Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении кольцевы деталей с зубчатыми венцами, например при изготовлении зубчатых венцов Маховиков стартеров автомобильных двигателей методом пластического деформирования. Известно устройство для образования зубчатого венца на кольцевых заготовках содержащее установленные в корпусе приводные накатные валки, опорный механизм, смонтированные соосно с опорным механизмом нажимной механизм, расширяющую оправку и выталкивающий механизм с подвижным толкателем jjlj. Недостатком этого устройства явля ется то, что возможность накатывания зубьев на тонких кольцевых деталях затруднена в виду того, что в этом случае необходимо использовать громоздкую оправку, что отрицательно скажется на работу всего устройства Наиболее близким к описываемому по своей констру-кции и достигаемому эффекту является устройство для накатки зубьев на кольцевых заготовках содержащее установленну с возможностью вращения опорную планшайбу,размешенные в опорной планшайбе кольцевой накатный инструмент с внутренним зубчатьол венцом и подвижную в осевом направлении опорную реборду, а также зажимную планшайбу с элементами прижима заготовки к опорной реборде и эксцентрично )асположенный внутри накатного инструмента раскатной ролик (2.}, Недостатком предлагаемого устройства является сложность конструкции, заключаюдайся в том, что раскатной ролик закреплен на двух опорах, и для установки или снятия заготовки с опорной реборды потребуется снимать одну илн даже обе опоры, что усложняет условие обслуживания устройства. Кроме того устройство не. позволяет автоматизировать процесс формирования зубьев на кольцевых заготовках, что снижает производительность устройства. Цель изобретения - повышение производительности и улучшение условий обслуживания устройства. Указанная цель достигается тем, что раскатной ролик установлен на зажимной планшайбе, а зажимная планшайба выполнена с, цапфами, ось которых перпендикулярна оси опорной планшайбы, а элементы прижима заготовки к опорной реборде выполнены в виде двух соосно размещенных на цапф х опорных катков, имеющих возможtHocTb взаимодействия своей наружной поверхностью с торцовой поверхностью накатного инструмента.
Устройство снабжено диском соосно расположенным в опорной планшайбе и подпружиненными плунжерами, размещенными в опорной реборде с возможностью взаимодействия своими торцами с поверхностью диска. Ось опорных катков в плане смещена на угол З-Ю относительно плоскости, проходящей через ось раскатного ролика и ось накатного инструмента.
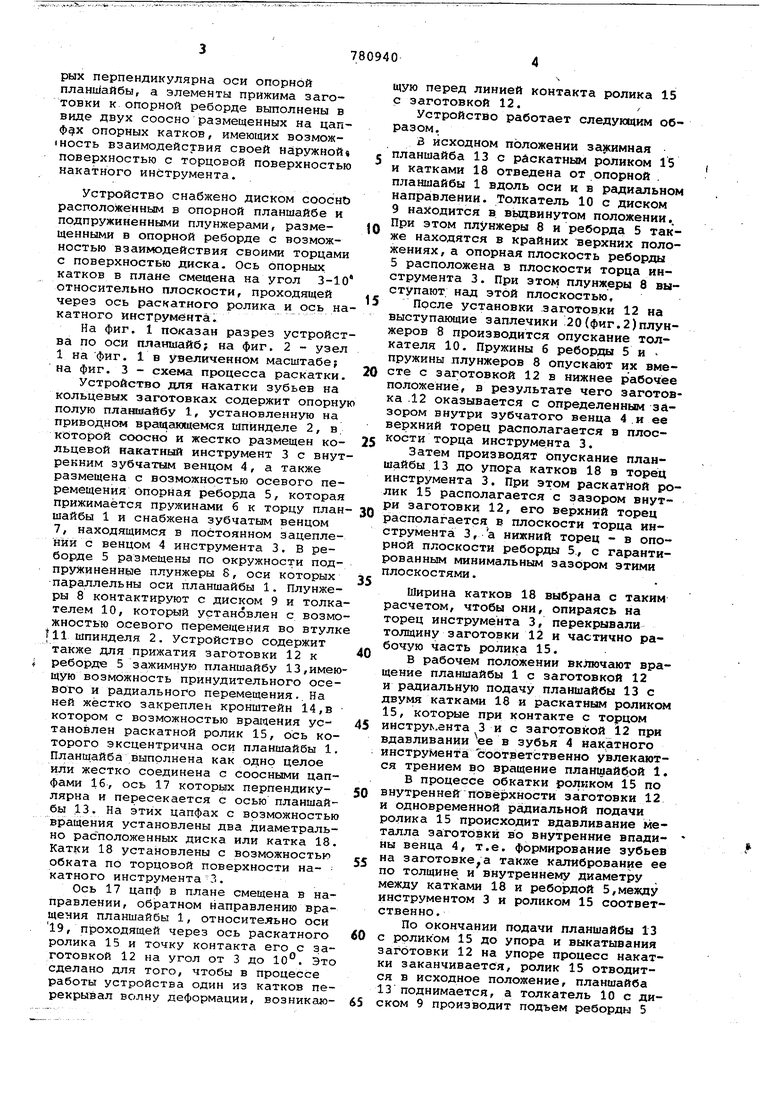
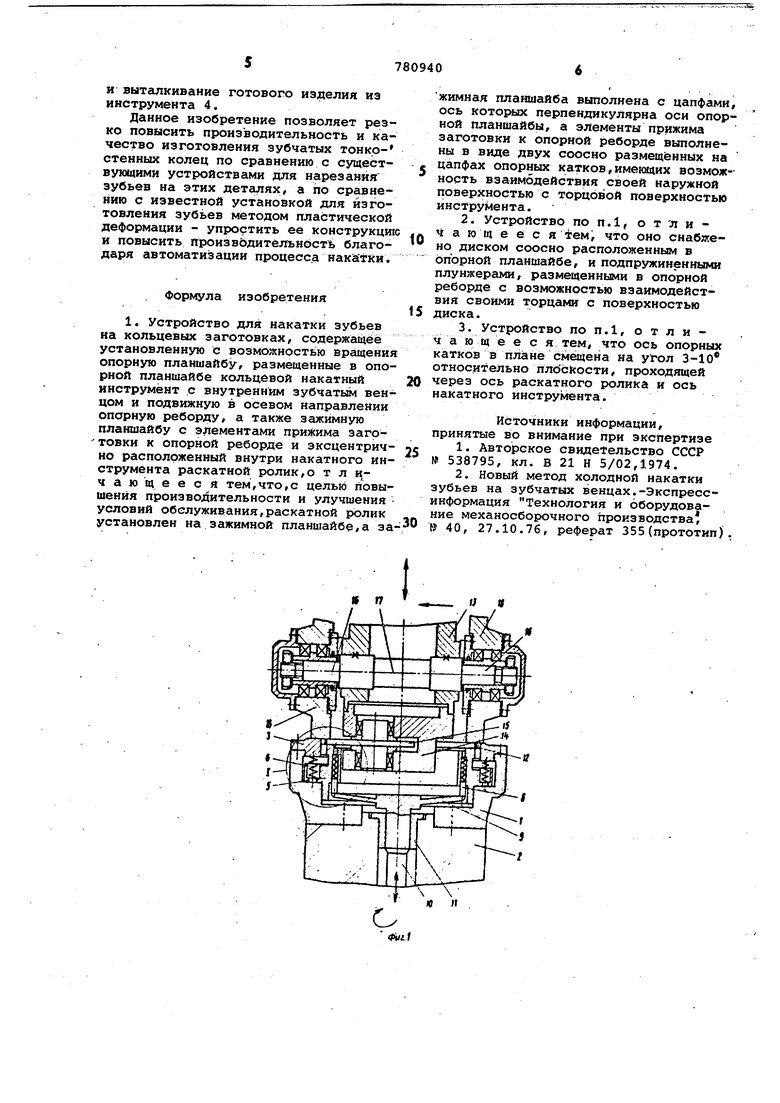
На фиг. 1 показан разрез устройства по оси планшайб; на фиг. 2 - узел 1 на фиг. 1 в увеличенном масштабе; на фиг. 3 - схема процесса раскатки. Устройство для накатки зубьев на кольцевых заготовках содержит опорную полую планшайбу 1, установленную на приводном вращающемся шпинделе 2, в. которой соосно и жестко размещен кольцевой накатный инструмент 3 с внутренним зубчатым венцом 4, а также размещена с возможностью осевого перемещения опорная реборда 5, которая прижимается пружинами б к торцу планшайбы 1 и снабжена зубчатым венцом 7, находящимся в постоянном зацеплении с венцом 4 инструмента 3. В реборде 5 размещены по окружности подпружиненные плунжеры 8, оси которых параллельны оси планшайбы 1. Плунжеры 8 контактируют с диском 9 и толкателем 10, который установлен с возможностью осевого перемещения во втулк f11 шпинделя 2, Устройство содержит также для прижатия заготовки 12 к реборде 5 зажимную планшайбу 13,имеющую возможность принудительного осевого и радиального перемещения.. На ней жёстко закреплен кронштейн 14,в котором с возможностью вращения установлен раскатной ролик 15, ось которого эксцентрична оси планшайбы 1, Планшайба выполнена как одно целое или жестко соединена с Соосными цапфами 16, ось 17 которых перпендикулярна и пересекается с осью планшайбы 13. На этих цапфах с возможностью вращения установлены два диаметрально расположенных диска или катка 18. Катки 18 установлены с возможностью обката по торцовой поверхности накатного инструмента 3.
Ось 17 цапф в плане смещена в направлении, обратном направлению вращечия планшайбы 1, относительно оси 19, проходящей через ось раскатного ролика 15 и точку контакта его с заготовкой 12 на угол от 3 до 10 . Это сделано для того, чтобы в процессе работы устройства один из катков перекрывал волну деформации, возникающую перед линией контакта ролика 15 с заготовкой 12.
Устройство работает следующим образом.
В исходном положении за кимная планшайба 13 с раскатным роликом 15 и катками 18 отведена от опорной . планшайбы 1 вдоль оси и в радиальном направлении. Толкатель 10 с диском 9 находится в выдвинутом положении.. При этом плунжеры 8 и реборда 5 также находятся в крайних верхних положениях, а опорная плоскость реборды 5 расположена в плоскости торца инструмента 3. При этом плунжеры 8 выступают, над этой плоскостью,
После установки заготовки 12 на выступающие заплечики 20(фиг.2)плунжеров 8 производится опускание толкателя 10. Пружины б реборды 5 и пружины плунжеров 8 опускают их вместе с заготовкой 12 в нижнее рабочее положение, в результате чего заготовка .12 оказывается с определенным зазором внутри зубчатого венца 4 и ее верхний торец располагается в плоскости торца инструмента 3.
Затем производят опускание планшайбы 13 до упора катков 18 в торец инструмента 3. При этом раскатной ролик 15 располагается с зазором внутри заготовки 12, его верхний торец располагается в плоскости торца инструмента 3, а нижний торец - в опорной плоскости реборды 5, с гарантированным минимальным зазОром этими плоскостями.
Ширина катков 18 выбрана с таким расчетом, чтобы они, опираясь на торец инструмента 3, перекрывали толщину заготовки 12 и частично рабочую часть ролика 15.
В рабочем положении включают вращение планшайбы 1 с заготовкой 12 и радиальную подачу планшайбы 13 с двумя катками 18 и раскатным роликом 15, которые при контакте с торцом инструь.гнта 3 и с заготовкой 12 при вдавливании W в зубья 4 накатного инструмента: соответственно увлекаются трением во вращение планшайбой 1.
В процессе обкатки роликом 15 по внутренней поверхности заготовки 12 и одновременной радиальной подачи ролика 15 происходит вдавливание металла заготовки во внутренние впадины венца 4, т.е. формирование зубьев на заготовке а также калибрование ее по толщине и внутреннему диаметру между каткамн 18 и ребордой 5,между инструментом 3 и роликом 15 соответственно.
По окончании подачи планшайбы 13 с роликом 15 до упора и выкатывания заготовки 12 на упоре процесс накатки заканчивается, ролик 15 отводится в исходное положение, планшайба 13 поднимается, а толкатель 10 с диском 9 производит подъем реборды 5 и выталкивание готового изделия из инструмента 4. Данное изобретение позволяет резко повысить производительность и качество изготовления зубчатых тонко- стенных колец по сравнению с существующими устройствами для нарезания зубьев на этих деталях, а по сравнению с известной установкой для изготовления зубьев методом пластической деформации - упростить ее конструкцию и повысить производительности благодаря автоматизации процесса накЖггки. Формула изобретения 1. Устройство для накатки зубьев на кольцевых заготовках, содержащее установленную с возможностью вращения опорную планшайбу, размещенные в опорной планшайбе кольцевой накатный инструмент с внутренним зубчатым венцом и подвижную в осевом направлении опорную реборду, а также зажимную планшайбу с элементами призкима эагртовки к опорной реборде и эксцентрично расположенный внутри накатного инструмента раскатной ролик,о т л ftчающееся тем,что,с целью повышения производительности и улучшения условий обслуживания,раскатной ролик установлен на зажимной планшайбе,а за
а V жимная планшайба ВЕЛтолнена с цапфами, ось которых перпендикулярна оси опорной планшайбы, а элементы прижима заготовки к опорной реборде выполнены в виде двух соосно размещённых на цапфах опорных катков,имеющих возможность взаимодействия своей наружной поверхностью с торцовой поверхностью инструмента. 2.Устройство по п. 1, о т Л и ч а ю щ е ее я тем, что оно снабясено диском соосно расположенным в опорной планшайбе, и подпружиненными плунжерами, размещенными в опорной реборде с возможностью взаимодействия своими торцами с поверхностью диска. 3.Устройство ПОП.1, отличаю ще е с я тем, что ось опорных катков в плане смещена на угол 3-10 относительно плдсКости, проходящей через ось раскатного ролика и ось накатного инструмента. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 538795, кл. В 21 Н 5/02,1974. 2.Новый метод холодной накатки зубьев на зубчатых венцах.-Экспрессинформация Технология и оборудование механосборочного производства и 40, 27.10.76, реферат 355(прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для накатывания зубьевзубчАТыХ КОлЕС | 1979 |
|
SU829281A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ДИСКОВ | 1997 |
|
RU2123406C1 |
| ПРИВОД ШЛИФОВАЛЬНОГО КРУГА | 1997 |
|
RU2121423C1 |
| Устройство для безотходной резки профилей круглого поперечного сечения | 1990 |
|
SU1792811A1 |
| Устройство для раскатки осесимметричных изделий | 1980 |
|
SU860929A1 |
| Устройство для накатки зубчатых колес | 1980 |
|
SU927400A1 |
| Устройство для прокатки зубчатых колес | 1989 |
|
SU1697959A1 |
| Устройство для накатывания внутренних зубчатых профилей | 1987 |
|
SU1447505A1 |
| Комплект инструмента для накатки цилиндрических зубчатых колес | 1980 |
|
SU927399A1 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
П
18
