(54) СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ ДЛЯ ЛИТЬЯ
ПОД ДАВЛЕНИЕМ ЗАГОТОВОК ИЗ СТАЛИ И ВЫСОКОТЕМПЕРАТУРНЫХ
СПЛАВОВ И СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ. ИЗ ДАННОЙ СМЕСИ 1 / Изобретение относится к литейному производству, а именно к составам смесей для изготовления стержней при изготовлении литья под давлением из стали и высокотемпературных сплавов а также к способам изготовления стержней из данной смеси. Наиболее близкой к предложенному по технической сущности и достигаеf/ioMy результату является смесь, содержащая графитированный порошок и термореактивное связующее на основе феноло-формальдегидной смолы 1 . Смесь при использовании для стержней при литье под давлением характеризуется резким изменением темпера турного коэффициента линейного раслирения стержней в процессе нагрева, что приводит к трещинообразованию в отливках, а также повышенной газо.творностью и затрудненной удаляемостью из отливок. Известен способ изготовления стержней из смеси на основе графитированного порошка и термореактивного связующего на основе феноло-формальдегидной смолы, заключающийся в запрессовке порошкообразной смеси с помощью пресс-поршня р нагретую до тем пературы полимеризации связующего пресс-форму 2 . Стержни,-полученные данным способом, обладают пониженным качеством поверхности. Цель изобретения - уменьшение степени изменения температурного коэффициента линейного расширения стержней в процессе нагреыа и предотвращение трещинообразования в отливках, а также снижение газотворности смеси и облегчение удаления стержней из отливок и улучшение качества поверхности стержней. Цель достигается тем, что смесь для изготовления стержней для литья под давлением заготовок из стали и высокотемпературных сплавов, включающая графитированный порошок и термореактивное связующее на основе феноло-формальдегидной смолы, дополнительно содерх ит алюминиевый порошок при следующем соотношении ингредиентов, вес.%: Алюминиевый порошок. Термореактивное связующее на основе феноло-формальдегиднойГрафитированный порогиок-Остальное
Предлагается также способ изготовлений ;стержней из смеси приведенного выше состава, включающий запрессовку порошкообразной смеси с помощью пресс-йоршня в нагретую пресс-фор му, при этом порошкообразную смесь предварительно засыпают в холодную Крамеру прессования, из которой з а рессовывают со скоростью 5-20 м/с в нагретую пресс-форму и проводят допрессовку смесью из холодной камеры прессования со скоростью О,1-0,2м/с.
В качестве алюминиев.ого порошка используют технический продукт по ГОСТ 5494-71.
При содержании алюминиевого по- рошка ниже нижнего и выше верхнего предела наблюдается трещинообразование в тонкостенных стальных отливках
В качестве графитироваиного пОрощка используют технический продукт по ГОСТ 4426-71.
В качестве термореактивного связующего на основе феноло-формальдегидной смолы используют композицию и
80 вес.% порошка феноло- ормальдегиднрй смолы СФ-010 (ГОСТ 18694-73), 15 вес,% уротропина технического (гост 1381-73) и 5 вес.% стеарина (ГОСТ 6484-64).
Изготовление стержней предлагаемым способом может быть осуществлено с использов анием маьтин для литья стали под давлёнием.
При скорости запрессовки смеси менее 5 м/с верхняя часть стержня получается неплотной, а при скорости запрессовки смеси более 20 м/с ухудшается геометрическая точность изготавливаемых стержней.
При скорости допрессовки мейее О,1 м/с стержни ломаются при выталкивании их из пресс-формы из-за недостаточной их прочности. Тот же дефект наблюдается при .скорости допрессовки более 0,2 м/с из-за повышения ударных деформаций.
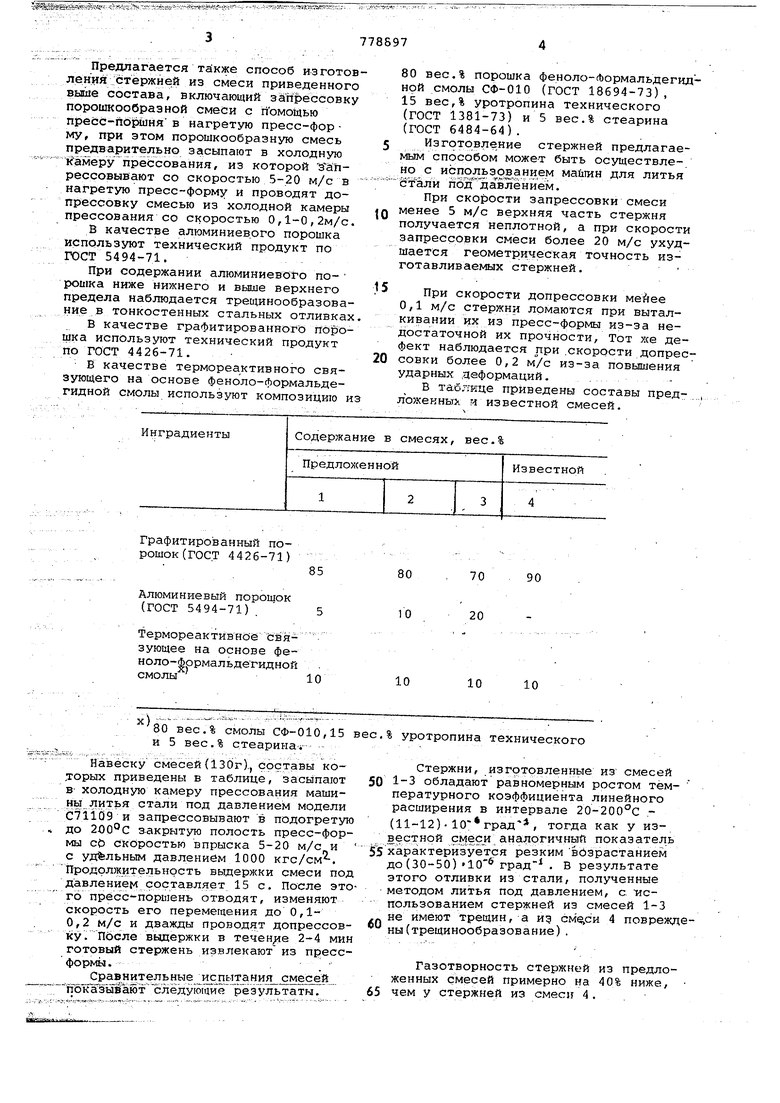
В таб7жце приведены составы предлЪженных м известной смесей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления стержней и оболочек для литья под давлением заготовок из стали и высокотемпературных сплавов | 1985 |
|
SU1294457A1 |
| Смесь для литейных стержней и форм и способ их изготовления | 1985 |
|
SU1310091A1 |
| Смесь для изготовления литейных стержней | 1984 |
|
SU1252014A1 |
| Смесь для изготовления стержней для литья под давлением деталей из стали и высокотемпературных сплавов | 1979 |
|
SU787136A1 |
| Смесь для изготовления литейных форм и стержней | 1974 |
|
SU593647A3 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ | 2003 |
|
RU2241570C1 |
| Смесь для изготовления водорастворимых стержней | 1983 |
|
SU1468638A1 |
| Смесь для изготовления литейных форм и стержней | 1985 |
|
SU1313553A1 |
| Смесь для изготовления литейных стержней и форм, отверждаемых продувкой воздухом | 1976 |
|
SU656734A1 |
| Смесь для изготовления водорастворимых стержней | 1977 |
|
SU742031A1 |
Графитированный порошок (ГОСТ 4426-71)
Алюминиевый порошок (ГОСТ 5494-71) .
Термореактйвноё ййязующее на основе феноло-Фррмальдегиднойсмолы
с)
80 вес.% смолы СФ-010,15 вес.% уротропина технического и 5 вес.% стеарина- -- - .
Навеску смесей (13бг)., составы ко,торых приведены в таблице, засыпают в- холодную камеру прессования машины литья стали под давлением модели 071109 и запрессовывают в подогретую до 200с закрытую полость пресс-формы сО сксростью впрыска 5-20 м/с и с уд%льньм давлением 1000 кгс/см. Продолжительность вьщержки смеси под давлением составляет 15 с. После этого пресс-поршень отводят, изменяют скорость его перемещения до О,10,2 м/с и дважды проводят допрессовку. После выдержки в течен,ие 2-4 мин готовый стержень извлекают из прессфОрМ1э1..
Сравнительные . ШТ Шы§аЮт еледующие результаты.
80
70 90
10
20
10
10 10
Стержни, изготовленньте из смесей 1-3 обладают равномерным ростом температурного коэффициента линейного расширения в интервале 20-200°С .(11-12)-10 град, тогда как у известной смеси аналргичный показатель характерйзуётся резким возрастанием до(30-50)10 град- . В результате этого отливки из стали, полученные методом литья под давлением, с -использованием стержней из смесей 1-3 не имеют трещин, а ид 4 повреждены (трещинообразование) .
Газотворность стержней из предложенных смесей примерно на 40% ниже, 5 чем у стержней из смеси 4. , Извлечение указанных стержней из стальных отливок производят: путем выдержки их в 40%-ом растворе едкого натра, промывки и отжига. Стержн из смесей 1-3 удаляются в течение 4-4,5 ч, а стержни из смеси 4 в течение б ч. Кроме того, стержни из предложен ных смесей за счет наличия в их составе алюминиевого порошка обладают более высокой теплопроводностью и термостойкостью. Предложенные смеси обладают чистотой поверхности на 2 класса более высокой, чем стержни тех же составо полученные йзвестньтм способом. Формула изобретения 1. Смесь для изготовления стержней для литья под давдением заготовок из стали и высокотемпературных сплавов j включающая графитированный по рошок и термореактивное связующее на основе Феноло-формальдегидной смолы отличающаяся тем, что, с целью уменьшения степени изменения температурного коэффициента линейного расширения стержней в процессе нагрева, предотвращения трещинооб.разования в отливках, снижения газотворности смеси и облегчения удаления стержней из отливок, она дополнительно содержит алюминиевый порошок при следующей соотношении ингредиентов , вес.%: Алюминиевый порошок 5-20 Термореактивное связующее на основе фенолоформальдегидной смолы 10-15 Графитированный порошок-Остальное 2. Способ изготовления стержней из смеси по П.1, включающий запрессовку порошкообразной смеси с помощью пресс-поршня в нагретую до температуры полимеризации связующего пресс-форму, отличающийс тем, что, с целью улучшения качества поверхности стержней, порошкообразную смесь предварительно засыпают в холодную камеру прессования, из которой запрессовывают со скоростью 5-20 м/с в нагретую пресс-форму и , проводят допрессовку смесью из холодной камеры прессования со скоростью 0,1-0,2 м/с. Источники информацт-и, ринятые во внимание при э М1Сртнзе 1.Смесь для стеркней и форм фаг онного титанового Литья. ТУ(1-05-17315. 2.Технологическая оснастка. Каалог-справочник .4.2, Пресс-формы ля пластмасс, М,, изд. НИИМаш,1967, .15, 110.
