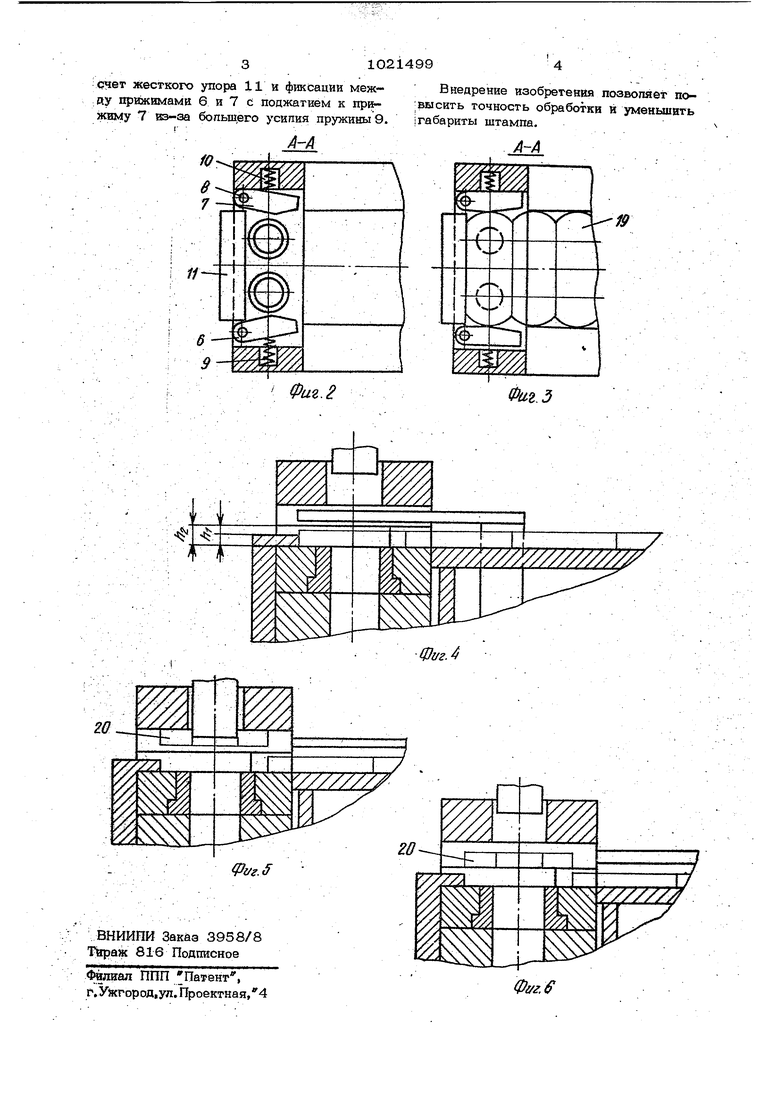
Изоб{зетение относится к обработке . металлов давлением, в частности, к штампам со средствами мехаШюации для обработки штучных заготовок. i .Известен штамп для обработки штуч- ных заготовок, содержащий на верхней плите пуансон и на нижней плите матрицу и револьверный механизм подачи С l3. Недостаток у1 азанного штампа - слож ность револьверного механизма подачи и его фт сации на рабочей позиции. Наиболее близким ло технической сущности и достигаемому результату к юобретению является штамп для пробивки отверстий в штучных заготовках, содер жащий в верхней части по меньшей мере один пуансон и в нижней части матрицу, направляющие ппанки для перемещения заготовок, механизм фиксации заготовок на рабочей позиции, магазин дпя заготовок, механизм подачи заготовок, с шибе-ром, а также съемник f 23. Недостатком указанного штампа является невысокая точность фиксации заготовок на рабочей позиции и повышенные габариты штампа из-за того, что. удапение заготовок происходит путем rtporanкивания их друг другом за рабочую поЗИДИ10 по направляющим ппанкам. Цель изобретения - повышение качебтва изготавливаемых, деталей за счет повышения точности фиксации и уменьшения габаритов штампа. Цепь достигается тем, что в штампе для пробивки отверстий в штучных заготовках, содержащем в верхней части по меньшей мере один пуансон и в нижней .части матрицу, направляющие планки .дпя перемещения заготовок, механизм-фиксации заготовок на. рабочей позиции, мйгазин для заготовок, механизм подачи за .готовок с шибером, а также съемник, съемник жестко связан с матрицей и выполнен со сквозным пазом в направлении перемещения заготовок, механизм фиксации заготовок на рабочей дсеннии выполнен в виде расположенных в гшзу сь.емнкка жест. Kord упора/установпенного по ходу перемещения заготовок, и двух боковых прижимов, распопоженвых по обе стороны от оси перемещения заготовок и подпружйнен№1х каждый в направлении этой оси. Жесткий упо}з выполнен с высотой нал плоскостью перемещения заготовок, меньш шей высоты боковых прижимов, а механизм подачи заготовок снабжен топкатёпем, жестко связанным с шибером и у6тавовпенным. над направляющими ппанками с возможностью перемещения в направ:лении рабочей поаийии. Каждый боковой прижим выполнен в виде шарнирно установленной ппанки, одна из которых установлена с возмож нбстью взаимодействия со стенкой паза .съемншса, а другая подпружинена усилкэм большим, чем первая. На фиг. 1 изображен штамп, общий вид; на фиг. 2 - разрез А-А на фиг. 1, без заготовки на рабочей позиции; на ф1П. 3 - то же, с заготовкой на рабочей позиции; на фиг. 4 - рабочай яозкция, с заготовкой; на фиг. 5 - то же, в момент Начала съема-заготовки с пуансона; на. фиг. 6 - то же, после съема заготовки до подачи на позицию новой заготовки. Штам содержит верхнюю плиту 1, на которой закреплены пуансоны 2, нижнюю плиту 3 с закрепленной на ней матрицей 4, съемник 5 с расположенными внутри него боковыми подпружиненными прижи-мами 6 и 7. Боковые прижимъ 6 и 7 закреплены шарнирно на папьпах 8, причем прижим 6 расположен с зазором сйгноситепьно боковой стенки съемника 5, а прижим ;7 - без зазора (фиг. 2). Пружина 9, воздействующая на прижим 6, имеет усилие в 2-3 раза большее, чем npjoKHHa 10, воздействующая на прижим 7. Для -обеспечения точной фиксации в продольном направлении предусмотрен фронтальный упор 11, высота которого, -i меньше высоты боковых прижимов 6 и 7. Над фронтальным упором 11 расположен проем 12, на уров;не которого установлен толкатель 13, свйзанный с шибером 14. Толкатель 13 и шибер 14 приводятся в движение штоком 15 поршня 16, установленного в цилинд.-ре 17. Штамп содержит также магазин 18 для заготовок 19. Штамп работает следующим образом. Шибером 14 из магазина 18 заготовка 19 подается на рабочую позицию до упора 11 и устанавдивается между прижимами 6 к 7. При ходе плиты 1 вниз пуансон 2 пробивает отверстия в загото&ке 19, которая при подъеме вверх снимается съемником 5. При этом прижимы 6 и 7 под действием пружин 9 и 10 сходятся и за-готовка 19 падает ослэ съема на них, не мешая подаче,на рабочую; позицию следующей заготовки 19, . а топкатепь 13 в это время сталкивает обработанную заготовку 20 за счет разности высот f а И in . Точность фикса 7 цни заготовок 19 обеспечивается за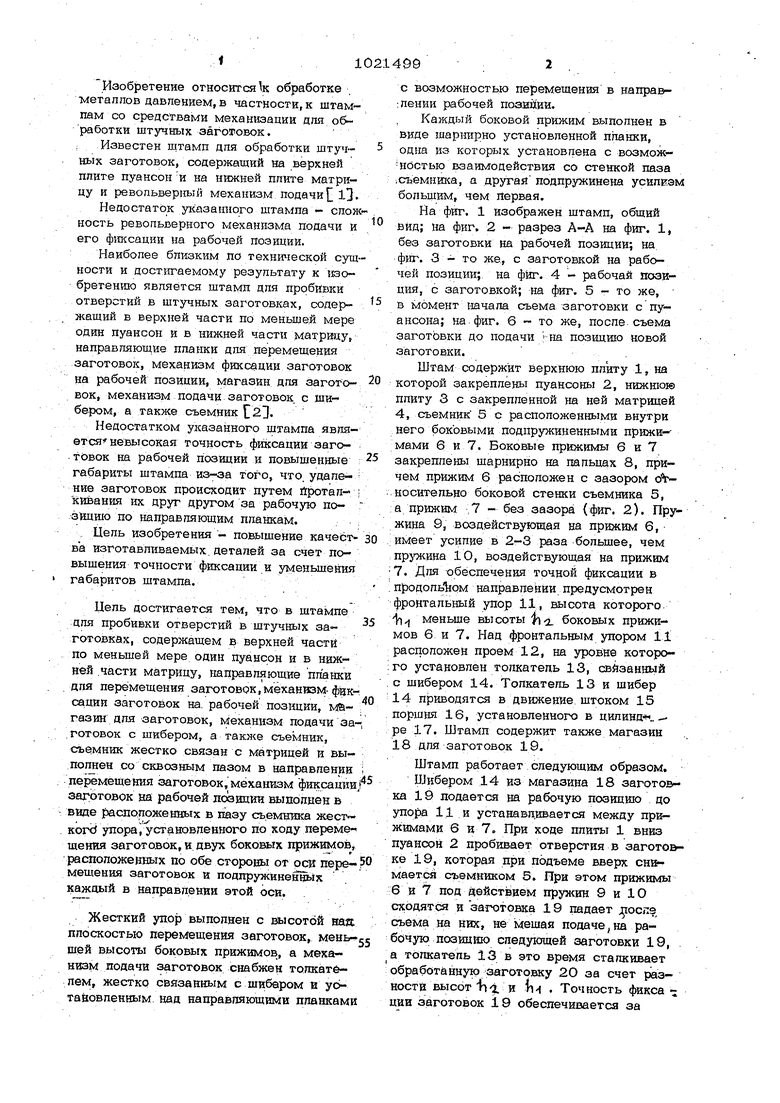
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обработки штучныхзАгОТОВОК | 1978 |
|
SU801940A1 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
| Штамп для обработки штучных плоских заготовок | 1982 |
|
SU1094651A1 |
| Устройство для подачи штучных заготовок в рабочую зону штампа | 1980 |
|
SU912353A1 |
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
| Штамп для обработки штучных заготовок | 1985 |
|
SU1258562A1 |
| Загрузочное устройство | 1980 |
|
SU1003971A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Штамп,преимущественно для пробивки пазов в заготовках вкладышей подшипников скольжения | 1983 |
|
SU1123765A1 |
| Штамп для обработки полосового и ленточного материала | 1982 |
|
SU1034817A1 |
1. ШТАМП ДЛЯ ПРОБИВКИ jOTJBEPGTHft -В ШТУЧНЫХ ЗАГрТОВКА содержаний в верхней части по меньшей мере один щганоон и в нижней части ма ршу, направляющие планки аля перемещ ния заготовок, механизм фиксации заготовок на рабочей позиции, магазин цгга заготовок, механизм подачи заготовок с HiaeejpoM, k также съемник, о т.л и ч а ю щ и и с я тем, что с целью по вь шения качества изготавпиваемых детапей и уменьшения габаритов штампа, .cteMHHK жестко связан с матрицей и вы полнен со сквозным пазом в направлении перемещения заготовок, механизм фиксации заготовок на рабочей позиции выполнен в виде расположенных в пазу съемника жесткого упора, установленного по ходу перемещения заготовюк, и двух боKOBbJx прижимов, расположенных по обе стороны от оси перемещения заготовок и подпружиненных каждь1Й в направлении этой оси. 2. Штамп по п. 1, от л и ч а ю щ И и с я тем, что жесткий упор выпо ;Нен с высотой над плоскостью перемещения заготовок, меньшей высоты боковых прижимов, а механизм поДачи заготовок снабжен толкателем, жестко связащшм с Ц1ибером и установленным над oaiipEtBmi.ющими планками с возможность йереметцения в направлении рабочей позиции. 3. Штамп по п. 1, о т п и ч а ю щи и с я тем, что каждый боковой прижим выполнен в виде щарнирно установленной планки, одна из которых установлена с возможностью аимодействия со стенкой паза съемника, а другая подпружинена усилием большим, чем первая.. 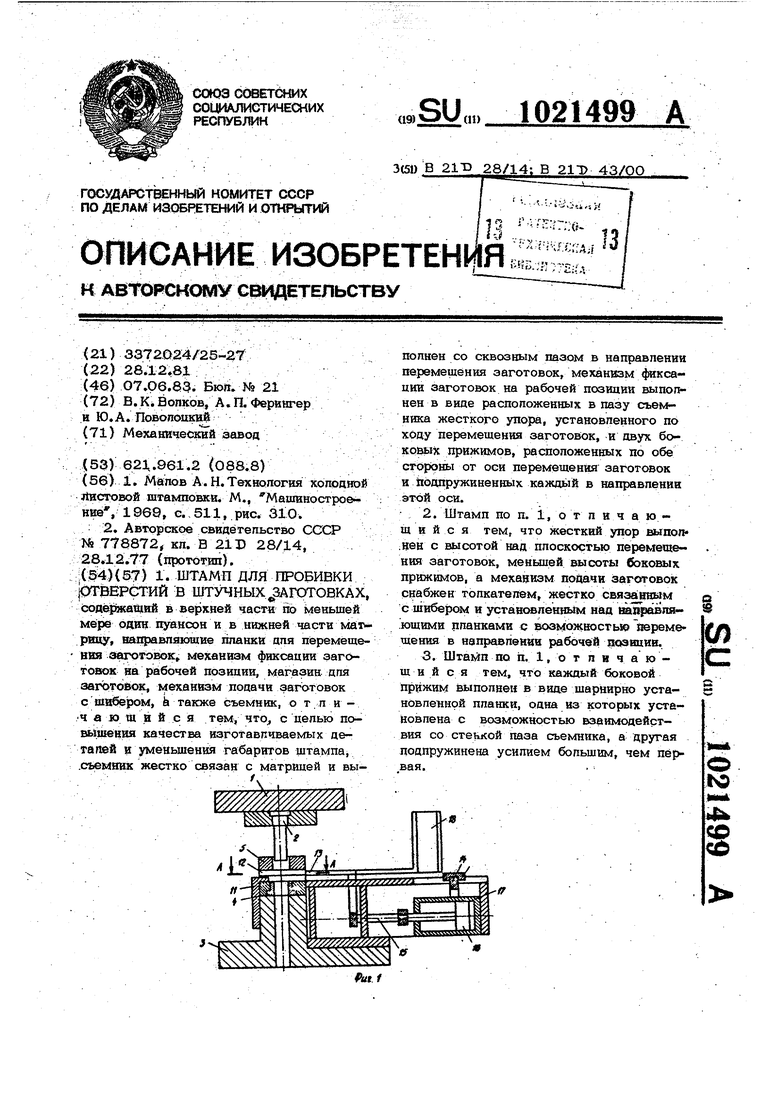
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Мйтюв А | |||
| Н.Технология хоподиэ Листовой штамповки | |||
| М., Машиностроение, 1969, е | |||
| СПОСОБ ПОЛУЧЕНИЯ ТВЕРДЫХ ПРОДУКТОВ УПЛОТНЕНИЯ ФОРМАЛЬДЕГИДА С ФЕНОЛАМИ И ДРУГИМИ ВЕЩЕСТВАМИ | 1925 |
|
SU511A1 |
| Приспособление для съемки жилетно-карманным фотографическим аппаратом со штатива | 1921 |
|
SU310A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
