(S) ПРАВИЛЬНАЯ МАШИНА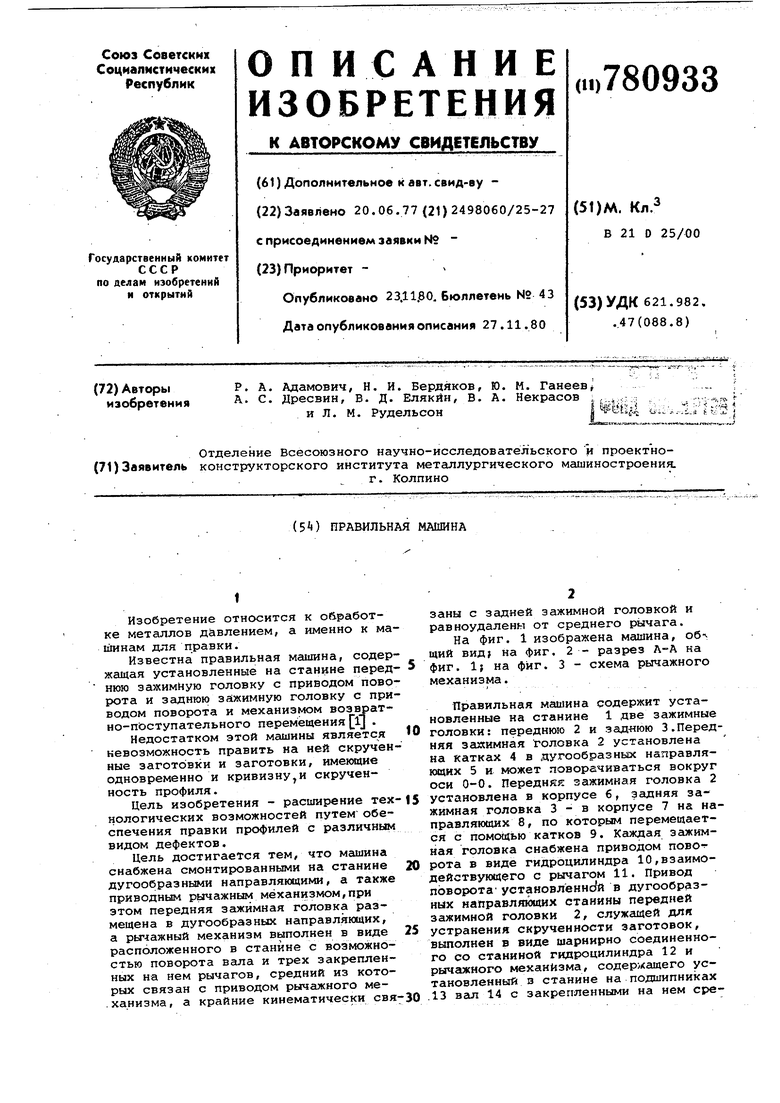
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки правильно-раскруточной машины и устройство для его осуществления | 1986 |
|
SU1349827A1 |
| Правильно-растяжная машина для правки фасонного проката | 1982 |
|
SU1066698A1 |
| Устройство для правки горячего проката растяжением | 1975 |
|
SU570428A1 |
| Правильно-растяжная машина | 1975 |
|
SU566657A1 |
| Зажимная головка правильно-растяжной машины | 1986 |
|
SU1362534A1 |
| Способ настройки правильных машин дискретного действия | 1981 |
|
SU980896A1 |
| Устройство для измерения усилия на штоке приводного силового цилиндра | 1983 |
|
SU1132998A1 |
| Зажимная головка универсальной сортоправильной машины дискретного действия | 1986 |
|
SU1318322A1 |
| Стенд для правки лонжеронов рам автомобилей | 1981 |
|
SU1009556A1 |
| Способ правки заготовок плоским изгибом и устройство для его осуществления | 1977 |
|
SU780926A1 |
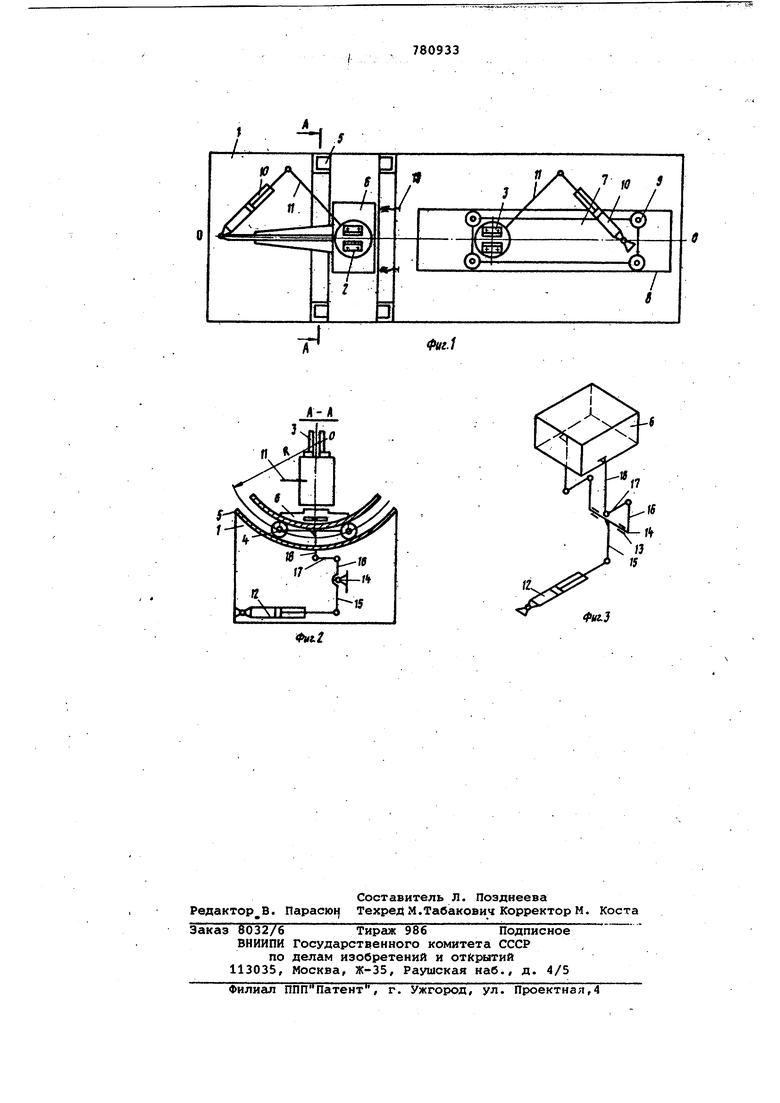
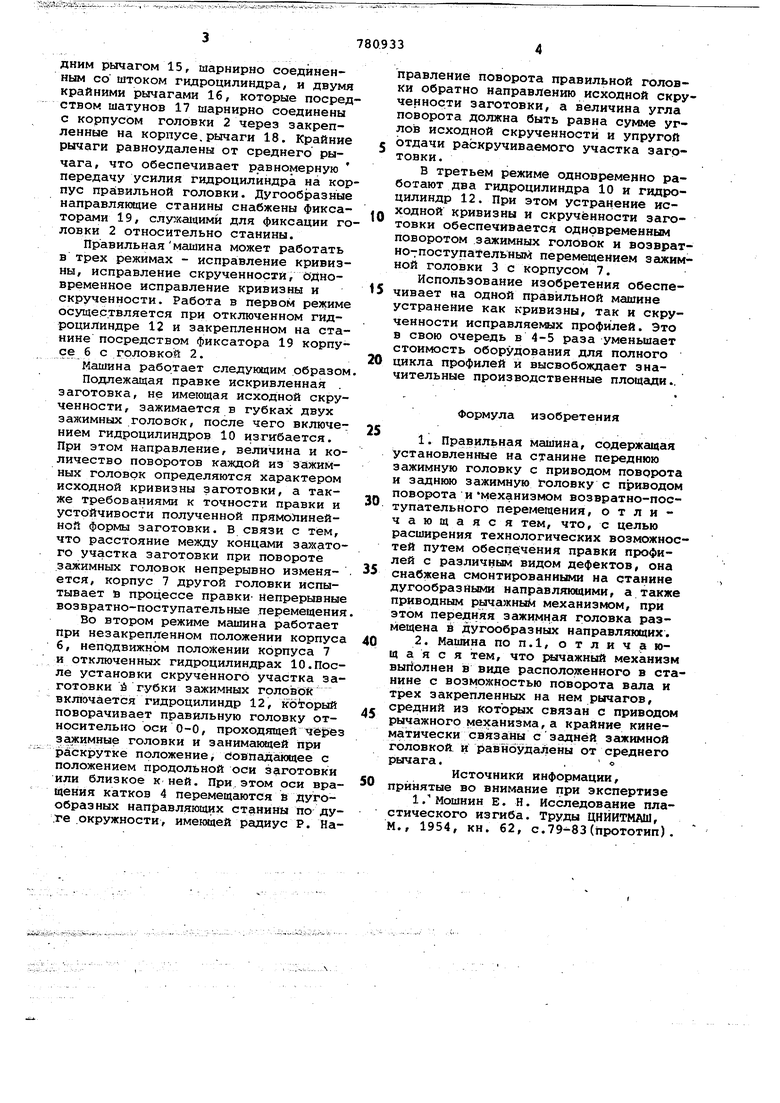
Изобретение относится к обработке металлов давлением, а именно к ма шинам для правки. Известна правильная машина, содер жащая установленные на станине перед нюю зажимную головку с приводом повр рота и заднюю зажимную головку с при водом поворота и механизмом воэвратно-п&ступательного перемещения Г . Недостатком этой машины является невозможность править на ней скручен ные заготовки и заготовки, имеющие одновременно и кривизну,и скрученность профиля. Цель изобретения - расширение тех нологических возможностей путем обеспечения правки профилей с различным видом дефектов. Цель достигается тем, что машина снабжена смонтированными на станине дугообразными направляющими, а также приводным рычажным механизмом,при этом передняя зажимная головка размещена в дугообразных направляющих, а ры-1ажный механизм выполнен в виде расположенного в станине с возможностью поворота вала и трех закрепленных на нем рычагов, средний из которых связан с приводом рычажного ме.ханизма, а крайние кинематически свя заны с задней зажимной головкой и равноудалены от среднего рычага. На фиг. 1 изображена машина, общий ВИД} на фиг. 2 - разрез А-А на фиг. 1} на фиг. 3 - схема рычажного механизма. Правильная машина содержит установленные на станине 1 две зажимные головки: переднюю 2 и зад«юю 3.Передняя захсимная головка 2 установлена на катках 4 в дугообразных направляющих 5 и может поворачиваться вокруг оси 0-0. Передняя зажимная головка 2 установлена в корпусе 6, задняя зажимная головка 3 - в корпусе 1 на направляющих 8 , по которым перемещается с помощью катков 9. Каждая зажимная головка снабжена приводом поворота в виде гидроцилиндра 10,взаимодействующего с рычагом 11. Привод поворота установленнс/й в дугообразных направляквдих станины передней зажимной головки 2, служащей для устранения скрученности заготовок, выполнен в виде шарнирно соединенного со станиной гкдроцилиндра 12 и рычгокного механизма, содержащего установленный в станине на подшипниках 13 вал 14 с закрепленными на нем ередним рычагом 15, шарнирно соединенным со штоком гидроцилиндра, и двумя крайними рычагами 16, которые посредством шатунов 17 шарнирно соединены с корпусом головки 2 через закрепленные на корпусе, рычаги 18. Крайние рычаги равноудалены от среднего рычага, что обеспечивает равномерную передачу усилия гидроцилиндра на корпус правильной головки. Дугообразные направляющие станины снабжены фиксаторами 19, слу;ха1аимй для фиксации головки 2 относительно станины.
Правильнаямашина может работать в трех режимах - исправление кривизны, исправление скрученности, с(дновременное исправление кривизны и скрученности. Работа в первом режиме осуществляется при отключенном гидроцилиндре 12 и закрепленном на станине посредством фиксатора 19 корпусе 6 с головкой 2.
Машина работает следующим образом Подлежащая правке искривленная . заготовка, не имеющая исходной скрученности, зажимается в губках двух зажимных головок, после чего включением гидроцилиндров 10 изгибается. При этом направление, величина и количество поворотов каждой из зажимных головок определяются характером исходной кривизны заготовки, а также требованиями к точности правки и УСТОЙЧИВОСТИ полученной прямолинейной формы заготовки. В связи с тем, что расстояние между концами зажатого участка заготовки при повороте зажимных головок непрерывно изменяется, корпус 7 другой головки испытывает в процессе правки- непрерывные возвратно-поступательные перемещения
Во втором режиме машина работает при незакрепленном положении корпуса б, неподвижном положении корпуса 7 и отключенных гидроцилиндрах 10.После установки скрученного участка заготовки и губки зажимных головок включается гидроцилиндр 12, кЫгорый поворачивает правильную головку относительно оси 0-0, проходящей через зажимные головки и занимакяцей при раскрутке положение, Совпадающее с положением продольной ости з 1готовки или близкое к ней. При этом оси вращения катков 4 перемещаются S дугообразных направляющих станины по дуте .окружности, имеквдей радиус Р. Направление поворота правильной головки обратно направлению исходной скрученности заготовки, а величина угла поворота должна быть равна сумме углов исходной скрученности и упругой с отдачи раскручиваемого участка заготовки.
В третьем режиме одновременно работают два гидроцилиндра 10 и гндроцилиндр 12. При этом устранение ис- ходной кривизны и скрученности заготовки обеспечивается одновременным поворотом зажимных головок и возвратно7Поступа елЬншА перемещением зеикимной головки 3 с корпусом 7.
Использование изобретения обеспечивает на одной правильной машине устранение как кривизны, так и скрученности исправляемых профилей. Это в свою очередь в 4-5 раза уменьшает стоимость оборудования для полного
0 цикла профилей и высвобождает значительные производственные площади.,
Формула изобретения
5 снабжена смонтированными на станине дугообразными направляющими, а также приводным рычажныМ механизмом, при этом передняя зажимная головка размещена в дугообразных направлякхцих.
0 2 Машина по п.1, отличающаяся тем, что (яячажный механизм выг1Ьлнен в виде расположенного в станине с возможностью поворота вала и трех закрепленных на нем рычагов.
средний из которых связан с приводом рычажного механизма, а крайние кинематически связаны с 3аднёй зажимной головкой и равноудалены от среднего рычага.. °
Источники информации, принятые во внимание при экспертизе 1.Мошнин Е. Н. Исследование пластического изгиба. Труды ЦНЙИТМАШг М., 1954, кн. 62, с.79-83(прототип).
Л-и
