(54) СОСТАВ ПОРОШКОВОЙ ПРОВОЛОКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав порошковой проволоки | 1979 |
|
SU821107A1 |
| Состав порошковой проволоки | 1976 |
|
SU611746A1 |
| Состав порошковой проволоки | 1982 |
|
SU1063562A1 |
| Состав порошковой проволоки | 1978 |
|
SU831467A1 |
| Состав порошковой проволоки | 1982 |
|
SU1021546A1 |
| Шихта порошковой проволоки | 1981 |
|
SU1009679A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ МЕХАНИЗИРОВАННОЙ ПОДВОДНОЙ СВАРКИ | 2014 |
|
RU2595161C2 |
| Состав порошковой проволоки | 1980 |
|
SU833412A1 |
| Состав шихты порошковой проволоки | 1981 |
|
SU988503A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ СВАРКИ СТАЛЕЙ ПОД ВОДОЙ | 2013 |
|
RU2536314C1 |
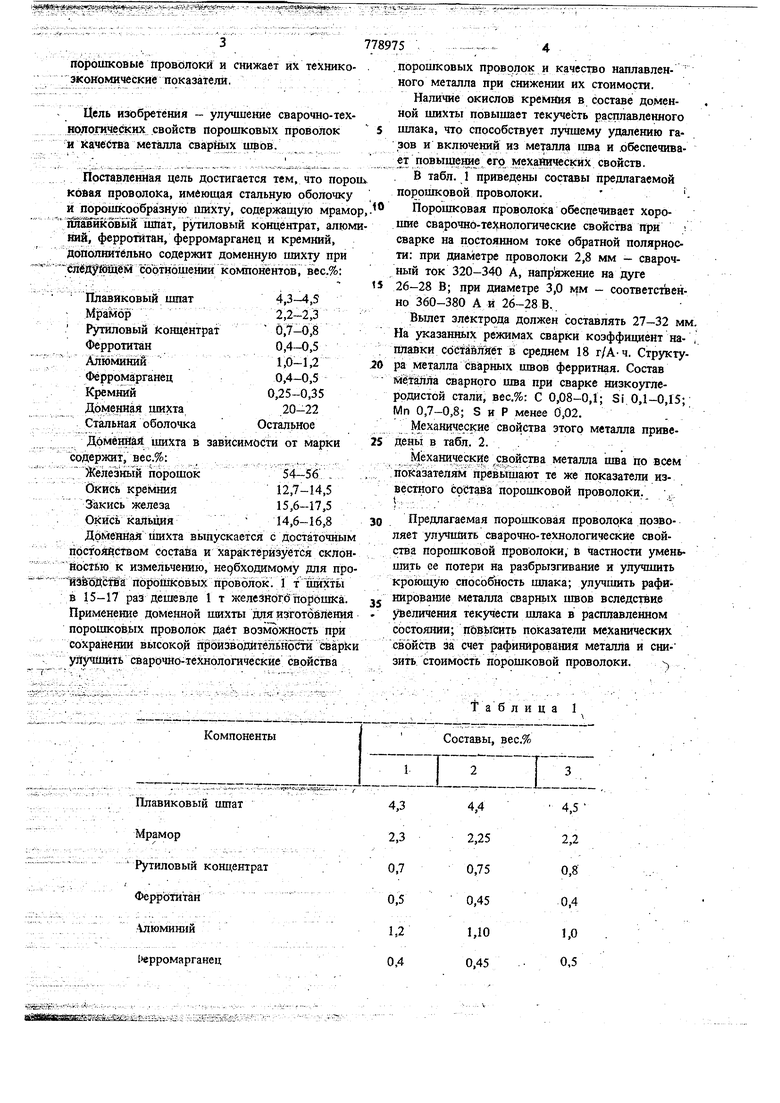
Йзобретеше относится к сварке низкоугле- йодистых и низколегированных сталей открытой дугой и применяется для сварки металлоконструкций во всех пространственных положениях. Известен состав порошковой проволоки для низкоуглеродистых и низколегированны сталей 1, содержащий следующие компоненты, вес.%: Окись кальция1,5-2,5 Плавиковый шпат,5-8 Рутиловь1Й концентрат ,4,8-7,5 Ферротитан1,5-2,5 Алюминий1,6-2,4 Ферромарганец1,0-1,5 .Кремний0,4-0,7 Железный порошок15-20 Стальная оболочкаОстальное Однако известная проволока обеспечивает получение крупнокапельного переносаsJifelffpios ного металла через дуговой промежуток, который сопровождается повышенными потерями его на разбрызгивание. Кроме того, при низкой текучести расплавленного шлака не обеспечивае|тся достаточная шлаковая защита металла от взаимодействия с воздухом, что снижает пластичность металла сварных швов. Наиболее близок к предлагаемому по технической сущности и достигаемому результату состав порошковой проволоки 2, содержащий следуютцие компоненты, вес.%: Алюминий1,8-2,2 Кремний0,4-0,6 Мрамор1,7-2,4 , Плавиковый шпат5,0-6,8 Рутиловый концентрат4,8-6,4 Ферромарганец0,9-1,2 Железный порошок16-21 Ферротитан1,4-2,0 Стальная оболочкаОстальное Недостатком таких порошковых проволок является то, что они содержат повышенное количество рутилового концентрата, который способствует насыщению металла водородом, приводящим к образованию пористости и трещин. Применение в составе наполнителя дорогостоящего железного порошка для повышения про-, изводительности сварки значительно удерживает П01)ошковые ttpoBdnoKri и снижает их техникоэкономические показатели. Цель изобретения - улучшение сварочио-технрлогич| ских свойств порошковых проволок и Качества металла сварнь1Х швов. Поставленная цель достигается тем, что nopo ковал проволока, имеющая стальную оболочку и порошкообразную ишхту, содержашую мрамо йладйко1ВЬ и шпат, рутиловый концентрат, алюм ний, ферротйтан, ферромарганец и кремний, дополнительно содержит доменную шихту при сл д йиЦей соотношении компонентов, вес.%: Плавиковый шпат4,3-4,5 - Мрамор 2,2-2,3 Рутиловый йонцентрат 0,7-0,8 Ферротйтан0,4-0,5 Алюминий1,0-1,2 Ферромарганец0,4-0,5 Кремний0,25-0,35 Доменная шихта20-22 Стальная оболочкаОстальное Дбмён й шихта в зависимости от марки содержит,всс.%: Шлезньгй порошок54-56 . Окись кремния12,7-14,5 Закись железа15,6-17,5 Окись кальция 14,6-16,8 Дс йеннай11шхта выпускается с достаточным npcfoAftctsoM состайа и характеризуется склон Й6СТШ к измельчению, недбходимому для про йЭШдётвапбрбШковых проволок 1 т uStXTbi в 15-17 раз дешевле 1 т желеЗНогб порошка. Применение доменной шихты ддя изготовлений порошковых проволок дает возможность при сохранении высокой йрбизводйтёльнбстй йварК улучшать сжарочно-технологические свойства
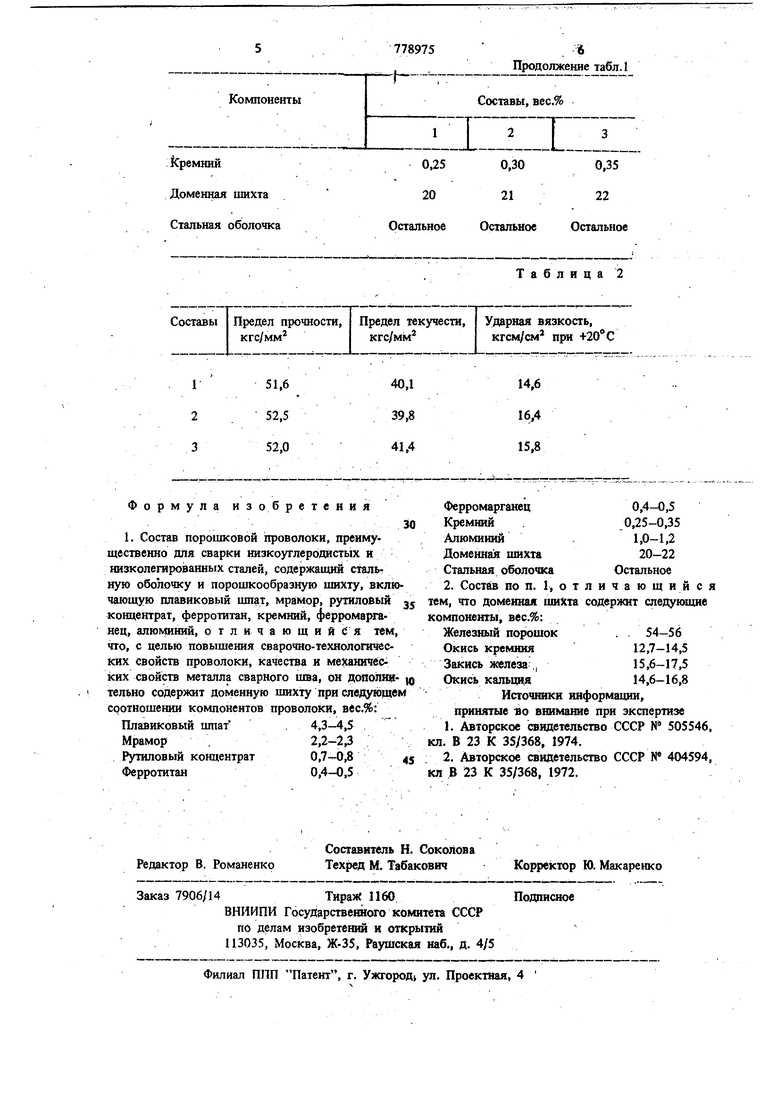
t а б л и ц а 1 .порошковых проволок и качество наплавленного металла при снижении их стоимости. Наличие окислов кремния в составе доменной шихты повышает текучеЬть расплавленного шлака, что способствует лучшему удалению газов и включений из металла шва и обеспечивает noBbinieiffle его механических свойств. В табл. I приведены составы предлагаемой порошковой проволоки.. Порошковая проволока обеспечивает хорошие сварочно-технологические свойства при сварке на постоянном токе обратной полярности: при диаметре проволоки 2,8 мм - сварочный ток 320-340 А, напряжение на дуге 26-28 В; при диаметре 3,0 цм - соответстаенно 360-380 А и 26-28 В. Вылет электро да Должен составлять 27-32 мм. На указанных режимах сварки козффициент на- , плавки сосйвййет в среднем 18 г/А-ч. Структура металла Сварных швов ферритная. Состав металла сварного шва при сварке низкоуглеродистой стали, вес,%: С 0,08-0,1; Si 0,1-0,15; Мп 0,7-0,8; S и Р менее 0,02. Механичес1сие свойства этого металла приведень в табл. 2. . Механические свойства металла шва по всем показателям превышают те же показатели известного состава порошковой проволоки. -, . .... . : Предлагаемая порошковая проволрка позволяет улучишть сварочно-технологические свойства порошковой проволоки, в частности уменьшить ее потери на разбрызгивание и улучшить кроющую способность шлака; улучшить рафинирование металла сварнь1Х швов вследствие увеличения текучести шлака в расплавленном состоянии; тгбвьгсить показатели механических свойств за счет рафинирования металла и сниЗИТЬ стоимость порошковой проволоки.Л)
Таблица 2
