установочного перемещения вдоль оси правки, а рабочие поверхности допол- нительньгх губок 11 и 12 образуют в плоскости, параллельной оси правки, острый угол, обращенный вершиной к зоне правки. При правке- коротких заготовок или заготовок малого поперечного сечения концевой участок заготовки 13 зажимают в дополнительных губках 11 и 12. Рабочие по верхности ОГ 5 при этом остаются параллельными, а консольная часть ОГ 5 изгибается и воздействует на боковую поверхность
1
Изобретение относится к обработке..
металлов давлением, а именно к устройствам для правки сортового металла изгибом и кручением, и может быть использовано в металлургии, машиностроении и других отраслях промьпи- ленности для устранения искривленности и скрученности коротких заготовок некруглого поперечного сечения, например заготовок турбинных лопаток, и заготовок малого поперечного сечения, а также для правки различньк по длине и площади поперечного сечения профилей uuipoKoro сортамента, выпускаемых малыми партиями, заготовок сложного поперечного сечения, а также концевых участков прутков и труб, не поддающихся правке на правильных машинах непрерывного действия.
Целью изобретения является расширение диапазона выправляемых заготовок за счет включения в него коротких заготовок и заготовок малого поперечного сечения.
На фиг,1 показана предлагаемая зажимная головка, общий вид; на фиг.2 разрез А-А на фиг.1.
Зажимная головка универсальной сортоправильной машины дискретного действия содержит поворотную платформу 1 с нижними 2 и верхними 3 направляющими, смонтированные в этих направляющих ползуны 4, закрепленные на ползунах при помощи болтов основные губки 5 и привод сведения-разведения ползунов с губками, ВЫПОЛНЕННЫЙ в виде двух винтов 6, получающих вращение от электродвигателя через сдвоползунов. Узлы.прижима исключают смещение ОГ 5 в направлении зоны правки. Для регулирования усилия зажима заготовки 13 дистанционные элементы 15 перемещают вдоль оси правки, затем ЗГ поворачивают одну относительно другой до устранения искривленности или скрученности заготовки. По окончании процесса правки О.Г 5 и дополнительные губки 11 и 12 разводят и выправленную заготовку 13 извлекают. 2 з.п. ф-лы, 2 ил.
енньй червячный редуктор (не показаны) . Каждый из винтов 6 имеет участки с левой и правой резьбой, взаимодействующие с имеюшрми одноименную
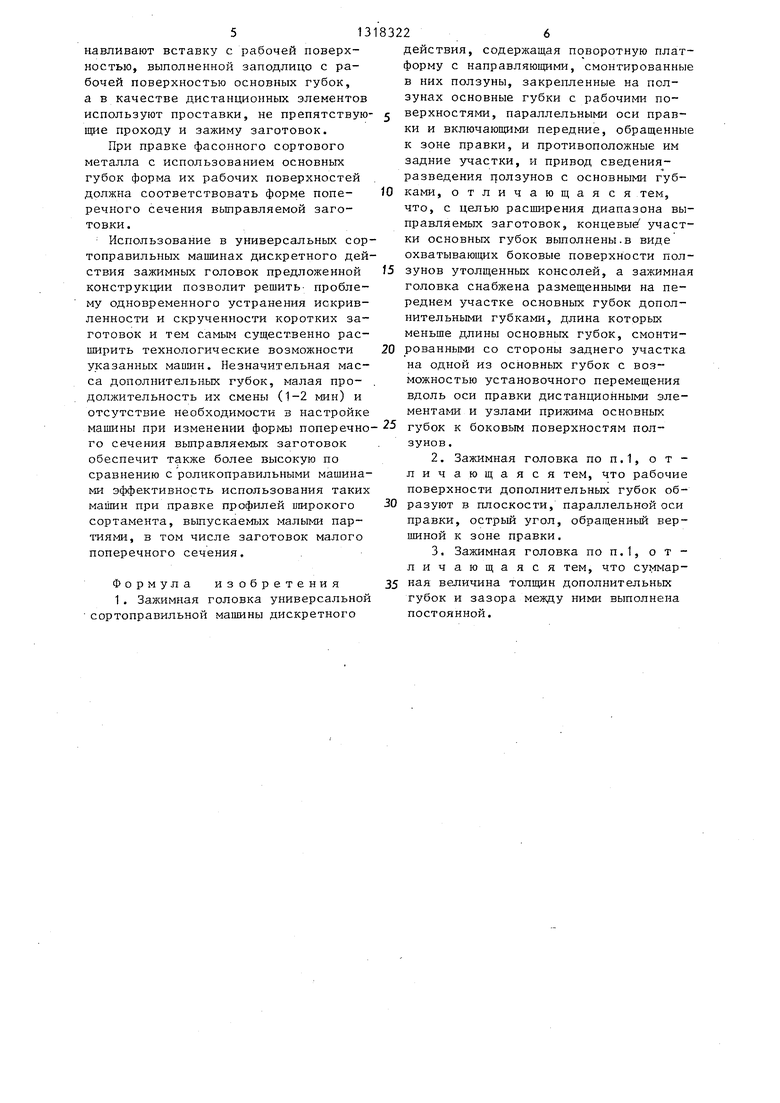
резьбу гайками (не показаны), установленными в ползунах. Основные губки, 5 имеют утолщенные консольные участки 7 с поверхностями 8 и 9, охватывающими боковые поверхности пол- зунов (фиг.2). На утолщенных консольных участках, противоположных зоне правки, смонтированы узлы прижима основных губок к боковым поверхностям ползунов, выполненные, например, в виде упорных болтов 10, ввинчиваемых в специальные резьбовые отверстия консольных участков и взаимодействую- mj-ix с боковыми поверхностями ползунов (фиг.2), или клиновых устройств, каждое из которых также взаимодействует с боковой поверхностью соответствующего ползуна.
На основных губках 5 со стороны
5 зоны правки смонтированы дополнительные губки 11.и 12, длина которых существенно меньше длины основных губок 5, а форма рабочих поверхностей соответствует форме поперечного се
30
35
чения зажимаемой з-аготовки 13. Связь дополнительных губок с основными осуществляется либо при помощи соединений 14 типа ласточкин хвост, либо при помощи прижимных болтов с шайбами, обеспечиваюш 1х благодаря зазорам возможность установочного перемещения дополнительных губок относительно основных. На противопложных зоне правки участках рабочей поверхности
3
одной из основных губок размеБ(ены с возможностью установочного перемещения вдоль оси правки дистандаон ные элементы 15, которые могут быть выполнены, например, в виде полок детали швеллерного сечения или отдельных проставок.
Зажимная головка работает следующим образом.
Концевой участок заготовки 13 за жимают в дополнительных губках 11 и 12 вращением при помощи электродвигателя приводных винтов 6, переме- щаю1цих ползуны 4 с основными 5 и дополнительными губками (другой конце вой участок заготовки 13 зажимают в губках второй зажимной головки, имеющей аналогичную конструкцию). В связи с тем, что размер зажимаемой части дистанционных элементов 15 ра вен раствору основных губок 5 в месте зажима заготовки 13 в дополнителных губках 11 и 12 (для исключения смены дистанционных элементов при переходе на правку заготовок иного типоразмера), рабочие поверхности основных губок 5 остаются после зажима заготовки параллельными. Что касается рабочих поверхностей дополнительных губок 11 и 12, то после зажима заготовки они раскрываются, однако величина этого раскрытия незначительна вследствие повышенной толщины консольного участка 7 и жеского соединения основных губок с по зунами. Раскрытие дополнительных губок может быть практически полность устранено путем вьшолнення рабочих поверхностей дополнительных губок наклонными относительно опорных поверхностей этих губок, причем остры угол, образованный рабочими поверхностями дополнительных губок в плоскости, параллельной оси правки, должен быть обращен вершиной к зоне правки и примерно равен по величине углу поворота консольных участков при их изгибе.
При изгибе консольной части 7 ее поверхность 8 воздействует на боковую поверхность ползуна и стремится, преодолевая силы трения, созданные затяжкой болтов крепления основных губок к ползунам, сместить основные губки в направлении зоны правки. Такое смещение недопустимо, так как появление зазора между поверхностью 8 и боковой поверхностью ползуна выс
fO J5 0 5 0 5
0
зывает сущестненное увеличение прогиба консольной части 7. Для исключения возможности указанного смещения предусмотрен 1 узлы прижима (выполненные, например, в виде упорных болтов 10).
Плотное прилегание по всей поверхности зажимаемого участка заготовки к дополнитальным губкам 11 и 12 обеспечивается также тем, что форма рабочей поверхности губок 11 и 12 соответствует форме поперечного сечения выправляемой заготовки 13,
Чем меньше площадь поверхности контакта заготовки с каждой губкой, тем меньшим должно быть усилие зажн- ма заготовки в дополнительных губках. Для регулирования этого усилия дистанционные элементы перемещают вдоль оси правки. При этом требуемое усилие зажима Р определяется по формуле
р ie.,a + b где Рпол5 усилие сведения ползунов,а, b - расстояния, показанные
на фиг,2.
После зажима заготовки в губках зажимных головок последние поворачивают одну относительно другой при помощя приводов (не показаны) в горизонтальной или вертикальной плоскости (т.е. в плоскости чертежа на (.1) для сообщения искривленной и скрученной заготовке соответственно деформации изгиба или кручения. Плотное прилегание зажимаемых участков заготовки к губкам и большая суммарная длина контактирования ползунов с направляющими поворотной платформы обеспечивает, благодаря жесткости системы ползуны - губки - заготовка, возможность управления процессом правки по угловому положению поворотной
5 платформы, так как в процессе правки поворот граничного сечения вьшравляе- мого участка заготовки относительно поворотной платформы отсутствует. По окончании процесса правки губки 5
0 и 11, 12 зажимной головки разводят для обеспечения возможности извлечения из них вьшравленной заготовки.
Правку коротких и длинных загото- 5 вок с плоскими боковыми поверхностями более целесообразно осуществлять с максимальным усилием зажима при помощи основных губок 5. Для этого в паз типа ласточкин хвост устанавливают вставку с рабочей поверхностью, выполненной заподлицо с рабочей поверхностью основных губок, а в качестве дистанционных элементов используют проставки, не препятствую- щие проходу и зажиму заготовок.
При правке фасонного сортового металла с использованием основных губок форма их рабочих поверхностей должна соответствовать форме попе- речного сечения вьшравляемой заготовки.
Использование в универсальных сор топравильных машинах дискретного действия зажимных головок предложенной конструкции позволит решить- проблему одновременного устранения искривленности и скрученности коротких заготовок и тем самым существенно расширить технологические возможности указанных маишн. Незначительная масса дополнительных губок, малая про- должительность их смены (1-2 мин) и отсутствие необходимости в настройке машины при изменении формы поперечно го сечения вьтравляемых заготовок обеспечит также более высокую по сравнению с роликоправильными машинами эффективность использования таких машин при правке профилей широкого сортамента, выпускаемых малыми партиями, в том числе заготовок малого поперечного сечения.
Формула изобретения 1. Зажимная головка универсальной сортоправильной машины дискретного
0 5 0
5
действия, содержащая по воротную платформу с направляющими, смонтированные в них ползуны, закрепленные на ползунах основные губки с рабочими поверхностями, параллельными оси правки и включающими передние, обращенные к зоне правки, и противоположные им задние участки, и привод сведения- разведения ползунов с основными губками, отличающаяся тем, что, с целью расширения диапазона выправляемых заготовок, концевые участки основных губок выполнены.в виде охватывающих боковые поверхности ползунов утолщенных; консолей, а зажимная головка снабжена размещенными на переднем участке основных губок дополнительными губками, длина которых меньше длины основных губок, смонтированными со стороны заднего участка на одной из основных губок с возможностью установочного перемещения вдоль оси правки дистанционными элементами и узлами прижима основных губок к боковым поверхностям ползунов .
2.Зажимная головка по п.1, о т - личающаяся тем, что рабочие поверхности дополнительных губок образуют в плоскости, параллельной оси правки, острый угол, обращенньй вершиной к зоне правки.
3.Зажимная головка по п.1, отличающаяся тем, что cy№tap- ная величина дополнительных губок и зазора между ними выполнена постоянной.
/t- A
12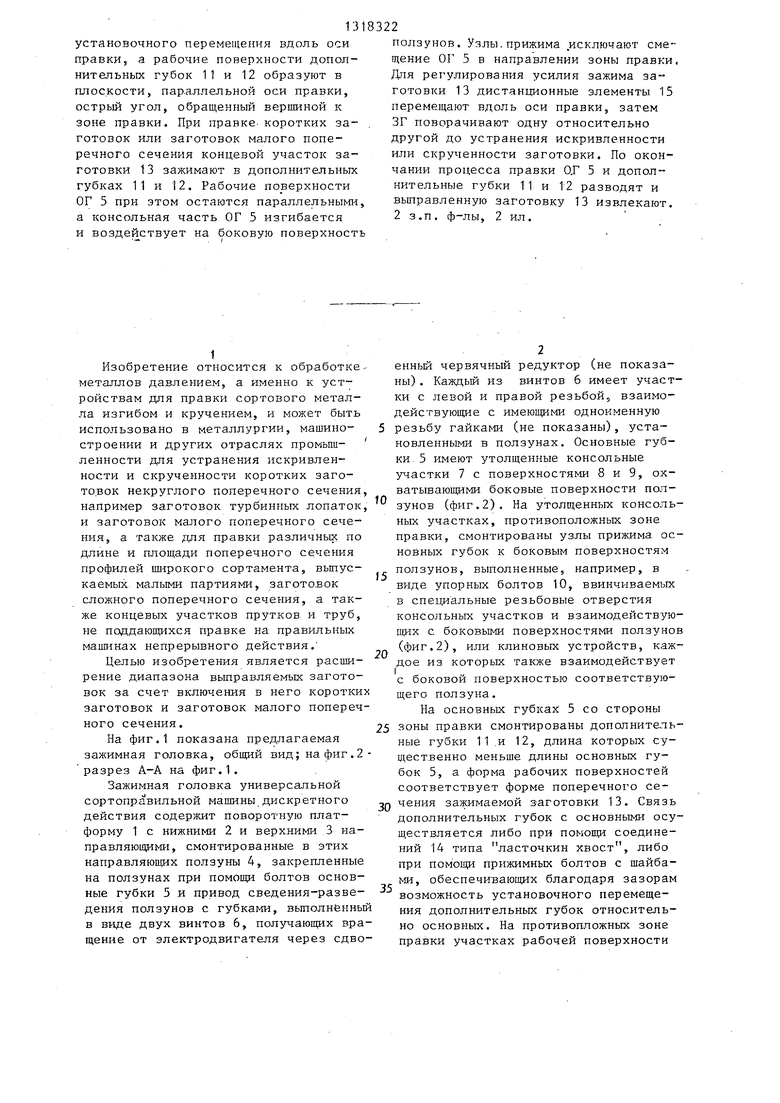

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки правильно-изгибной машины | 1988 |
|
SU1542658A1 |
| Способ настройки правильных машин дискретного действия | 1981 |
|
SU980896A1 |
| Способ настройки правильно-раскруточной машины и устройство для его осуществления | 1986 |
|
SU1349827A1 |
| Способ настройки правильной машины с зажимными головками перед измерением на последних показателей искривленности и скрученности заготовок | 1983 |
|
SU1148664A1 |
| Устройство для правки листов | 1979 |
|
SU940904A1 |
| Способ правки длинномерных заготовок изгибом | 1982 |
|
SU1066696A1 |
| Зажимная головка правильно-изгибной машины | 1986 |
|
SU1333434A1 |
| Способ правки заготовок плоским изгибом | 1989 |
|
SU1703216A2 |
| Способ правки заготовок | 1983 |
|
SU1178522A1 |
| Способ управления процессом дискретной правки заготовок | 1987 |
|
SU1426668A1 |

Изобретение относится к обработке металлов давлейием, а именно к правке сортового металла изгибом, и позволяет осуществлять правку заготовок более широкого диапазона типоразмеров, поскольку кондевые участки основных губок (ОГ) зажимной головки (ЗТ) вьшолнены в виде утолщенных консолей. ЗГ снабжена размещенными на переднем консольном участке ОТ дополнительными губками 11 и 12, со стороны заднего участка ОТ - дистанционными злементами 15 и узлами прижима ОТ к боковым поверхностям ползунов. При этом дистанционные элементы 15 смонтированы с возможностью 11 {$ 12 fj I I L (Л со
Составитель Н.Чернилевская Редактор И.Николайчук Техред М.Ходанич Корректор С.Черни
Заказ 2456/8
Тираж 732Подписное
ВНИИГШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Танеев Ю.М., Рудельсон Л«М | |||
| Машина для дискретной правки изгибом и кручением | |||
| Реф | |||
| сб | |||
| ЦНИИТЭИтяжмаш, 1981, 1-81-13, с.11-15. |
