(54) ЗАХВАТНЫЙ ОРГАН МАНИПУЛЯТОРА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отделения листовых заготовок от стопы | 1980 |
|
SU978987A1 |
| Устройство для сборки заготовок верха обуви | 1988 |
|
SU1533637A1 |
| Комплекс для штамповки деталей из полосового и ленточного материала | 1983 |
|
SU1199379A1 |
| Автоматический комплекс для штамповки деталей из полосы | 1985 |
|
SU1258573A2 |
| Вакуумный захватный орган | 1981 |
|
SU1005996A1 |
| Устройство для отделения верхнего листа от стопы и подачи его в зону обработки | 1981 |
|
SU1024139A1 |
| Устройство для отделения верхнего листа от стопы и укладки листов в стопу | 1986 |
|
SU1400734A1 |
| Устройство для отделения верхнего ферромагнитного листа от стопы и подачи его в зону обработки | 1980 |
|
SU961825A1 |
| Устройство для отделения верхнего листа от стопы и подачи его в зону обработки | 1981 |
|
SU1015992A1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
1
Изобретение относится к машиностроению, в частности к устройствам для подачи заготовок в рабочую зону пресса, а также укладки их в стопу.
Известен захватный орган манипулятора, содержащий траверсу, несущую вакуумные захваты, связанные между собой с возможностью относительног э поворота два штока, один из которых жестко закреплен на траверсе и связан с механизмом поворота, а другой связан с приводом подъема.
Однако известный захватный орган имеет довольно сложную конструкцию.
Цель изобретения - упрощение конструкции захватного органа.
Поставленная цель достигается тем, что шток, связанный с приводом подъема, выпдлнен полым, а другой шток установлен в его полости, механизм поворота представляет собой винтовой паз, выполненный на штоке, закрепленном на траверсе, и штифт, смонтированный в полом штоке и входящий в винтовой паз.
Привод подъема может быть выполнен в виде силового цилиндра.
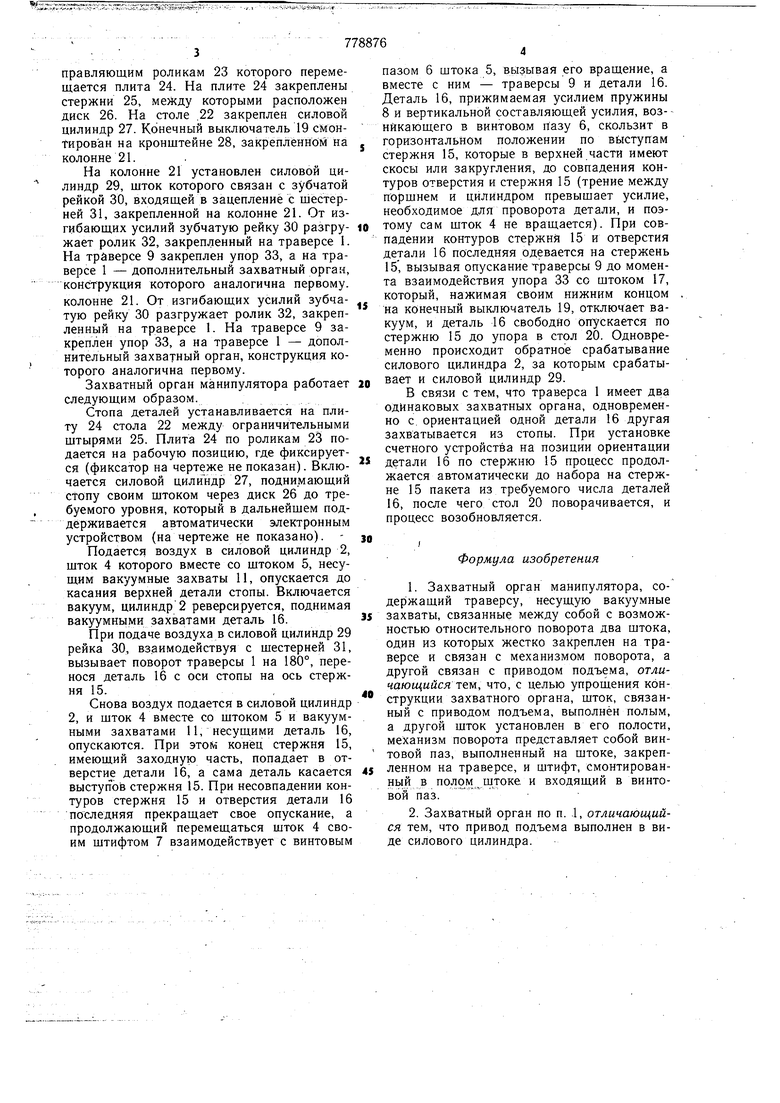
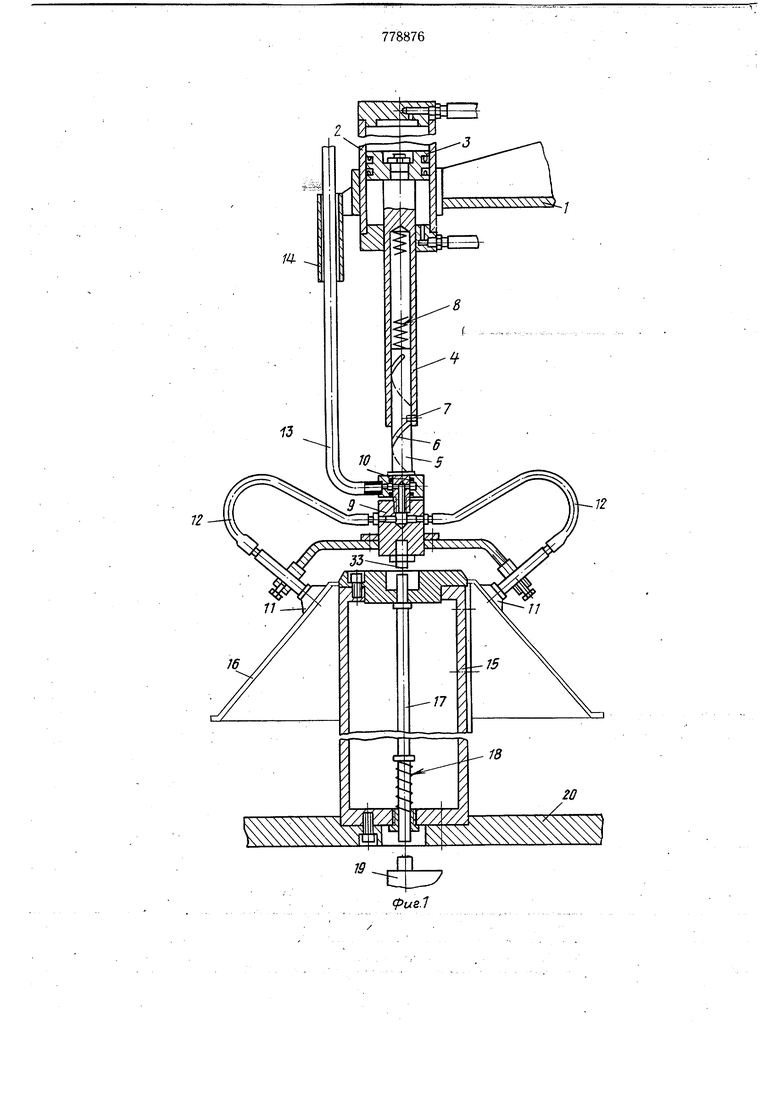
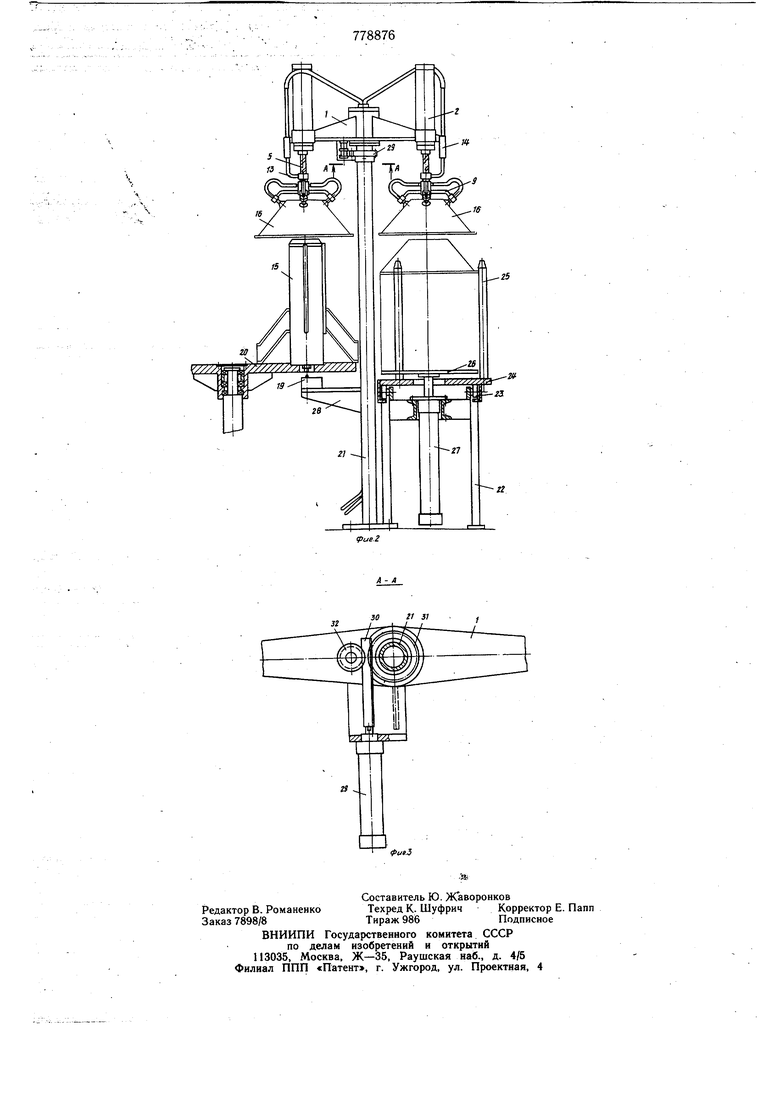
На фиг. 1 схематически изображен захватный орган, общий вид; на фиг. 2 - устройство для стапелирования деталей; на фиг. 3 - разрез А-А на фиг. 2.
Захватный орган манипулятора содержит закрепленный на траверсе } силовой цилиндр 2, на поршне 3 которого закреплен полый щток 4. В полости штока 4 расположен шток 5, на котором выполнен винтовой паз 6, взаимодействующий со штифтом 7, закрепленным в полом штоке 4. Штоки 4 и 5 подпружинены относительно друг друга пружиной 8. На штоке 5 закреплены траверса 9 и муфта 10. На траверсе 9 смонтированы
10 вакуумные захватнью органы 11, связанные через шланги 12 с муфтой 10, которая шлангом 13 связана с пневмосистемой. Шланг 13 проходит через втулку 14, закрепленную на траверсе 1.
15
Под траверсой 9 установлен полый стержень 15 с формой поперечного сечения, соответствующей конфигурации контура отверстия деталей 16. В стержне 15 установлен шток 17, подпружиненный пружиной 18 2Q и взаимодействующий с конечным выключателем 19. Стержень 15 закреплен на поворотном столе 20. Траверса 1 закреплена на вертикально установленной колонне 21. У колонны 21 смонтирован стол 22, по направляющим роликам 23 которого перемещается плита 24. На плите 24 закреплены стержни 25, между которыми расположен диск 26. На столе .22 закреплен силовой цилиндр 27. Конечный выключатель 19 смонтирован на кронштейне 28, закреплённом на колонне 21.
На колонне 21 установлен силовой цилиндр 29, шток которого связан с зубчатой рейкой 30, входящей в зацепление с шестерней 31, закрепленной на колонне 21. От изгибающих усилий зубчатую рейку 30 разгружает ролик 32, закрепленный на траверсе 1. На траверсе 9 закреплен упор 33, а на траверсе 1 - дополнительный захватный орган, конструкция которого аналогична первому, колонне 21. От изгибающих усилий зубчатую рейку 30 разгружает ролик 32, закрепленный на траверсе 1. На траверсе 9 закреплен упор 33, а на траверсе 1 - дополнительный захватный орган, конструкция которого аналогична первому.
Захватный орган манипулятора работает следуюшим образом.
Стопа деталей устанавливается на плиту 24 стола 22 между ограничительными штырями 25. Плита 24 по роликам 23 подается на рабочую позицию, где фиксируется (фиксатор на чертеже не показан). Включается силовой цилиндр 27, поднимающий стопу своим штоком через диск 26 до требуемого уровня, который в дальнейшем поддерживается автоматически электронным устройством (на чертеже не показано). Подается воздух в силовой цилиндр 2, шток 4 которого вместе со штоком 5, несущим вакуумные захваты 11, опускается до касания верхней детали стопы. Включается вакуум, цилиндр 2 реверсируется, поднимая вакуумными захватами деталь 16.
При подаче воздуха в силовой цилиндр 29 рейка 30, взаимодействуя с шестерней 31, вызывает поворот траверсы 1 на 180°, перенося деталь 16 с оси стопы на ось стержня 15.,
Снова воздух подается в силовой цилиндр 2, и шток 4 вместе со штоком 5 и вакуумными захватами 11, несущими деталь 16, опускаются. При этом конец стержня 15, имеющий заходную часть, попадает в отверстие детали 16, а сама деталь касается выстугтов стержня 15. При несовпадении контуров стержня 15 и отверстия детали 16 последняя прекращает свое опускание, а продолжающий перемещаться шток 4 своим щтифтом 7 взаимодействует с винтовым
пазом 6 штока 5, вызывая его вращение, а вместе с ним - траверсы 9 и детали 16. Деталь 16, прижимаемая усилием пружины 8 и вертикальной составляющей усилия, воз- нйкающего в винтовом пазу 6, скользит в горизонтальном положении по выступам стержня 15, которые в верхней части имеют скосы или закругления, до совпадения контуров отверстия и стержня 15 (трение между поршнем и цилиндром превышает усилие, необходимое для проворота детали, и поэтому сам шток 4 не вращается). При совпадении контуров стержня 15 и отверстия детали 16 последняя одевается на стержень
15,вызывая опускание траверсы 9 до момента взаимодействия упора 33 со щтоком 17, который, нажимая своим нижним концом на конечный выключатель 19, отключает вакуум, и деталь 16 свободно Опускается по стержню 15 до упора в стол 20. Одновременно происходит обратное срабатывание силового цилиндра 2, за которым срабатывает и силовой цилиндр 29.
В связи с тем, что траверса 1 имеет два одинаковых захватных органа, одновременно с ориентацией одной детали 16 другая захватывается из стопы. При установке счетного устройства на позиции ориентации детали 16 по стержню 15 процесс продолжается автоматически до набора на стержне 15 пакета из требуемого числа деталей
16,после чего стол 20 поворачивается, и процесс возобновляется.
Формула изобретения
-25
IS
wг;
№
ИххУх
-a
-г;
a
