(5) СПОСОБ НАСТРОЙКИ ПРАВИЛЬНЫХ МАШИН ДИСКРЕТНОГО ДЕЙСТВИЯ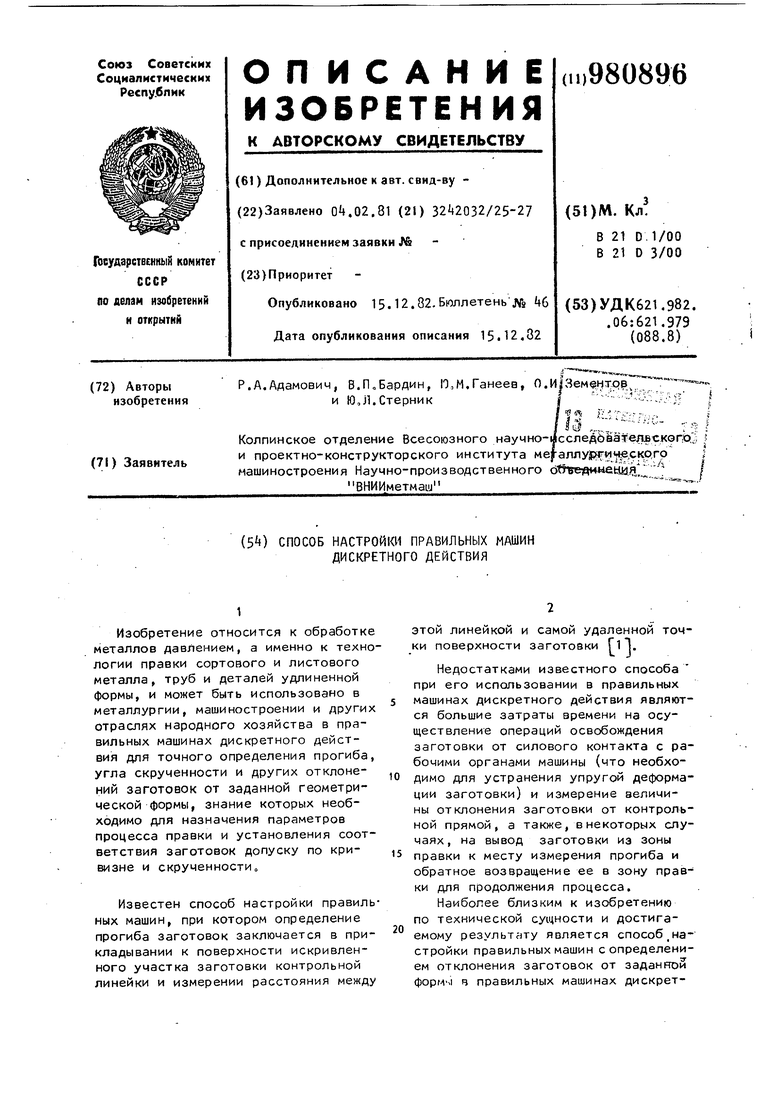


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки правильной машины с зажимными головками перед измерением на последних показателей искривленности и скрученности заготовок | 1983 |
|
SU1148664A1 |
| Способ настройки правильно-раскруточной машины и устройство для его осуществления | 1986 |
|
SU1349827A1 |
| Способ управления процессом дискретной правки заготовок | 1987 |
|
SU1426668A1 |
| Устройство для измерения усилия на штоке приводного силового цилиндра | 1983 |
|
SU1132998A1 |
| Способ правки длинномерных заготовок изгибом | 1982 |
|
SU1066696A1 |
| Устройство для управления процессом правки заготовок изгибом и кручением | 1986 |
|
SU1362531A1 |
| Правильная машина | 1990 |
|
SU1794528A1 |
| Способ правки заготовок | 1983 |
|
SU1178522A1 |
| Способ правки заготовок плоским изгибом | 1989 |
|
SU1703216A2 |
| Зажимная головка универсальной сортоправильной машины дискретного действия | 1986 |
|
SU1318322A1 |

1
Изобретение относится к обработке металлов давлением, а именно к технологии правки сортового и листового металла, труб и деталей удлиненной формы, и может быть использовано в металлургии, машиностроении и других отраслях народного хозяйства в правильных машинах дискретного действия для точного определения прогиба, угла скрученности и других отклонений заготовок от заданной геометрической формы, знание которых необходимо для назначения параметров процесса правки и установления соответствия заготовок допуску по кривизне и скрученности
Известен способ настройки правильных машин, при котором определение прогиба заготовок заключается в прикладывании к поверхности искривленного участка заготовки контрольной линейки и измерении расстояния между
этой линейкой и самой удаленной точки поверхности заготовки Гт1.
Недостатками известного способа при его использовании в правильных машинах дискретного действия являются большие затраты времени на осуществление операций освобождения заготовки от силового контакта с рабочими органами машины (что необходимо для устранения упругой деформации заготовки) и измерение величины отклонения заготовки от контрольной прямой, а также, в некоторых случаях, на вывод заготовки из зоны 5 правки к месту измерения прогиба и обратное возвращение ее в зону правки для продолжения процесса.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ настройки правильных машин с определением отклонения заготовок от заданной формч ч правильных машинах дискретHoro действия, включающий измерение искомого отклонения по перемещению рабочего органа правильной машины Г2Т В данном способе в качестве устройств для измерения отклонения заготовки используются поворотные правильные головки, являющиеся рабочими органами универсальной сортоправильной машины дискретного действия, предназначенной для устранения как искрив-10
ленности, так и скрученности заготовок, а в качестве величин, характеризующих отклонения заготовки от прямолинейной и нескрученной формы, используются углы поворота правильных головок относительно их нейтрального положения в горизонтальной и вертикальной плоскостях. При осуществлении способа контахт зажимных губок правильных головок с заготовкой не прерывается, что исключает дополнительные затраты времени на вы полнение вспомогательных операций. Недостатком данного способа является низкая точность определения отклонения заготовок от заданной фор мы. Это обусловлено тем, что после деформации заготовки, осуществляемой поворотом рабочих органов, последние под воздействием накопленной в заготовке энергии упругой деформации поворачиваются в обратном направлении и, не дойдя до положения, соответствующего полностью разгруженному состоянию выправляемого участка заготовки , останавливаются в промежуточном положении, определяемом равенством приложенных к заготовке со стороны рабочих органов сил трения и внутренних сил упругой деформации. При этом положение отдельно взятого рабочего органа не соответствует действительному положению ненапряженной заготовки, а величина перемещения рабочего органа относительно нейтрального положения не соответствует величине отклонения заготовки (угла скрученности или угла искривленности). Погрешность определения искомого отклонения пропорциональна в данном случае величине сил трения, т.е величине сопро тивления холостого хода рабочего органа. При часто имеющей место в реальных машинах большой величине сопротивления указанная погрешность становится настолько большой, что определение искомого отклонения без прерывания контакта заготовки с ра980
партии, подлежащей правке, устанав4бочим органом становится практически невозможнымо Цель изобретения - повышение точности настройки правильных машин дискретного действия за счет повышения точности определения. Поставленная цель достигается тем, что согласно способу настройки правильных машин дискретного действия, при котором одну из заготовок ливают в правильной машине,, нагружают усилием или моментом правки, определяют отклонение ее от заданной формы по перемещению рабочего органа правильной машины и устанавливают рабочий орган правильной машины с учетом этого отклонения в положение, необходимое для исправления последующих заготовок с соответствующим нагружением их усилием или моментом правки, упомянутую заготовку подвергают по меньшей мере двум нагружениям, каждое из которых не превышает по величине удвоенное значение приложенных к рабочему органу правильной ма(иины сил трения, но не достигает значения сил, вызывающих появление в заготовке остаточных деформаций. При каждом последующем нагружении изменяют знак внешних сил, осу1Чествляющих нагружение. После каждого нагружения производят разгрузку, а процессе нагружении и разгрузок измеряют не менее одной пары отклонений заготовки от заданной формы, а искомую величину отклонения определяют как среднеарифметическое значение величин попарных отклонений, соответствующих для каждой пары отклонений одинаковым числовым значением внешних сил противоположного знака Нагружение заготовки внешними си лами, превышающими по величине удвоенное значение сил трения, повышает точность определения -величины путем практически полного исключения влияния на точность определения сил трения, а использование нескольких знакопеременных нагружении с одновременным измерением четного количества отклонений заготовки от заданной формы, симметрич ных относительно искомого отклонения, повышает точность его определения за счет увеличения количества числовых значений, участвующих в вычислении величины искомого отклонения,
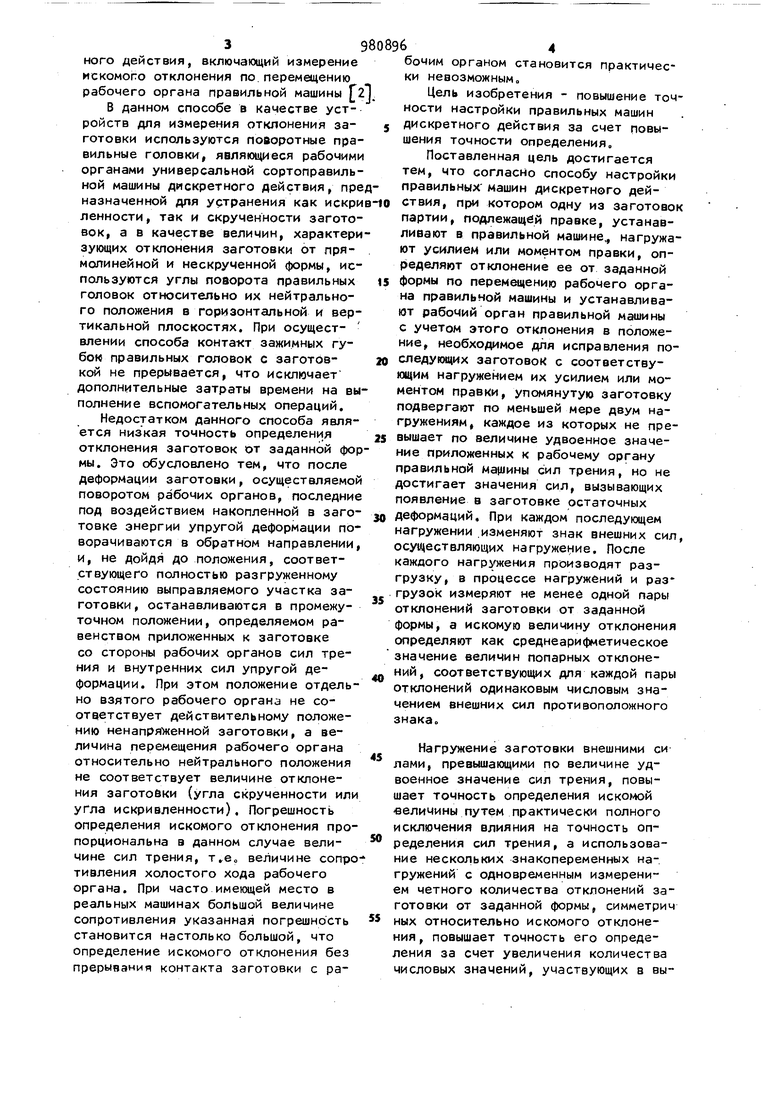
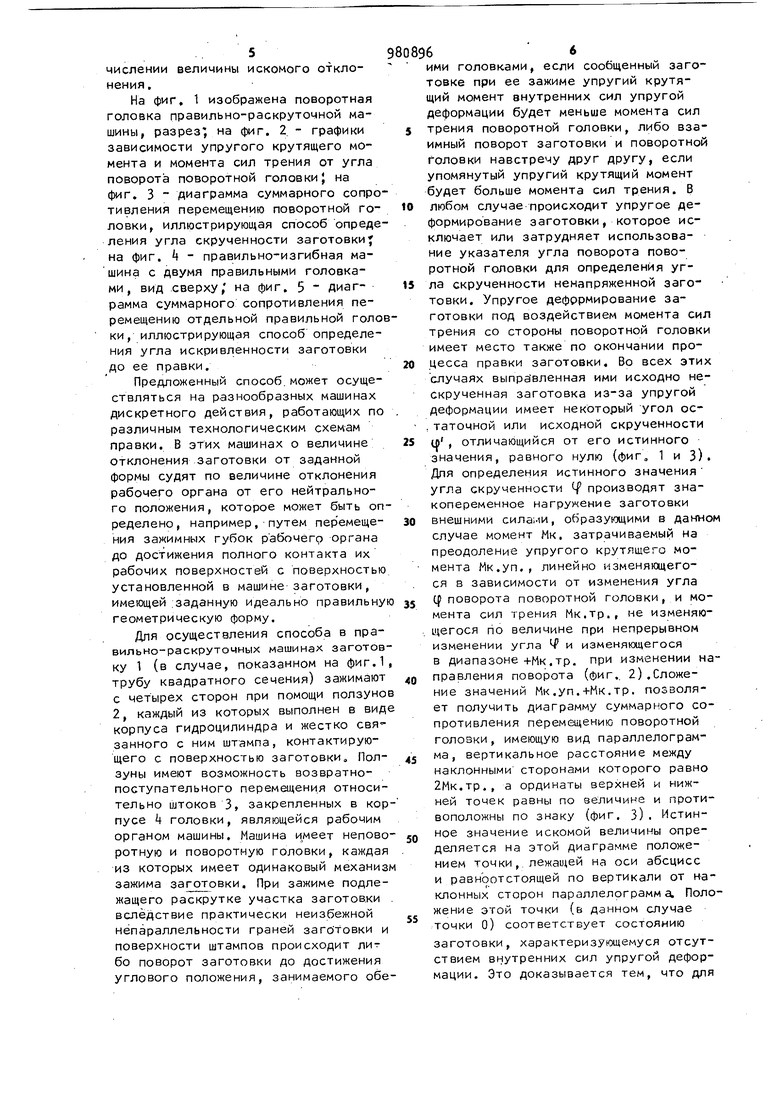
На фиг, 1 изображена поворотная головка правильно-раскруточной машины, разрез на фиг. 2. - графики зависимости упругого крутящего момента и момента сил трения от угла поворота поворотной головки} на фиг. 3 диаграмма суммарного сопротивления перемещению поворотной головки, иллюстрирующая способ определения угла скрученности заготовки на фиг. k - правильно-изгибная машина с двумя правильными головками, вид сверху, на фиг. 5 - диаграмма суммарного сопротивления перемещению отдельной правильной головки, иллюстрирующая способ определения угла искривленности заготовки до ее правки.
Предложенный способ.может осуществляться на разнообразных машинах дискретного действия, работающих по различным технологическим схемам правки. В этих машинах о величине отклонения заготовки от заданной формы судят по величине отклонения рабочего органа от его нейтрального положения, которое может быть оп ределено, например , путем перемещения зажимных губок рабочего органа до достижения полного контакта их рабочих поверхностей с поверхностью установленной в машине заготовки, имеющей .заданную идеально правильную геометрическую форму.
Для осуществления способа в правильно-раскруточных машинах заготовку 1 (в случае, показанном на фиг.1, трубу квадратного сечения) зажимают с четырех сторон при помощи ползунов 2, каждый из которых выполнен в виде корпуса гидроцилиндра и жестко связанного с ним штампа, контактирующего с поверхностью заготовки. Ползуны имеют возможность возвратнопоступательного перемещения относительно штоков 3, закрепленных в корпусе k головки, являющейся рабочим органом машины. Машина имеет неповоротную и поворотную головки, каждая из которых имеет одинаковый механизм зажима заготовки. При зажиме подлежащего раскрутке участка заготов.ки вследствие практически неизбежной нёпараллельности граней заготовки и поверхности штампов происходит либо поворот заготовки до достижения углового положения, занимаемого обеИМИ головками, если сообщенный заготовке при ее зажиме упругий крутящий момент внутренних сил упругой деформации будет меньше момента сил трения поворотной головки, либо взаимный поворот заготовки и поворотной головки навстречу друг другу, если упомянутый упругий крутящий момент будет больше момента сил трения. В любом случае происходит упругое де0формирование заготовки, которое исключает или затрудняет использование указателя угла поворота поворотной головки для определения угла скрученности ненапряженной заго5товки. Упругое деформирование заготовки под воздействием момента сил трения со стороны поворотной головки имеет место также по окончании процесса правки заготовки. Во всех этих
0 случаях выправленная ими исходно нескрученная заготовка из-за упругой деформации имеет некоторый угол ос, таточной или исходной скрученности IB , отличающийся от его истинного
5 значения, равного нулю (фиг, 1 и 3). Для определения истинного значения угла скрученности -f производят знакопеременное нагружение заготовки внешними силами, образующими в данном
0 случае момент Мк, затрачиваемый на преодоление упругого крутящего момента Мк.уп., линейно изменяющегося в зависимости от изменения угла tf поворота поворотной головки, и мо5мента сил трения Мк.тр,, не изменяющегося по величине при непрерывном изменении угла и изменягацегося в диапазоне+Мк.тр. при изменении направления поворота (фиг.. 2) .Сложе0ние значений Мк.уп.+Мк.тр. позволяет получить диаграмму суммарного сопротивления перемещению поворотной головки, имеющую вид параллелограмма, вертикальное расстояние между
5 наклонными сторонами которого равно 2Мк.тр., а ординаты верхней и нижней точек равны по величине и противоположны по знаку (фиг. 3) . Истинное значение искомой величины опре0деляется на этой диаграмме положением точки, лежащей на оси абсцисс и равноотстоящей по вертикали от наклонных, сторон параллелограмма. Положение этой точки (в данном случае
5 точки о) соответствует состоянию
заготовки, характеризующемуся отсутствием внутренних сил упругой деформации. Это доказывается тем, что для деформирования заготовки из данно го положения в одном из двух направ лений требуется предварительно прил жить к ней внешние силы, равные по величине силам трения (в данном случае .тр., так как расстояни между точкой О и каждой из наклонны сторон равны по величине Мк.тр.), Среднеарифметическое значение абсци точек верхней и нижней сторон диаграммы, имеющих одинаковые по вели чине и противоположные по знаку ординаты (Мк, Мк.уп.+Мк.тр., Мк -(Мк.уп.+Мк.тр.), определяет абсциссу искомой точки, что и составля ет существо описываемого способа. При осуществлении способа первое нагружение заготовки может быть выполне о в любом из двух направлений по линии аЬ или по линии аед. Одно из этих-нагружений осуществляется при моменте внешних сил Мк72Мк,тр. до достижения , а второе при моменте внешних сил до .дости жения угла з и -- первое, нагру жение осуществляется по линии аЬ, а соответствующая разгрузка по линии bed, то следующее за ним нагружение осуществляется по линии аед. с последующей разгрузкой по линии gha В процессе этих нагружений измеряются углы скрученности и ответствуюдие одинаковым числовым значениям момента внешних сил. В процессе соответствующих разгрузок могут измеряться углы скрученности , и f (f, соответствующие .нулевым значениям момента внешних сил Истинное значение V/ угла скрученности (в данном случае равное нулю) определяется при этом как одно из среднеарифметических значений 1/2 ( + {i). /2 (() или 1/t (tf+V2 +Va+ p4 взависимости от количества измерений. При увеличении числа нагружений до четырех, шести и более количество измеренных величин возрастает, что еще более повышает точность определения истинного значения угла скрученности. Аналогично производится определение и других отклонений заготовок от заданной формы. Определение истинного значения ис ходного угла искривленностио/ Pj , ха рактеризукнцего отклонение заготовки 1 от заданной прямолинейной формы в правильно-изгибных машинах с двумя рабочими органами, выполненными в виде правильных головок 5, осуществляется путем знакопеременного нагружения одной или двух правильных головок (в зависимости от схемы правки) и, следовательно, заготовки моментов внешних сил М, также расходуемым на упругое деформирование заготовки и преодоление момента сил трения М , препятствующего .холостому повороту правильной головки (фиг. 4 и 5). В данном случае правильная головка после зажима заготовки в ее губках занимает положение, характеризуемое углом of исХ отличным от yi- ла )f. Из этого положения правильную головку поворачивают в любом направлении моментом внешних сил, после чего снимают внешние силы и поворачивают в другом направлении моментом внешних сил, равным по величине и противоположным по знаку моменту предшествующего нагружения При максимальных числовых значениях указанных моментов М и измеряЮТ углы искривленности о//, ис(, После первой пары нагружений может быть осуществлена вторая пара нагружений моментами М, и Мд, равными или отличающимися по величине от предыдущей пары моментов (однако, как и в первом случае ).При этом измеряются соответствующие углы искривленности о и 0. Истинное значение угла искривленности- определяется в последнем случае по формуле , . Количество участвующих при вычислении данной величины значений угла может быть увеличено вдвое, если в конце каждой из разгрузок измеряется соответствующий угол. Любой из вариантов осуществления данного способа не может быть использован в случае, если удвоенное значение сил трения превышает значение сил, вызывающих появление в заготовке остаточных деформаций. Практически это может иметь место в случае правки на машинах с большим сопротивлением перемещению рабочих органов заготовок малого поперечного сечения, требующих для правки приложения небольших внешних сил. Уменьшение указанного сопротивления (например, путем использования вместо подшипников скольжения подшипников качения) расширяет область применения способа. истинное значение исходного угла искривленности заготовкио/цск А° ® правки в правильно-изгибной машине с двумя правильными головками ( фиг.t Заготовка имеет квадратное сечение со стороной квадрата мм. Заготовка искривлена в плоскости, параллельной ее боковым граням. Расстояние между осями поворота правильных головок при зажатой искривленной заготовке 1500 мм. Модуль упруго- сти при растяжении Е. ,1- Ш кгс/им,, предел текучести при растяженииО 0 кгс/мм. Угол поворота правильной головки при зажатой искривленной упруго деформированной заготовке ,3. Момент сил трения, равный сопротивлению холостого углового перемещения правильной головки, ,05 1 П кгс-мм. Упругий крутящий момент со стороны заготовки, воздействующий на правильную головку, М 2,5- Ю кгСМм. Направление упругого крутящего момента - в сторону нейтрального положения правильной головки. Искомая величина (yc nnpep,ennется в следущей последовательности Момент инерции сечения заготовки /4/12 20 /12 13333 . Момент сопротивления сечения заготовки , мм . Минимально , возможное значение момента внешних сил 5 ИГ 1 ,0-10 кгс-мм. Максимально возможное значение момента внешних сил My(aj.-W 901333 1 ,2.10 кгс мм. Выбранные значения моментов внешних сил, осуществляющих первое и вто рое нагружение. ,1 1П кгс-мм; М -1,1-10 кгсУгол поворота о//) правильной голо
ки при первом нагружении (фиг. 5)
M.,i
:S -(
лс ° зГгГ
угол скрученности, соответствующий упругому крутящему моменту М-упр
М
t
ОС, - (1
)
1
Oi
иск О,ЕГ 5ЕГ1.
2,5 10-1500 , -(
г-2.(ъгъъ з.2,-1 ю нззьз
-(1..045-0,96) 0,849 роЗ oC -0,849.57.3 -4S,b°.
ции,
Формула изобретения
Способ настройки правильных машин дискретного действия, при котором одну заготовку из партии, подлежащей правке устанавливают в правильной машине, нагружают усилием или моментом правки, определяют отклонение от заданной формы по перемещению рабочего органа правильной машины и устанавливают рабочий орган праловки при втором нагружении заготовки (фиг. 5) (M,t-2Mmp)tl г , °2-| 3i .062 pot с) ЗЕГ .Об 5Г,3 -бО.Й. Истинное значение угла CKf)Bnenностио.у,.-0,5(оСн4-оС2)-0,51ав4941,062) ;.-9,555раЭ оСи„ -0.55 -57,,. Использование предложенного изобретения позволяет существенно уменьшить количество ошибок при осуществлении контроля точности правки за счет более точного определения.остаточных отклонений заготовок от заданной формы. Использование данного изобретения повышает также точность определения исходных отклонений aarqтовок от заданной формы, что в свою очередь позволяет получить надежные исходные данные для создания систем автоматического управления процессом правки заготовок и обеспечить тем самым возможность существенного (на ) повышения производительности машин дискретного действия. Повышение производительности правильных машин имеет место и при отсутствии системы автоматического управления, так как осуществление процесса определения искомого отклонения без прерывания силового контакта с рабочими органами машины позволяет исключить затраты времени на осуществление дополнительных операций по разведению-сведению зажимных элементов рабочих органов правильных машин. Предложенный способ также обеспечивает возможность автоматизации процесса определения искомого отклонения, что сокращает время, необходимое для осуществления этой измерительной операаильной машины с учетом.этого отклонения в положение, необходимое для исправления последующих заготовок с соответствующим нагружением их усилием или моментом правки, о т л и повышения точности настройки, упомянутую заготовку подвергают по меньшей мере двум нагружениям, каждое из которых превышает по величине удвоеннов значение приложенных к рабочему органу правильной машины сил tpeния, но не достигает значения сил, вызывающих появление в заготовке остаточных деформаций, при каждом последующем нагружении изменяют знак нагружения, после каждого .нагружения производят разгрузку, в процессе нагру
жений и разгрузок измеряют не менее одной пары отклонений заготовки от заданной формы, а искомую величину отклонения определяют как среднеариметическое значение величин попарных отклонений, соответствующих для каждой пары отклонений одинаковым числовым значениям внешних сил противоположного знака.
Источники информации, принятые во внимание при экспертизе
Нк к.уп
K.tnp
2М
ктр
.уп
Фиг.2
