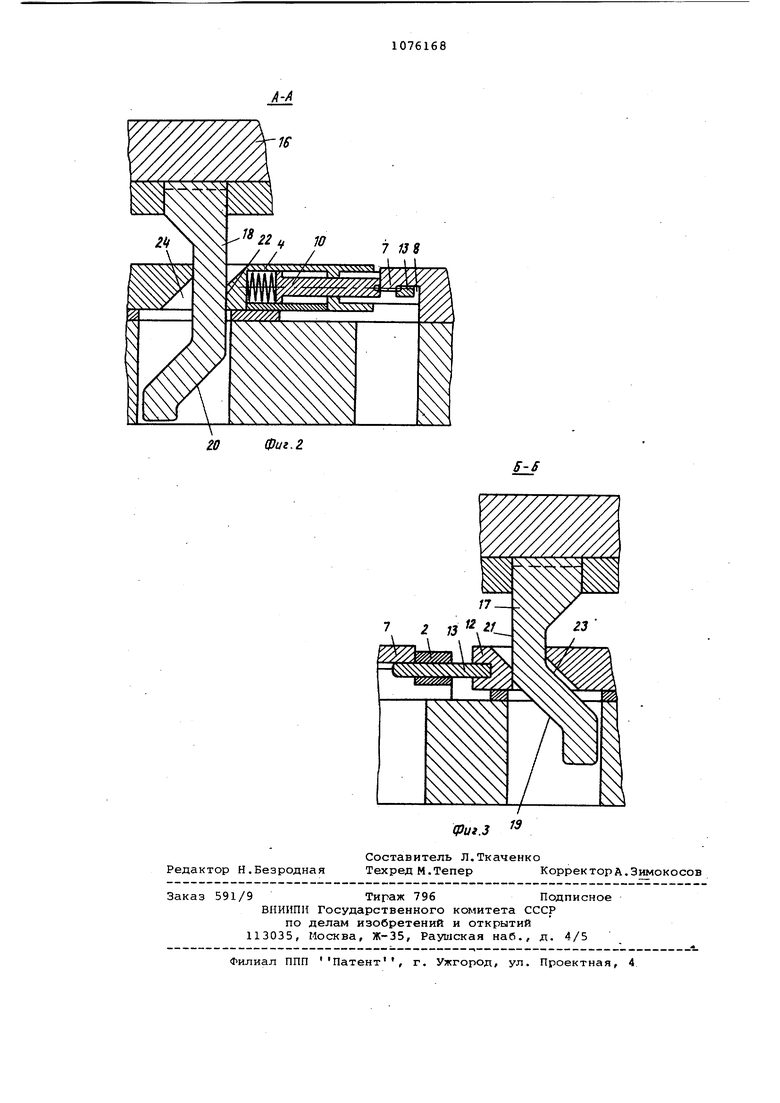
На фиг. 1 представлен штапм, вид сверху; на фиг. 2 - разрез Л-А на фиг. 1; на фиг. 3 - разрез Б-Б на
фиг.2.
Штамп содержит установленные на нижней плите 1 полуматрицы 2 и 3, шарнирно закрепленные на ползуне 4, размещенном в направляю1чих 5, и поджатые подпружиненными упорами 6, а также неподвижно закрепленную оправку 7 со сквозным пазом 8 и поднутрениями и отрезную матрицу 9. В ползуне 4 установлен также подпружиненный выталкиватель 10. На нижней плите установлена также в направлягатщх 11 гибочная ползумка 12 с рабочей частью 13, размещенной в направляющем отверстии 14 полуматрицы 2. На зеркале пол-уматрицы 2 закреплен упор 15. На верхней плите 16 закреплены клинья 17 и 18, имеющие рабочие участки 19 и 20 и участ 21 и 22 выстоя,при этом рабочий учаток 19 клина 17 размещен на уровне участка 22 выстоя клина 18.Клин 17 размещен в пазу 23 гибочной ползушк 12, а клин 18 - в пазу 24 ползунка На нижней плите установлено ограждение 22.
Мтамп работает следукщим образом.
Проволоку устанавливают в отверстие ограждения 22 и отрезной матрицы 9 до упора 15 на полуматрице 2. При ходе ползуна пресса вниз ползун 4 получает горизонтальное перемещение ОТ клина 18 и полуматрица 3, перемещаясь относительно отрезной матрицы 9, отрезает заготовку. При дальнейшем перемещении полуматрицы осуществляют гибку заготовки по оправке 7 и при взаимодей.ствии с .участком 22 выстоя клина 18 ползун 4 с полуматрицами 2 и 3 останавливается . После этого вступает в работу клин 17, перемещая гибочную ползушку 12, которая, входя в направляющее отверстие 14, а затем в паз 8 поправки 7, загибает конец отогнутой полки.
При ходе ползуна пресса вверх гибочная оправка 12 сначала выходит из паза 8 и направляющего отверстия 14, а затем полуматрицы 2 и 3 освобождают готовую деталь.
Использование предлагаемого штамп обеспечивает получение высококачественных скоб с загнутым концом за один ход пресса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления деталей типа втулок из листового материала | 1986 |
|
SU1433602A1 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
| Гибочный штамп | 1981 |
|
SU958009A1 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| Штамп для изготовления изделий из прутка | 1974 |
|
SU515563A1 |
| Комбинированный штамп последовательного действия для изготовления полых тонкостенных заклепок | 1987 |
|
SU1489897A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| Комбинированный штамп последовательного действия для изготовления деталей типа втулок,преимущественно полых тонкостенных заклепок | 1985 |
|
SU1301525A1 |
| Штамп для изготовления свертных втулок | 1984 |
|
SU1248701A1 |
| Штамп гибочный | 1980 |
|
SU871912A1 |
ШТАМП .ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТ ЛЕЙ ТИПА СКОБЫ С подогнутым внутрь концом, содержащий смонтированные на нижней плите полуматрицы и оправ а также гибочную ползу1чку и смонтированные на верхней плите клинья разной длины, имеющие каждьлй рабочий участок и участок выстоя, при этом рабочий участок первого клина размещен на уровне участка выстоя второго клина и уэтановлен с возможностью взаимодействия с-гибочной ползушкой, а оправка закреплена неподвижно, отличающийся тем, что, с целью повышения качества, он снабжен размещенным на нижней плите ползуном, взаимодействующим со вторым клином, а полуматрицы шарнирно связаны с ползуном и в одной из них выполнено направляющее отверстие, при этом гибочная ползушка установлена в указанном отверстии. В
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Мещерин В.Т | |||
| Листовая штам повка | |||
| Атлас схем, М., Машиностроение , 1975, с, 154, фиг | |||
| Бензиновая зажигалка | 1923 |
|
SU491A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Штамп для гибки изделий | 1971 |
|
SU585901A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
