Расточные оправки с упругим элементом, несущим резец, и обеспечивающие двустороннее регулирование его вылета за счет предварительного натяга упругого элемента, известны.
Предлагаемая конструкция отличается от известных тем, что она обеспечивает повышение точности регулирования вылета резца, независимый от этого регулирования безрисочный его вывод и повыщение жесткости конструкции путем создания дополнительной опоры упругого элемента.
С этой целью оправка снабжена втулкой с градуированной наружной поверхностью и эксцентричным относительно посадочного пояска отверстием, которое служит опорой для хвостовика, выполненного на упругом элементе.
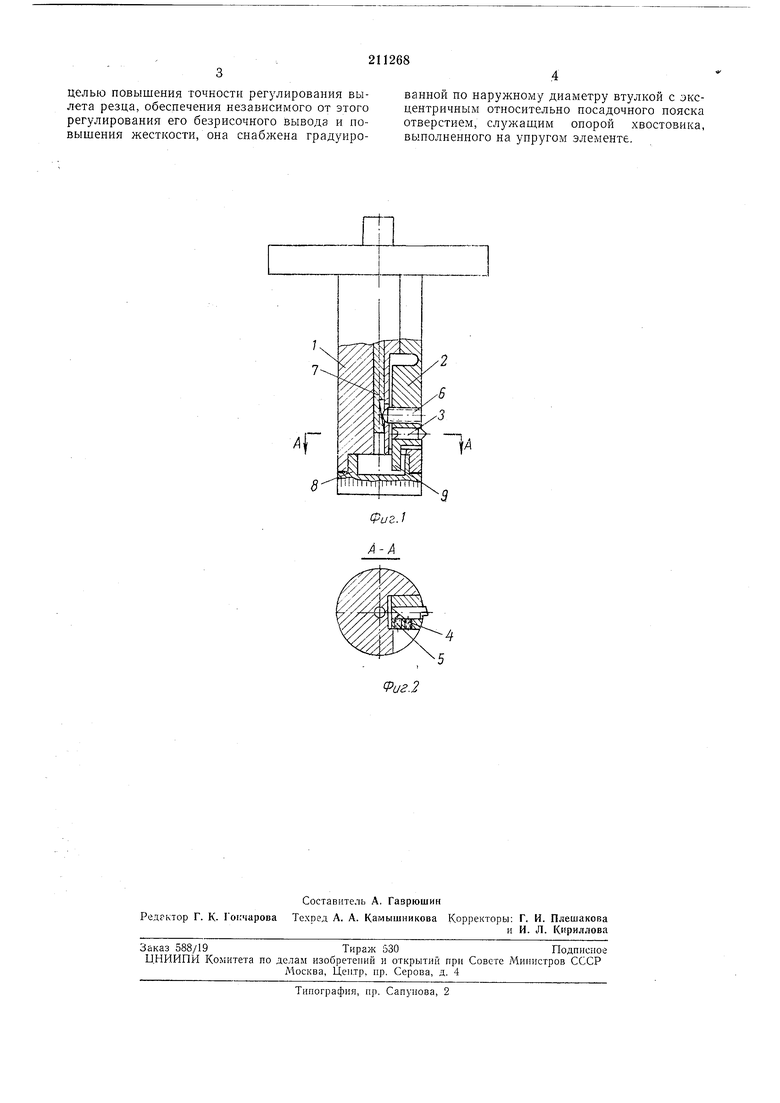
На фиг. 1 представлена схема предлагаемого устройства; на фиг. 2 - разрез по резцу.
Корпус / расточной оправки снабжен упругим элементом 2, в который вставлен резец 3. Винт 4 предназначен для закрепления, а винт 5 - для грубой регулировки резца. Винт 6 служит для создания предварительного натяга упругого элемента 2. Последний может деформироваться относительно ослабленного сечения. С винтом 6 взаимодействует копир 7, расположенный в отверстии корпуса 1.
пояска. Наружная поверхность втулки 8 выполнена таким же диаметром, что и диаметр корпуса и градуирована. Напротив эксцентричного отверстия втулки 8 размещен хвостовик 9 упругого элемента 2. Этот хвостовик может упираться в эксцентричное отверстие втулки 8, когда копир 7, перемещаясь, через винт 6 деформирует упругий элемент 2. Между поверхностью хвостовика 9 и эксцентричным отверстием втулки 8 имеется зазор, обеспечивающий возможность предварительного натяга упругого элемента и отвода хвостовика 9 для безрисочного вывода резца. Отвод и подвод резца 3 осуществляется за
счет поступательного перемещения копира 7. При подводе резца упругий элемент хвостовиком 9 упирается в поверхность эксцентричного отверстия втулки 8, благодаря чему создается замкнутая силовая цепь, обеспечивающая повыщенную жесткость резцедержавки.
Тонкая регулировка резца 3 в обе стороны осуществляется поворотом втулки 5, что обеспечивает контролируемое перемещение резца
при подводе хвостовика 9 к поверхности эксцентричного отверстия.
целью повышения точности регулирования вылета резца, обеспечения независимого от этого регулирования его безрисочного вывода и иовышения жесткости, она снабжена градуированной по наружному диаметру втулкой с эксцентричным относительно посадочного пояска отверстием, служащим опорой хвостовика, выполненного на упругом элементе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная оправка | 1982 |
|
SU1007844A1 |
| Расточная головка | 1990 |
|
SU1787695A1 |
| Расточная головка | 1989 |
|
SU1729702A1 |
| Расточная оправка | 1974 |
|
SU500908A1 |
| Расточная оправка | 1973 |
|
SU471185A1 |
| МЕХАНИЗМ ФИКСАЦИИ ИНСТРУЛ\ЕНТАЛЬНОЙ ОПРАВКИ С РАДИАЛЬНЫМ СУППОРТОМ В ШПИНДЕЛЕ СТАНКА | 1972 |
|
SU348301A1 |
| Устройство для растачивания отверстий | 1986 |
|
SU1426702A1 |
| Расточная оправка | 1989 |
|
SU1696157A1 |
| Подналадчик | 1980 |
|
SU997998A1 |
| Устройство для радиального перемещения резца | 1974 |
|
SU511147A1 |