Известные устройства для правки шлифовальных кругов, особенно для кругов большого диаметра, имеют целый ряд недостатков. При правке шлифовального круга большого диаметра с выпуклым дугообразным профилем ось поворота правящего устройства проходит через тело шлифовального круга, что обычно делает устройства громоздкими.
В ряде случаев при большом радиусе правки возможно односторонее закрепление поворотной части, но устройства, выполненные по такой схеме, имеют низкую жесткость. Известна также правка дугового профиля по копиру поступательно перемешающимся алмазом, но в этом случае в азных точках профиля угол между осью алмаза и касательной к профилю шлифовального круга в точке правки меняется.
Описываемое устройство свободно от указанных недостатков, так как в нем, с целью автоматической непрерывной подстройки положения алмаза по нормали к обрабатываемой поверхности, держателю алмаза сообщается дополнительное поворотное движение при помощи параллелограмма, в качестве одной из сторон которого применена пиноль, получающая осевое движение под воздействием ведущего звена параллелограмма при его обходе копира и несущая поворотную державку алмаза, связанную с выходным звеном параллелограмма.
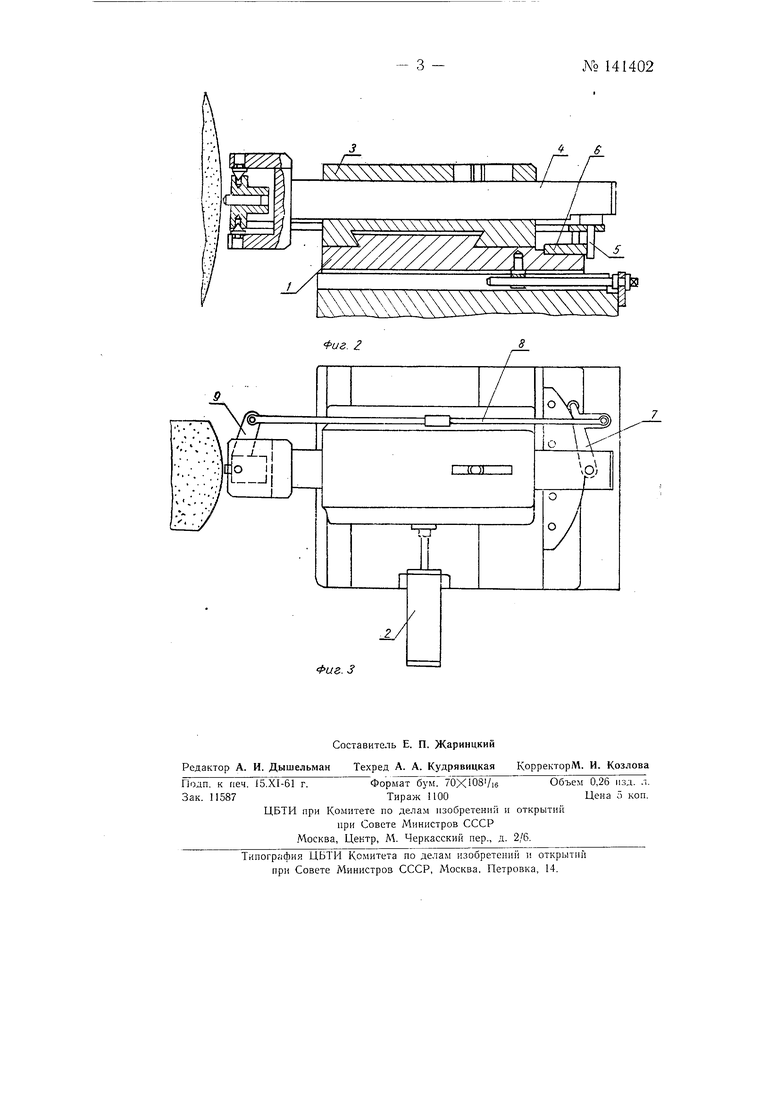
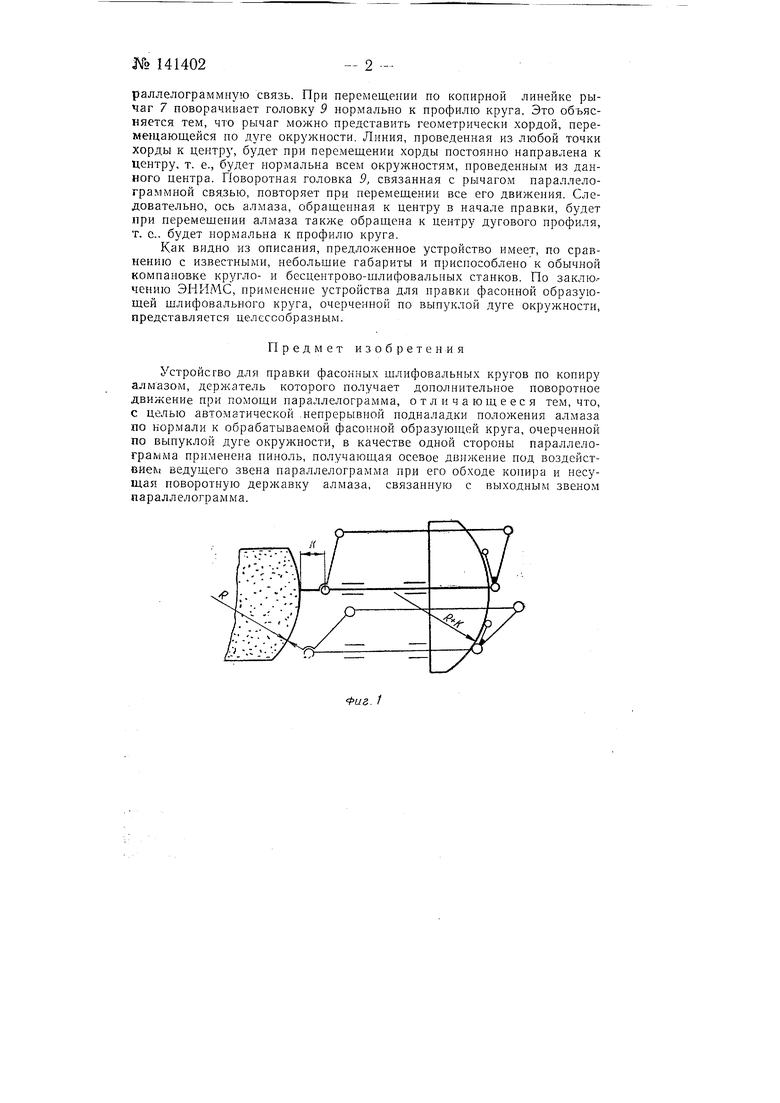
На фиг. 1 изображена кинематическая схема устройства; на фиг. 2 - устройство в разрезе; на фиг. 3 - то же, в плане.
На фиг. 1 К - вьглет правящей точки алмаза относительно оси вращения поворотной головки; R - радиус щлифовального круга; R + К - радиус копира.
Устройство работает следующим образом.
На нижней плите / цилиндром 2 перемещается каретка 3, в корпусе которой движется пиноль 4. Копирный палец, закрепленный на пиноли. и рычаг 7 прижимаются пружинами к копирной линейке 6. Тягой 8 рычаг связан с поворотной головкой 9; рычаг 7 и тяга 8 образуют параллелограммную связь. При перемещении по копирной линейке рычаг 7 поворачивает головку 9 нормально к профилю круга. Это объясняется тем, что рычаг можно представить геометрически хордой перемещающейся по дуге окружности. Линия, проведенная из любой точки хорды к центру, будет при перемещении хорды постоянно направлена к центру, т. е., будет нормальна всем окружностям, проведенным из данного центра. Поворотная головка 9, связанная с рычагом параллелограммнои связью, повторяет при перемещении все его движения Следовательно, ось алмаза, обращенная к центру в начале правки буает при перемещении алмаза также обращена к центру дугового профиля г. с., будет нормальна к профилю круга.i н .
Как видно из описания, предложенное устройство имеет по спав нению с известными, небольшие габариты и приспособленок обычной . бесцентрово-шлифовальных станков. По заклю.чению ЭНЛМС, применение устройства для правки фасонной образующем шлифовального круга, очерченной по выпуклой дуге окружности представляется целесообразным.икружности.
Предмет изобретения
я., Р фасонных шлифовальных кругов по копиру алмазом, держатель которого получает дополнительное поворотное движение при помощи параллелограмма, отличающееся тем что с целью автоматической .непрерывной подналадки положения алмаза пп t Pn - обрабатываемой фасонной образующей круга, очерченной по выпуклой дуге окружности, в качестве одной стороны параллелограмма применена пиноль, получающая осевое движение под воздействием ведущего звена параллелограмма при его обходе копира и несу ДалГГрГ::; -.ходнЕ., зве„„1
6
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки шлифовального круга по профилю в виде дуги и прямой линии | 1981 |
|
SU967785A1 |
| Механизм правки | 1978 |
|
SU779053A1 |
| Устройство для правки фасонных шлифовальных кругов | 1970 |
|
SU450711A1 |
| Устройство для правки шлифовального круга с профилем в виде сопряженных дуг окружностей | 1985 |
|
SU1283062A1 |
| Устройство для правки фасонного шлифовального круга | 1985 |
|
SU1283061A1 |
| Устройство для фасонной правки шлифовального круга | 1972 |
|
SU446406A1 |
| Устройство для правки фасонного шлифовального круга | 1981 |
|
SU956259A1 |
| Устройство для правки фасонного шлифовального круга | 1980 |
|
SU952557A1 |
| СПОСОБ ПРАВКИ ЕДИНИЧНЫМ АЛМАЗОМ ШИРОКОГО ВЕДУЩЕГО КРУГА БЕСЦЕНТРОВОГО КРУГЛОШЛИФОВАЛЬНОГО СТАНКА ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ "НАПРОХОД" | 2003 |
|
RU2231436C2 |
| Станок для шлифования кулачковых валов | 1975 |
|
SU547328A1 |