(54) КОНВЕЙЕРНОЙ ЛЕНТЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная лента | 1978 |
|
SU738963A1 |
| Соединение концов резинотросовой ленты конвейера | 1990 |
|
SU1803639A1 |
| Способ стыковки концов ленты с каркасами из тросов и ткани | 1989 |
|
SU1694442A1 |
| Теплостойкая лента конвейера | 1980 |
|
SU925789A1 |
| Теплостойкая конвейерная лента | 1979 |
|
SU874508A1 |
| Способ стыковки многослойных конвейерных лент | 1985 |
|
SU1328618A1 |
| Теплостойкая конвейерная лента | 1982 |
|
SU1050994A1 |
| Теплостойкая конвейерная лента | 1979 |
|
SU848421A1 |
| КОНВЕЙЕРНАЯ ЛЕНТА | 2001 |
|
RU2211180C2 |
| Стыковое соединение конвейерной ленты | 1991 |
|
SU1831462A3 |
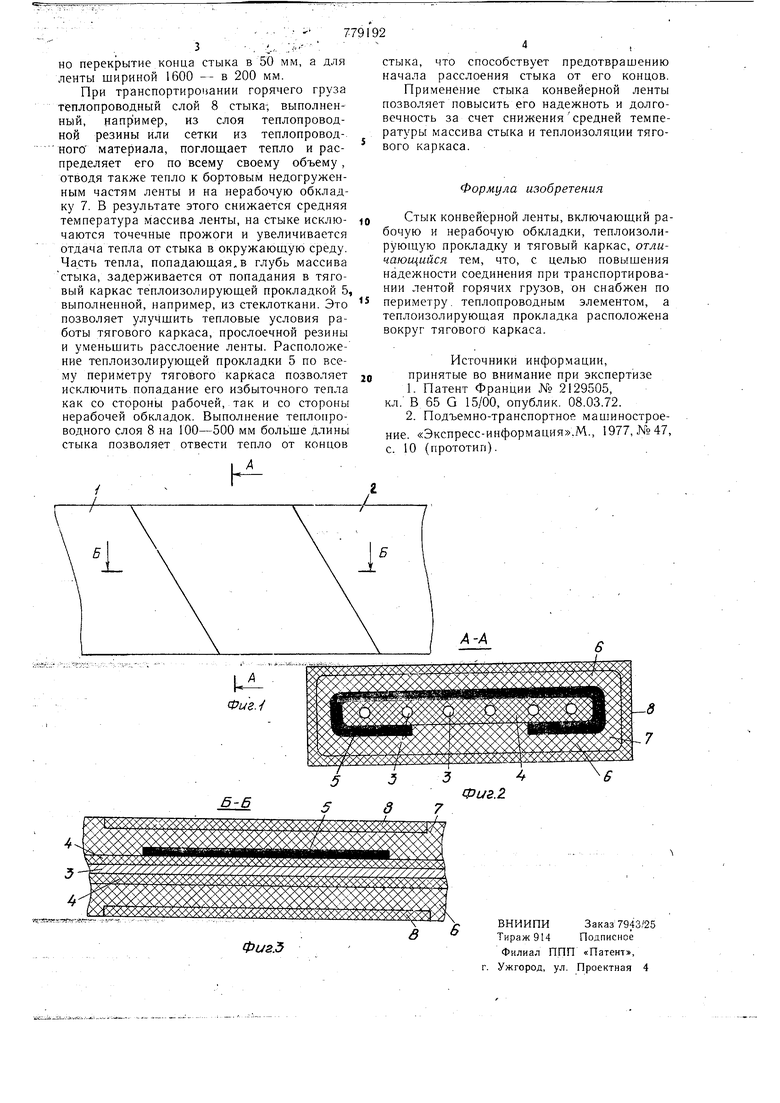
Изобретение относится к конвейерному оборудованию, а именно к стыкам линии конвейеров. Известен стык конвейерной ленты, включающий рабочую и нерабочую обкладки и тяговый каркас 1. Недостаток его - незначительная прочность. Известен также стык конвейерной ленты, включающий рабочую и нерабочую обкладки, теплоизолирующую прокладку и тяговый каркас 2. Недостатком , известной конструкции является малая надежность соединения при транспортировании лентой горячих грззов. Цель изобретения - повышение надежности соединения при транспортировании лентой горячих грузов. Указанная цель достигается тем, что стык снабжен, по периметру теплопроводным элементом, а теплоизолирующая проклад ка расположена вокруг тягового каркаса. На фиг. 1 схематически изображен стык, Вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. Г. Стык состоит из стыкуемых концов ленты 1 и 2, тя-гового каркаса 3 с прослоечной резиной 4, теплоизолирующей прокладки 5, рабочей 6 и нерабочей 7 обкладок, теплопроводного элемента в виде слоя 8, расположенного по периметру стыка. Теплоизолирующая гфокладка расположена вокруг тягового каркаса. После сборки, тягового каркаса и заполнения пустот прослоечной резиной 4 тяговый каркас 3 по периметру оборачивается теплоизолирующей прокладкой 5. Затем накладываются обкладки 6 и 7 и по их периметру теплопроводный слой 8 длиной на 100-500 мм больще длины стыка, после чего осуществляется вулканизация стыка. Для предотвращения начала расслоения стыка от его концов, которые расположены близко к поверхности, транспортирующей горячий груз, необходимо их защитить от избыточного тепла путем перекрытия концов стыка теплопроводным слоем. Конвейерные ленты бывают различной щирины, количество тепла, выделяемое транспортируемым зтими лентами материалом, также неодинаково, поэтому величина перекрытия концов сть1ка теплопроводный слоем тоже различна и находится в пределах 50-250 мм. Например, для лент шириной 500 мм достаточ
