1
Изобретение относится к обработке металлов резанием и может быть использовано при изготовлении деталей на токарно-револьверных станках с го- 5 ризонтальной осью вршцения револьверной головки.
Известен способ отрезания деталей от прутка, заключающийся в том, что, с целью сохранения углов резания при Ю сообщении резцу движения подачи по круговой траектории, держайку, в которой установлен резец, поворачивают одновременно с поворотом револьверной головки, сообщающей резцу движение j подачи 0.| .
Недостатком данного способа является сложность его реализации обусловленная необходимостью модернизации
станка и наличием поворотной державки 20 для крепления отрезного резца .
Цель изобретения -,упрощение реализации способа отрезания деталей от прутка с одновременным обеспечением условий работы резца с углами реза- 25 ния в пределах допустимых величин.
Указанн.ая цель достигается тем, что отрезание детали осуществляют последовательно двумя резцами, первый из которых устанавливают в положение/
обеспечивающее оптимальную геометрию в начале процесса резания, а второйв положение, обеспечивающее оптимальную геометрию в конце резания.
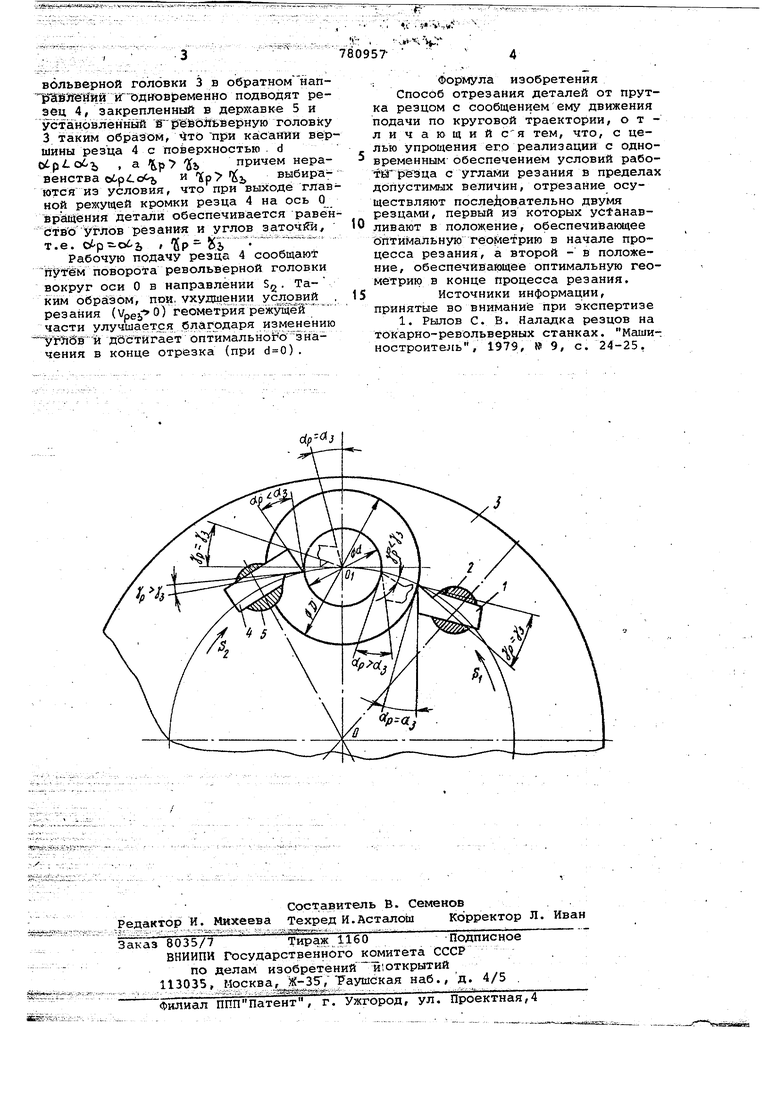
На чертеже показана схема отр эания детали от прутка.
Способ осуществляется следующим образом.
Резец 1 закрепляют в державке 2 и устанавливают в револьверную головку 3 таким образом, что в начальный момент резания(при касании главной режущей кромки резца с поверхностью D) передний и эaднйй yглы ре3aHjig равны соответственно углам заточки, т.е. иЫртО,. При резании рабочую подачу резцу I сообщают путем поворота револьверной головки 3 вокруг оси О в направлении S , происходит изменение углов, т.е.
, ,
Когда условия 4р Tib Р стают удовлетворять требуемым условиям резания(вершина резца находится в это время в контакте с поверхно- -, стыо d), резец 1 отводят от обрабатываемой детали путем поворота ревбльверной головки 3 в обратном нап 1ГйГ5Эй ё ййй7й е)Дновременно подводят резец 4, закрепленный в державке 5 и установленный § р ёЙбЯЬверную головку 3 таким образом, гто при ка1саййи Biepшины резца 4с поверхностью . d Oiplo Oj . а J, причем неравенства cii. и Хр Хз, выбираются иэ условия, что при выходе главной режущей кромки резца 4 на ось О вращения детали обеспечивается равёнство углов резания и углов заточйи,
т.е. о-р-обь
Рабочую подачу резца 4 сообщают поворота револьверной головки вокруг оси О в направлении 5. Таким образом, при, ухудшении условий , резания (Vpejp 0) геометрия режущей части улучшает ся благодаря изменению дбсгйга.ет оптимального™значения в конце отрезка (при ).
„ -(К-
ЧС i-V;vf
780957
; Формула изобретения
Способ отрезания деталей от прутка резцом с сообщением ему движения подачи по круговой траектории, отличающий ся тем, что, с целью упрощения его реализации с одновременным обеспечением условий рабоftar резца с углами резания в пределах допустимых величин, отрезание осуществляют последовательно двумя резцами, первый из которых ус анавливают в положение, обеспечи1вающее оптимальную геометрию в начале процесса резания, а второй - в положение, обеспечивающее оптимальную геометрию в конце процесса резания.
Источники информации, принятые во внимание при экспертизе 1. Рьшов С. В. Наладка резцов на тгОКарНо-револьверных станках. Машиностроитель, 1979, № 9, с. 24-25.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| СПОСОБ НАРЕЗАНИЯ ЛИМБА С ТРАПЕЦЕИДАЛЬНОЙ ФОРМОЙ ШТРИХОВ И КРУГОВАЯ ДЕЛИТЕЛЬНАЯ МАШИНА ДЛЯ ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2094205C1 |
| Способ токарной обработки | 1984 |
|
SU1201058A1 |
| Револьверный суппорт | 1984 |
|
SU1168337A1 |
| Способ точения внутренних поверхностей | 1977 |
|
SU633670A1 |
| Способ точения безвершинным резцом | 1989 |
|
SU1743700A1 |
| Проходной упорный резец | 1986 |
|
SU1495006A1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| Резец с изменяемым передним углом | 2020 |
|
RU2741397C1 |
| РЕЗЬБОФРЕЗА | 2019 |
|
RU2714757C1 |
