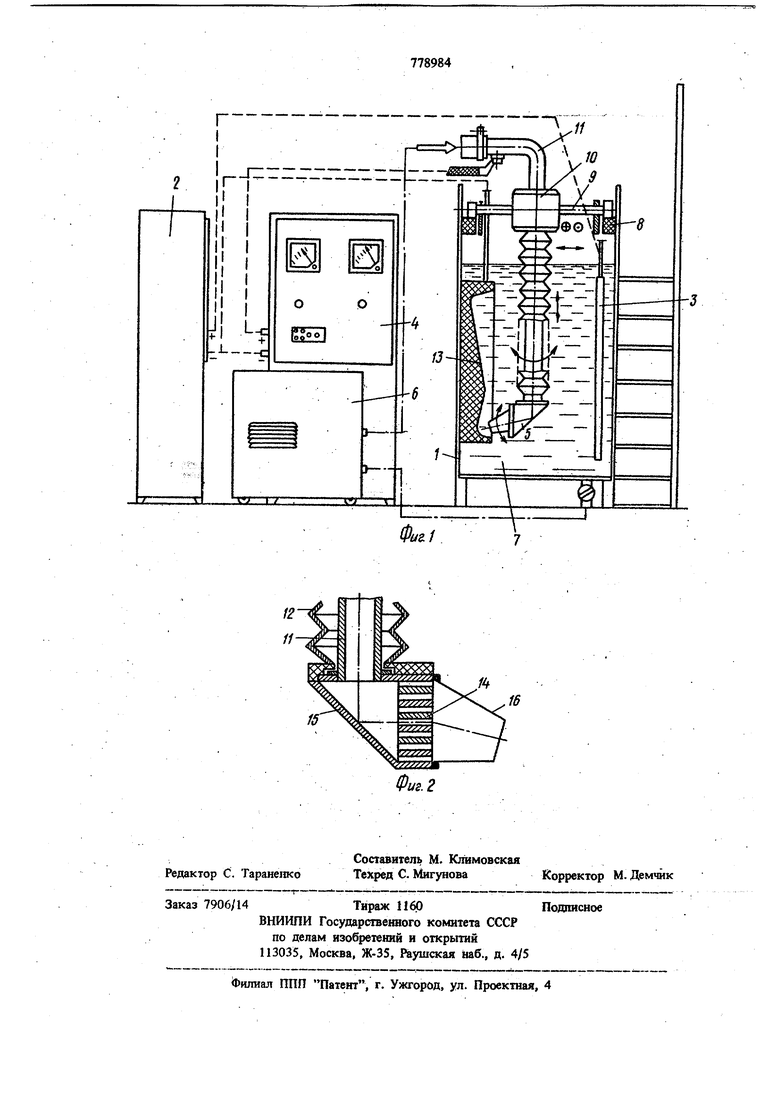
- 377 представляет собой решетку 14, состоящую из набора пластин, изготовленных из коррозионностойкого материала, например стали марки ОХ23Н2МЗДЗТ или пропитанного свинцом графита. Решетка 14 закреплена в полом токонепроводящем, например винипластовом, корпусе 15, через который прокачивается электролит Электролит 7 выходит из корпуса анода 5 через смейную поворотную насадку 16. Сменные noBopoTHbie насадки позволяют изменять площадь поперечного сечения, форму и направление струи электролита в зависимости от геоме рии модели. Струя электролита доляма быть направлена по нормали к поверхности модели, а площадь ее сечения выбирается максимально возможной }й1я данного модели. Установка работает следующим образом. Предварительно технолог составляет карту установофых перемещений местного анода 5 относительно катода-модели 13 (координаты и продолжительности осаждения металла в каж дой зоне). По указанной карте осуществляется выбор и установка насадки 16. В ванне 1 устанавливается катод-модель 13 и на нее ведется галь ваническое осаждение металла от источника 2 питания с плоского общего анода 3 при Оц -3-10 А/дм в течение 15-50 ч (режим 1 Затяжка ). По истечении указанного времени, когда модель покроется слоем металла, не пре- .рьгаая процесса гальванического осаждения, от источника 2 питания включается насосный агрегат б и дополнительный источник 4 питания, обеспечивающие работу местного анода 5. Мест ный анод 5 ШШб1&ёт покШшс талл в экранированных местах модели-катода 13 при Оц; 50-350 А/дм и Re 1 X 10 -6 X 10 (режим 2 - Рабочий). Повышение скорости осаждения металла в зоне действия местного анода позволяет испол зовать его за период осаждения металла на модель в различных точках (зонах), периодиче ки передвигая согласно т;ехнологической кар-, те. Таким образом, предлагаемая конструкция позволяет сократить время осаждения металла требуемой тОлщины на фасонных поверхностях и повысить равномерность его распределения по модели, устраняя при этом недостатки, свойственные известным конструкциям местных анодов. Применение новой гальванической установки позволяет в 1,5-3 раза снизить время изготовления электродов-инструментов при одновременном noBbinieiOQi ° качества их изготовления (более равномерная толщина осажденного слоя). ОжидаемьШ экономический эффект от использования одной установки новой конструкции составляет 10-12 тыс. руб. в год. Формула изобретения . Установка для изготовления медных электродов-инструментов для электроэрозионных станков осаждением металла на фасонный катод-модель, содержащая ванну, в которой размещены плоский общий анод и местный анод, снабженная насосным агрегатом для йОдачи и фильтрации электролита, отличающдя с я тем, что, с целью повышения производительности и расширения технологических возможностей, местный анод вьшолнен в виде полого корпуса, в KOTOjpoM установлена решетка, состоящая из набора пластин из токопроводящего коррозионностойкого материала, и установлен с возМоХшостью перемещения вдоль трех координатньис осей и с возможностью вращения вокруг вертикальной и горизонтальной оси. Источники информации, принятые во внимание при экспертизе 1. Ямпольский А. М., Ильин В. А. Краткий справочник гальванотехника. Машиностроение 1972, с. 29.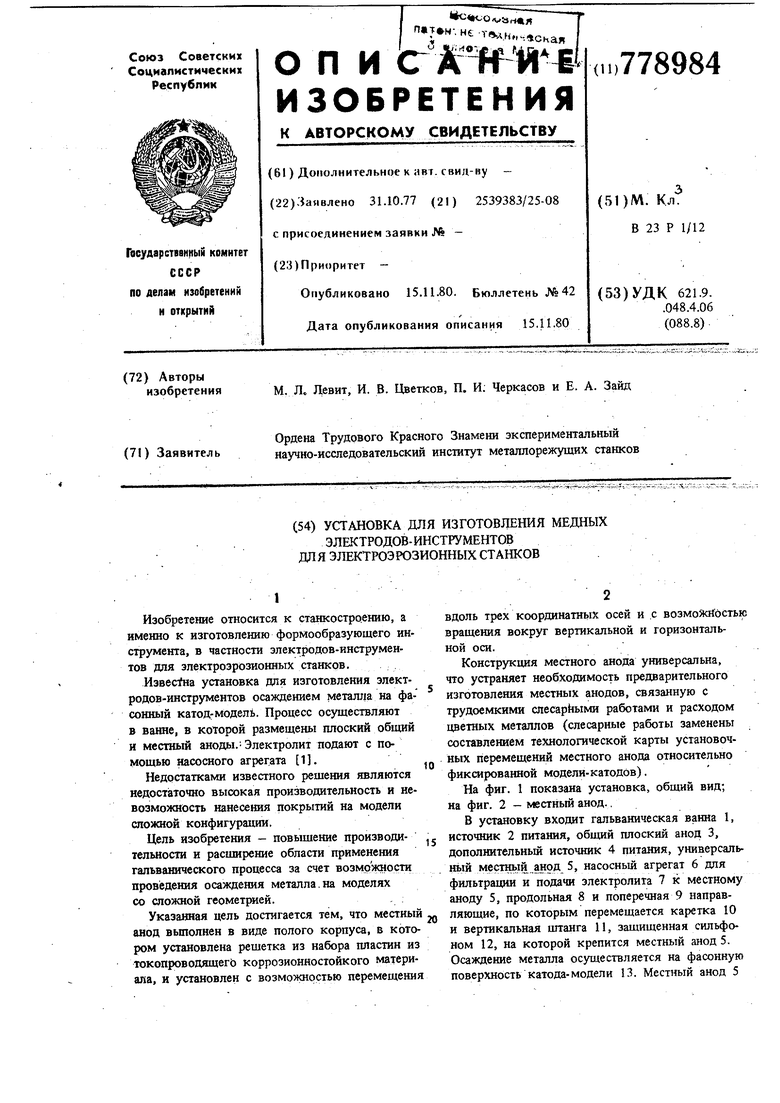
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электродов-инструментов для электроэрозионной,электрохимической обработки | 1977 |
|
SU733221A1 |
| СПОСОБ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ В ВАННЕ С ДОПОЛНИТЕЛЬНЫМИ ЭЛЕКТРОДАМИ | 2019 |
|
RU2719050C1 |
| Способ нанесения гальванических покрытий на внутреннюю поверхность сквозных полостей изделий | 1985 |
|
SU1285067A1 |
| Способ плазменно-электрохимического формирования наноструктурированного хромового гладкого покрытия | 2021 |
|
RU2773545C1 |
| Способ нанесения гальванических покрытий на поверхность длинномерных изделий | 1986 |
|
SU1633026A1 |
| Роботизированный комплекс для формирования наноструктурированных хромовых покрытий | 2022 |
|
RU2786270C1 |
| Способ плазменно-электрохимического формирования наноструктурированного хромового покрытия и устройство для реализации способа | 2021 |
|
RU2771409C1 |
| СПОСОБ ГАЛЬВАНИЧЕСКОГО ОСАЖДЕНИЯ ПОКРЫТИЙ ИЗ ЦИНКА И ЦИНКОВОГО СПЛАВА ИЗ ЩЕЛОЧНОЙ ВАННЫ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ С ПОНИЖЕННЫМ РАЗЛОЖЕНИЕМ ОРГАНИЧЕСКИХ ДОБАВОК В ВАННЕ | 2018 |
|
RU2724765C1 |
| СПОСОБ НАНЕСЕНИЯ ХРОМОВЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯ ТИПА ТЕЛ ВРАЩЕНИЯ | 2009 |
|
RU2427672C1 |
| Способ изготовления формообразующего инструмента для электроэрозионной обработки | 1980 |
|
SU862493A1 |