Изобретение относится к машиностроению и может быть использовано в металлообрабатывающей промышленности для автоматического управления подачей шлифовального ста-ика.
Известна система дискретного управления шлифованием, включающая блок измерения размера, задад-чик опорных уровней, шаговый дВ|Игатель, силовую пару «винт - гайка, шлифовальный суппорт, компараторы, первые входы которых подключены к блоку измерения размера, вторые входы - к задатчику опорных уровней, выход шагового двигателя через силовую пару «винт - гайка подключен к шлифовальному суппорту, система содержит также коммутатор и генератор импульсов, выход которого подключен к входу шагового двигателя через коммутатор, управляюшие входы которого подключены к выходам компараторов. Привод подвода-отвода суппорта вьшолиен, например, в виде храпового механизма 1.
Основной недостаток системы заключается в том, что она не обеспечивает высокую производительность шлифования, поскольку шлифование на участке ступенчатого снижения подачи («чистовое шлифование) осуществляется при относительно малой скорости снижения подачи.
Целью изобретения является повышение производительности шлифования путем приближения скорости съема припуска на участке снижения подачи к зоне прижогоп (путем применения ускоренного выхаживания) .
Для достижения цели система снабл ена блоком переключения, выход которого подключен к шаговому двигателю, а управляюШ|ИЙ вход подключен к выходу компаратора чистовой подачи.
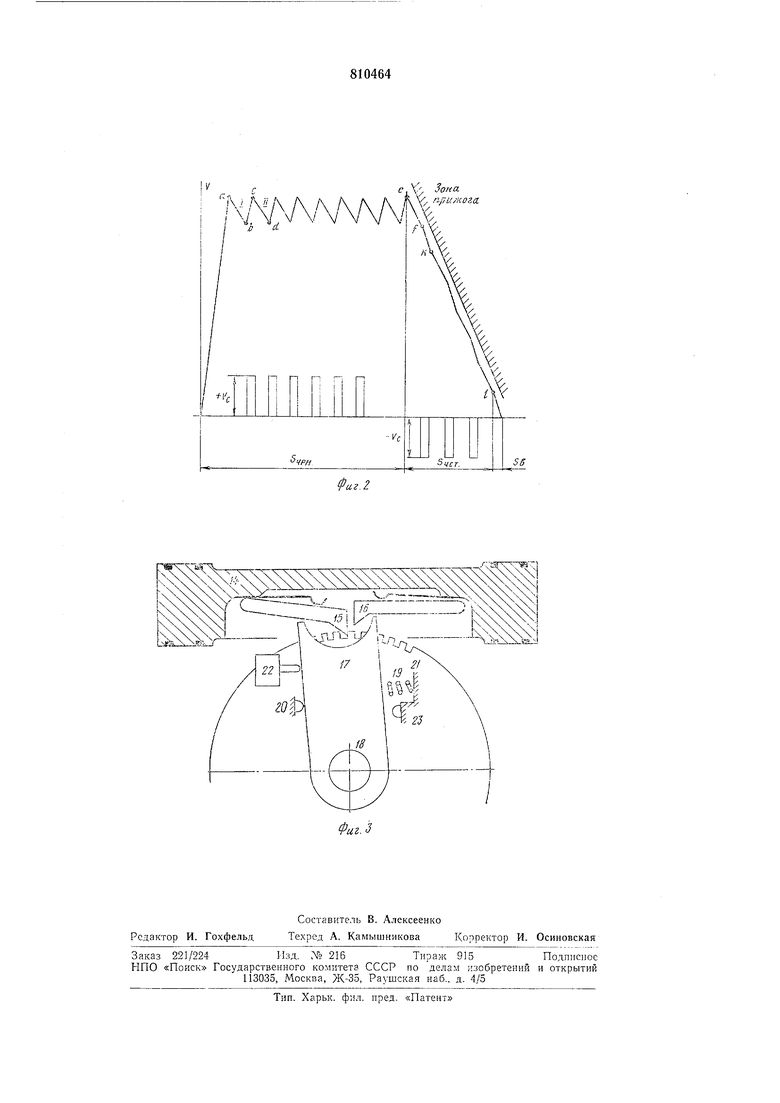
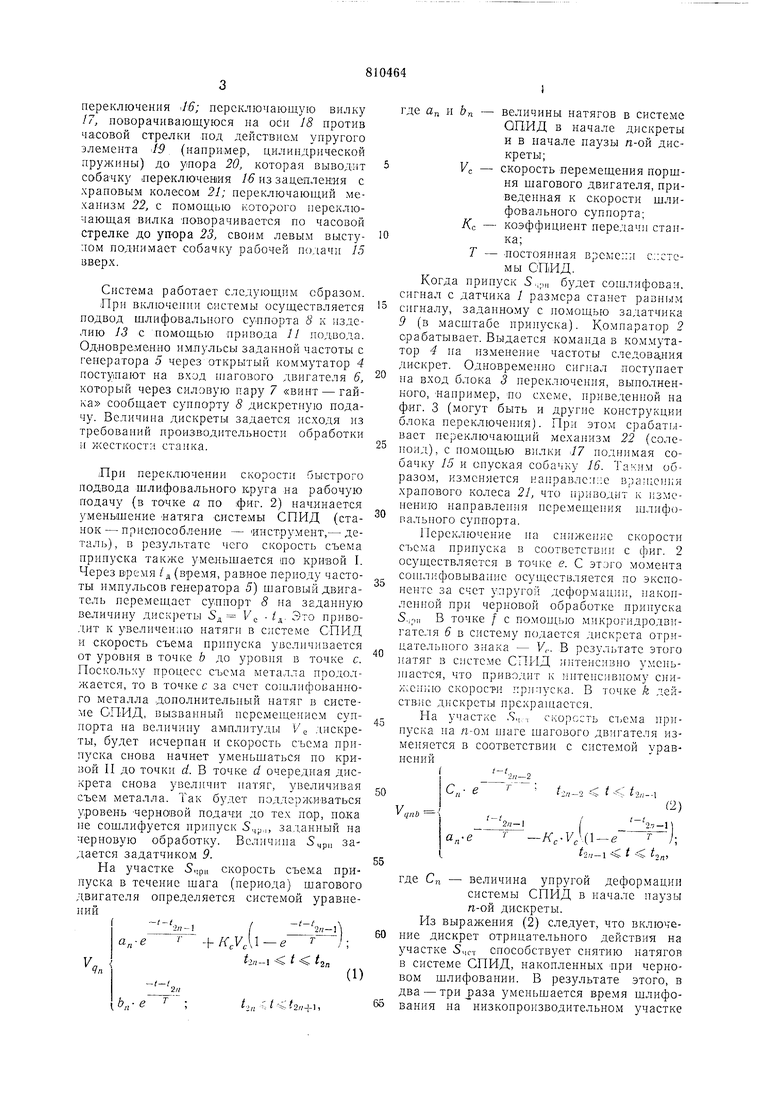
На фиг. 1 приведена схема системы; на фиг. 2 - диаграмма съема припуска; на фиг. 3 - блок переключения.
Схема по фиг. 1 содержит датчик размера /, подключенный через компаратор 2 чистовой подачи к блоку 3 переключения и к коммутатору 4; генератор импульсов 5 через коммутатор 4, шаговый двигатель 6 и силовую пару «винт - гайка 7, подключенный к шлифовальному суппорту 8; задатчик 9 опорных уровней, подключенный ;ерез компаратор 10 к приводу W подвода-отвода, к компаратору 12 и к компаратору 2. Суппорт подводит круг к изделию 13.
Схема блока переключения содержит
рабочий орган 14 шагового мпкрогидродвигателя (поршень) с установленными на нем
собачкой рабочей подачи 15 и собачкой переключения i/5; переключающую вилку 17, .поворачивающуюся па оси 18 против часовой стрелки под действием упругого элемента d-9 (например, цилиндрической пружины) до улора 20, которая выводит собачку переключения 16 из зацеплекия с храповым колесом переключающий механизм 22, с помощью которого переключающая вилка поворачивается по часовой стрелке до упора 23, своим левым выстулом поднимает собачку рабочей подачи 15 вверх. Система работает следующим образом. При включении системы осуществляется подвод шлифовального суппорта 8 к изделию 13 с помощью привода // подвода. Одновременно имлульсы заданной частоты с генератора 5 через открытый коммутатор 4 поступают на вход шагового двигателя 6, который через силовую пару 7 «винт - гайка сообщает суппорту 5 дискретную подачу. Величина дискреты задается исходя из требований производительности обработки и жесткости стайка. ,При переключении скорости быстрого подвода шлифовального круга на рабочую подачу (в точке а по фиг. 2) начинается уменьшение «атяга системы СПИД (станок - приопособл€ние - инструмент,- деталь), в результате чего скорость съема припуска также уменьшается по кривой I. Через время t (время, равное периоду частоты импульсов генератора 5) шаговый двигатель перемещает суппорт 8 на заданную величину дискреты 5д У д Это приводит к увеличению натяги в системе СПИД и скорость съема припуска увеличивается от уровня в точке b до уровня в точке с. Поскольку процесс съема металла продолжается, то в точке с за счет сошлифованного металла дополнительный натяг в системе СПИД, вызванный перемещением суппорта на величину амплитуды V дискреты, будет исчерпан и скорость съема припуска снова начнет уменьшаться по кривой И до точки d. В точке d очередная дискрета снова увеличит натяг, увеличивая съем металла. Так будет поддерживаться уровень Черновой подачи до тех по,р, пока не сошлифуется припуск ,,, заданный на черновую обработку. Величина 5чр„ за дается задатчиком 9. На участке 5чрн скорость съема припуска в течение шага (периода) шагового двигателя определяется системой уравнений+ ,-e t-2n-l /2л 4/ 2п-ЬЬ де а„ и 6„ величины натягов в системе ОПИД в начале дискреты и в начале паузы п-ой дискреты;скорость перемещения поршня шагового двигателя, приведенная к скорости шлифовального суппорта; коэффициент передачи станка;Т - постоянная времени с;:стсмы спид. Когда припуск 5чрц будет сошлифован, сигнал с датчика / размера станет равным сигналу, заданному с помощью задатчика (в масштабе припуска). Компаратор 2 срабатывает. Выдается -команда в коммутатор 4 на изменение частоты следова ния дискрет. Одновременно сигнал поступает на вход блока 3 переключения, выполненного, например, по схеме, приведенной на ф.иг. 3 (могут быть и другие конструкции блока переключения). При этом срабатывает переключающий механизм 22 (соленоид), с помощью вилки 17 поднимая собачку 15 и опуская собачку 16, Таким образом, изменяется направление вращения храпового колеса 21, что приводит к изменению направления перемещения шлифовального суппорта. Переключение на снижение скорости съема припуска в соответствии с фиг. 2 осуществляется в точке е. С этого момента сошлифовывание о,существляется по экспоненте за счет упругой деформации, накопленной при черповой обработке припуска 5.,р„ В точке / с помощью микрогидродвнгателя 6 в систему иодается дискрета отрицательного знака - V,-. В результате этого натяг в системе СПИД интенсивно уменьшается, что приводит к интенсивному снижению скоросри припуска. В точке k действие дискреты прекращается. На участке Яч.--, скорость съема припуска на п-ом шаге шагового двигателя измеияется в соответствии с системой уравнепий/i-i.. t-2,l-1 - 2я-.1 -2.-П -е т }. -K,-V,( /2„-1 « где Сп - величина упругой деформации системы СПИД в начале паузы п-ой дискреты. Из выражения (2) следует, что включение дискрет отрицательного действия на участке 5чст способствует снятию натягов в системе СПИД, накопленных ори черновом шлифовании. В результате этого, в два - три)аза уменьшается время шлифования на низкопроизводительном участке S,,cT- При поступлении следующей дискреты натяг в системе ОПИД еще больще уменьщается. Подбирая частоту дискрет, устанавливают такую характеристику снижения скорости съема пропуска, которая соответствует границе зоны прижогов. Когда оставщ.ийся нрИПуск равен величине SB (на фиг. 2 этому моменту соответствует точка /), с помощью компаратора J2 через коммутатор 4 выдается команда на доводочное выхаживание (щаговый двигатель 6 отключается коммутатором)..После съема всего припуска с помощью компаратора 10 и механизма отвода осуществляется отвод щлифовального суппорта 8 в исходную по.зицию. В соответствии с предложенной схемой при ее реализации для шлифовального станка ЗБ151 в качестве шагового двигате-ля использовался микрогидродвигатель поступательного движения с выходОМ на храповое колесо и с управлением от электрогидравлического золотника. Испытания системы управления проводились на станке ЗБ151 и показали, что предложенная система может быть иопользована не только на щлифовальных, но и на других металлорежущих станках. Для осуществления ускоренного выхаживания путем изменения направления вращения храпового колеса на поршень микрогидродвигателя была установлена дополнительная собачка переключения. Управление собачками осуществляется с помощью .переключающей вилки специальной конструкции и соленоида. Предложенная система позволяет: автоматизировать щлифовальные станки, не .имеющие специального привода врезной подачи, и за счет этого увеличить производительность в несколько раз; повысить точность обработки за счет исключения не- жесткого гидродвигателя врезной подачи на станках, оснащенных специальными гидроприводами автоматической врезной подачи; повысить надежность системы управления подачей за счет использования .лтеханического привода (вместо снециального управляемого гидропривода) и за счет исключения релейных выходов в многокомандных приборах, так как в системе достаточно одного силового элемента, например транзистора, для управления переключающим золотником, единственным во всей гидравлической системе управления подачей. Формула изобретения 1.Система дискретного управления щлифованием, включающая щаговый двигатель, силовую пару «винт - гайка, генератор импульсов, коммутатор, задатчик опорных уровней, датчик размера и компараторы, входы которых подключены к датчику размера и задатчику опорных уровней, выход одного компаратора подключен к приводу отвода-подвода щлифовального суппорта, выполненному, например, в виде храпового механизма, выходы других компараторов подключены к управляющим входам коммутатора, выход которого подключей к силовой паре «винт - гайка через шаговый двигатель, а вход соединен с генератором импульсов, отличающаяс я тем, что, с целью повышения производительности путем ускоренного выхаживания, она снабжена блоком переключения, выход которого подключен к шаговому двигателю, а управляющий вход подключен к выходу компаратора чистовой подачи. 2.Система по п. 1, отличающаяся тем, что блок переключения выполнен в виде поршня щагового микродвигателя, на котором закреплены собачка рабочей подачи и собачка переключения, взаимодействующие с храповым колесом, на одной оси с которым установлена жилка переключения указанных собачек храпэвого механизма. Источник информации, принятый во внимание при экспертизе: 1. Авторское свидетельство СССР по заявке № 2605520/08, кл. В 24 В 49/00, 1978.
+v,
ЧРН.
Зона при/кого.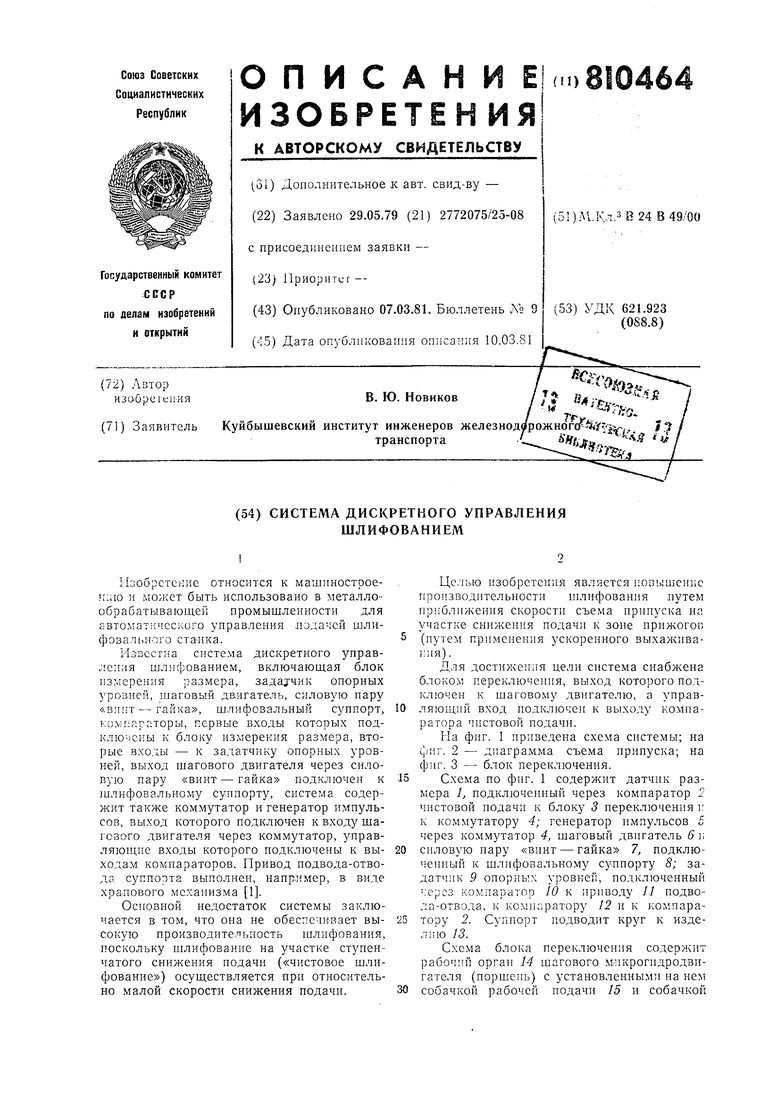

| название | год | авторы | номер документа |
|---|---|---|---|
| Система дискретного управления процессом шлифования | 1978 |
|
SU878543A1 |
| Способ дискретного управления врезной подачей шлифовального станка | 1978 |
|
SU878542A1 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| Система управления подачей шлифовального станка | 1980 |
|
SU888075A1 |
| Устройство для управления шлифовальным станком | 1981 |
|
SU1053067A1 |
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
| Способ управления циклом круглого шлифования | 1986 |
|
SU1430241A1 |
| Способ коррекции программы шлифования | 1978 |
|
SU930259A1 |
| Устройство управления шлифованием | 1978 |
|
SU1030149A1 |
| Способ управления процессом шлифования дорожек качения | 1982 |
|
SU1148760A1 |