(54) УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ И ОРИЕНТИРОВАНИЯ СТЕРЖНЕВЫХ ДЕТАЛЕЙ
I
Изобретение относится к машиностроению и может б)1ть использовано при загрузке станков и автоматических линий.
Известно устройство для подачи деталей, содержащее магазин, питатель с захватами . и разгрузочный механизм 1.
Устройство захватывает деталь за наружную поверхность, что исключает возможность ориентации деталей типа «сверл по фасонным винтовым поверхностям и не позволяет вводить ее в специальные зажимные цанги станков.
Известно также устройство для загрузки и ориентирования деталей типа «сверл, содержащее магазин, питатель с захватной направляющей втулкой, толкателем и ориентирующим механизмом 2.
Недостатком устройства является нарущение точности ориентации из-за повышенного износа захватной направляющей втулки.
Цель изобретения - повышение надежности работы устройства.
Указанная цель достигается тем, что захват выполнен в виде конической втулки с подпружиненным толкателем и кулачкового патрона, установленных соосно на питателе с
возможностью встречного .возвратно-поступательного перемещения посредством самостоятельных поршневых приводов.
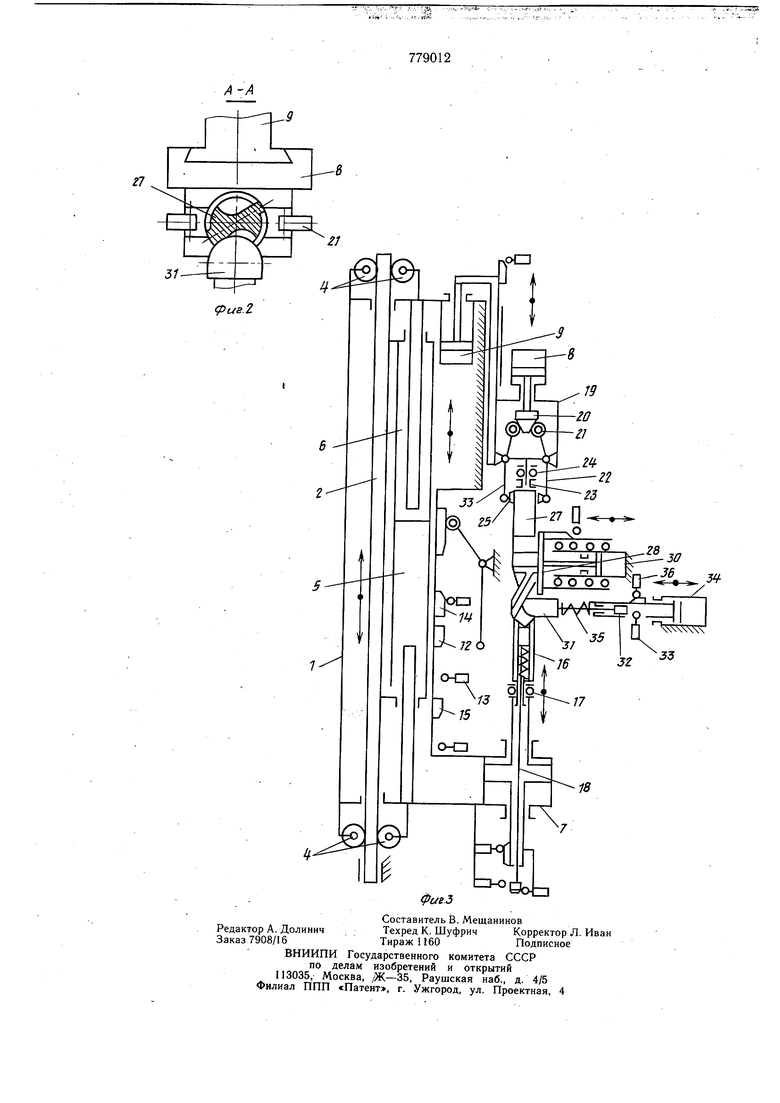
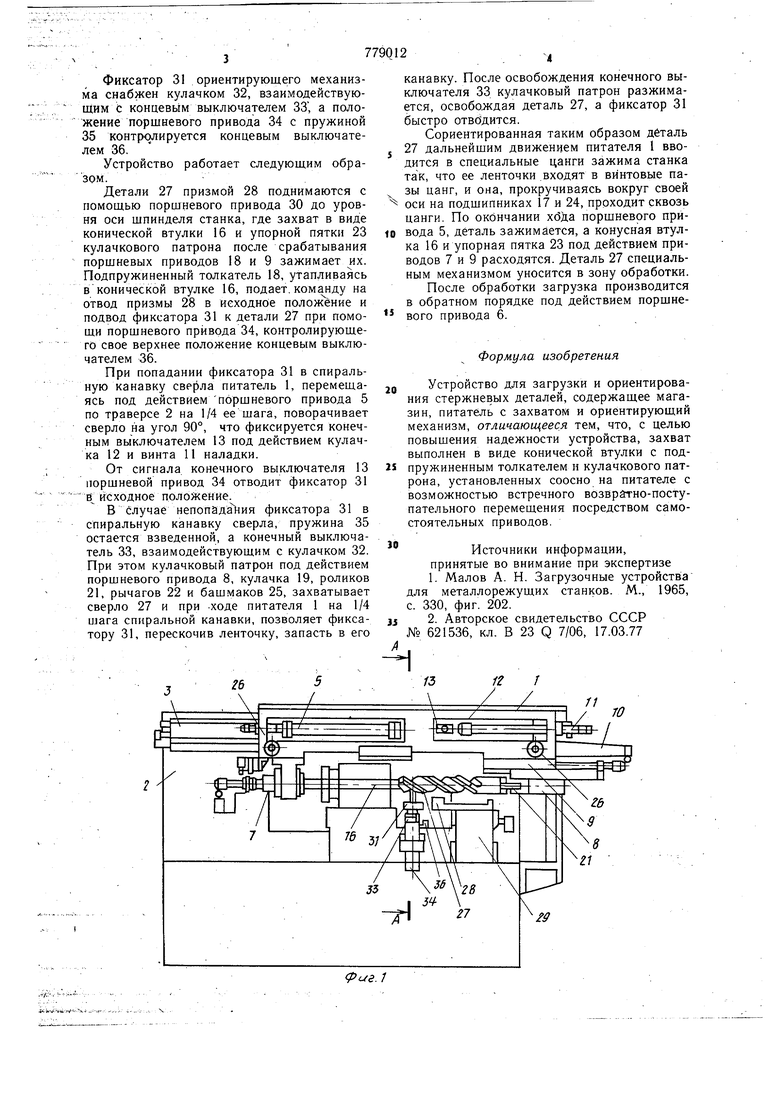
На фиг. 1 схематически изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - кинематическая схема устройства.
Устройство содержит питатель 1, траверсу 2, направляющие 3, ролики 4, порщневые приводы 5-9, кронщтейн 10, винт 11 наладки, кулачок 12, взаимодействующий
10 с концевым выключателем 13, кулачки 14 и 15, фиксирующие крайнее правое и левое положение питателя 1.
Захват выполнен в виде конической втулки 16 на подшипнике 17 штока порщневого 5 привода 7 с подпружиненным толкателем 18. и кулачкового патрона 19 с конусом 20 роликами 21, рычагами 22, упорной пятки 23 на подшипнике 24 и бащмаков 25, установленного на штоке поршневого привода 9.
Люфты между роликами 4 и направляю20щими 3 выбираются поворотными втулками 26.
Детали 27 типа «сверл размещаются на призме 28 магазина 29, укрепленной на штоке поршневого привода 30. Фиксатор 31 ориентирующего механизма снабжен кулачком 32, взаимодействующим С концевым выключателем 33, а положение порщневого привода 34 с пружиной 35 контролируется концевым выключателем 36. Устройство работает следующим образом. Детали 27 призмой 28 поднимаются с помощью поршневого привода 30 до уровня оси шпинделя станка, где захват в виде конической втулки 16 и упорной пятки 23 кулачкового патрона после срабатывания поршневых приводов 18 и 9 зажимает их. Подпружиненный толкатель 18, утапливаясь в конической втулке 16, подает, на отвод призмы 28 в исходное положение и подвод фиксатора 31 к детали 27 при помощи порщневого привода 34, контролирующего свое верхнее положение концевым выключателем 36. При попадании фиксатора 31 в спиральную канавку сверла питатель 1, перемещаясь под действием порщневого привода 5 по траверсе 2 на 1/4 ее щага, поворачивает сверло на угол 90°, что фиксируется конечным выключателем 13 под действием кулачка 12 и винта 11 наладки. От сигнала конечного выключателя 13 порщневой привод 34 отводит фиксатор 31 в исходное положение. В случае непопада 1ия фиксатора 31 в спиральную канавку сверла, пружина 35 остается взведенной, а конечный выключатель 33, взаимодействующим с кулачком 32. При этом кулачковый патрон под действием порщневого привода 8, кулачка 19, роликов 21, рычагов 22 и бащмаков 25, захватывает сверло 27 и при .ходе питателя 1 на 1/4 шага спиральной канавки, позволяет фиксатору 31, перескочив ленточку, запасть в его
(pas.l анавку. После освобождения конечного вылючателя 33 кулачковый патрон разжиматся, освобождая деталь 27, а фиксатор 31 быстро отводится. Сориентированная таким образом деталь 27 дальнейшим движением питателя 1 вводится в специальные цанги зажима станка так, что ее ленточки входят в винтовые пазы цанг, и она, прокручиваясь вокруг своей оси на подшипниках 17 и 24, проходит сквозь цанги. По окончании хбда порщневого привода 5, деталь зажимается, а конусная втулка 16 и упорная пятка 23 под действием приводов 7 и 9 расходятся. Деталь 27 специальным механизмом уносится в зону обработки. После обработки загрузка производится в обратном порядке под действием порщневого привода 6. Формула изобретения Устройство для загрузки и ориентирования стержневых деталей, содержащее магазин, питатель с захватом и ориентирующий механизм, отличающееся тем, что, с целью повышения надежности устройства, захват выполнен в виде конической втулки с подпружиненным толкателем и кулачкового патрона, установленных соосно на питателе с возможностью встречного возвратно-поступательного перемещения посредством самостоятельных приводов. Источники информации, принятые во внимание при экспертизе 1. Малов А. Н. Загрузочные устройства для металлорежущих станков. М., 1965, с. 330, фиг. 202. 2 Авторское свидетельство СССР № 621536, кл. В 23 Q 7/06, 17.03.77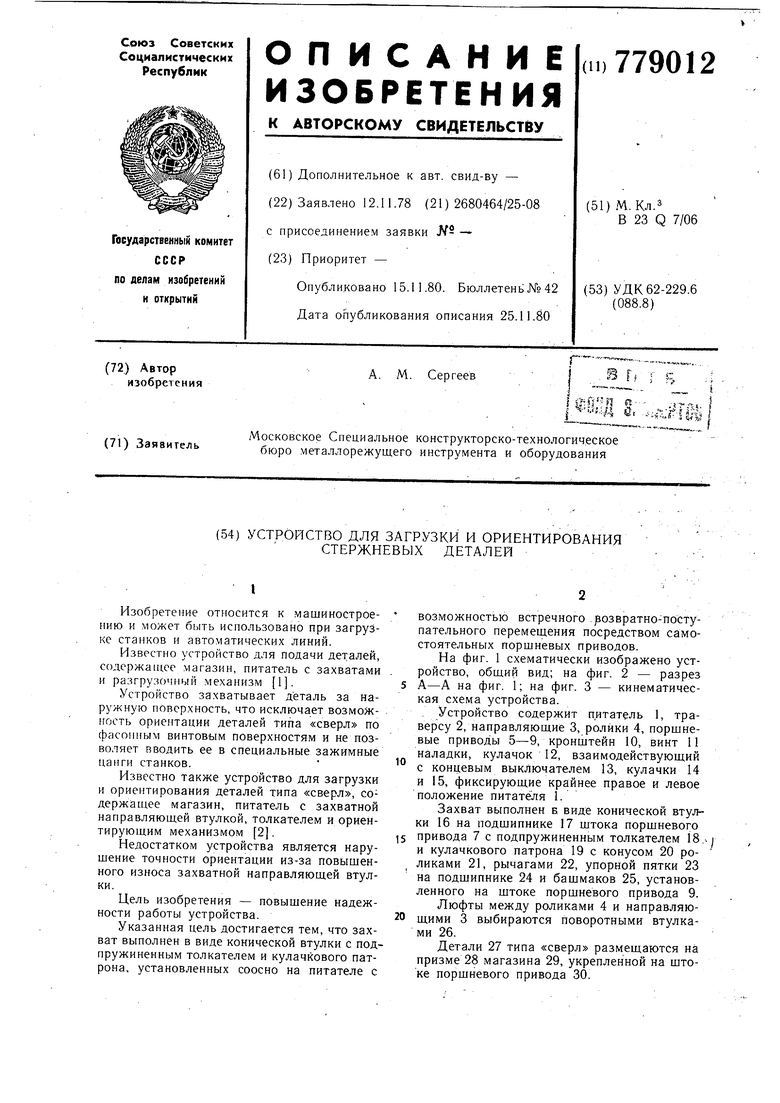
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ЗАГРУЗКИ ШТУЧНЫХ ЗАГОТОВОК | 1972 |
|
SU335076A1 |
| Патрон к механизированным ручным инструментам | 1981 |
|
SU1061980A1 |
| Загрузочное устройство | 1976 |
|
SU662317A1 |
| Устройство для загрузки деталей | 1976 |
|
SU860995A1 |
| Автомат для обработки пуговиц | 1983 |
|
SU1123869A1 |
| Роторный автомат | 1984 |
|
SU1255392A1 |
| Станок для обработки деталей | 1984 |
|
SU1288029A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2138368C1 |
| Многопозиционный автомат для сборки узлов | 1978 |
|
SU747685A1 |
| АВТОМАТ ДЛЯ ШЛИФОВАНИЯ КАНАВОК И СПИНОК СВЕРЛ | 1971 |
|
SU295650A1 |